591968 Heller Chinese Manual Rev-C - 第124页
11 9 D 、输送带卡死 1 、拧松传动马达的 安装螺栓,从传 动马达上拆下 传动链条。 2 、在轴面上使用可 调节扳手,或在 方杆上使用 12 mm 开口 扳手,转动 网带和可调节轨道输送带的传动链轮齿。如果都能自由转动,继续 步骤 4 。 (小心: 不要让扳手 在方杆上留下痕 迹,这可能 会造成轨道 宽度的调节不畅) 3 、找到 EHC 中卡死的 位置。 a 、 网带弯曲或 缠绕。 特别是检查网带 接合夹和网带 张紧处。 如果网 …
118
3、断开传动马达的电源线,用万用电表设定电阻量程,检查传动马达
引入线与接地之间的阻值。连续性表明应更换传动马达。同时检查传动
马达绕组的电阻。如果出现短路或开路,更换传动马达。
4、 每运转 2000 小时后检查碳刷。长度是否是 3 /16”( 4.8mm)或者小
于它,请用两个同样等级材料更换它。检查和更换它请看维护保养
部分。
119
D、输送带卡死
1、拧松传动马达的安装螺栓,从传动马达上拆下传动链条。
2、在轴面上使用可调节扳手,或在方杆上使用 12mm 开口扳手,转动
网带和可调节轨道输送带的传动链轮齿。如果都能自由转动,继续
步骤 4。(小心:不要让扳手在方杆上留下痕迹,这可能会造成轨道
宽度的调节不畅)
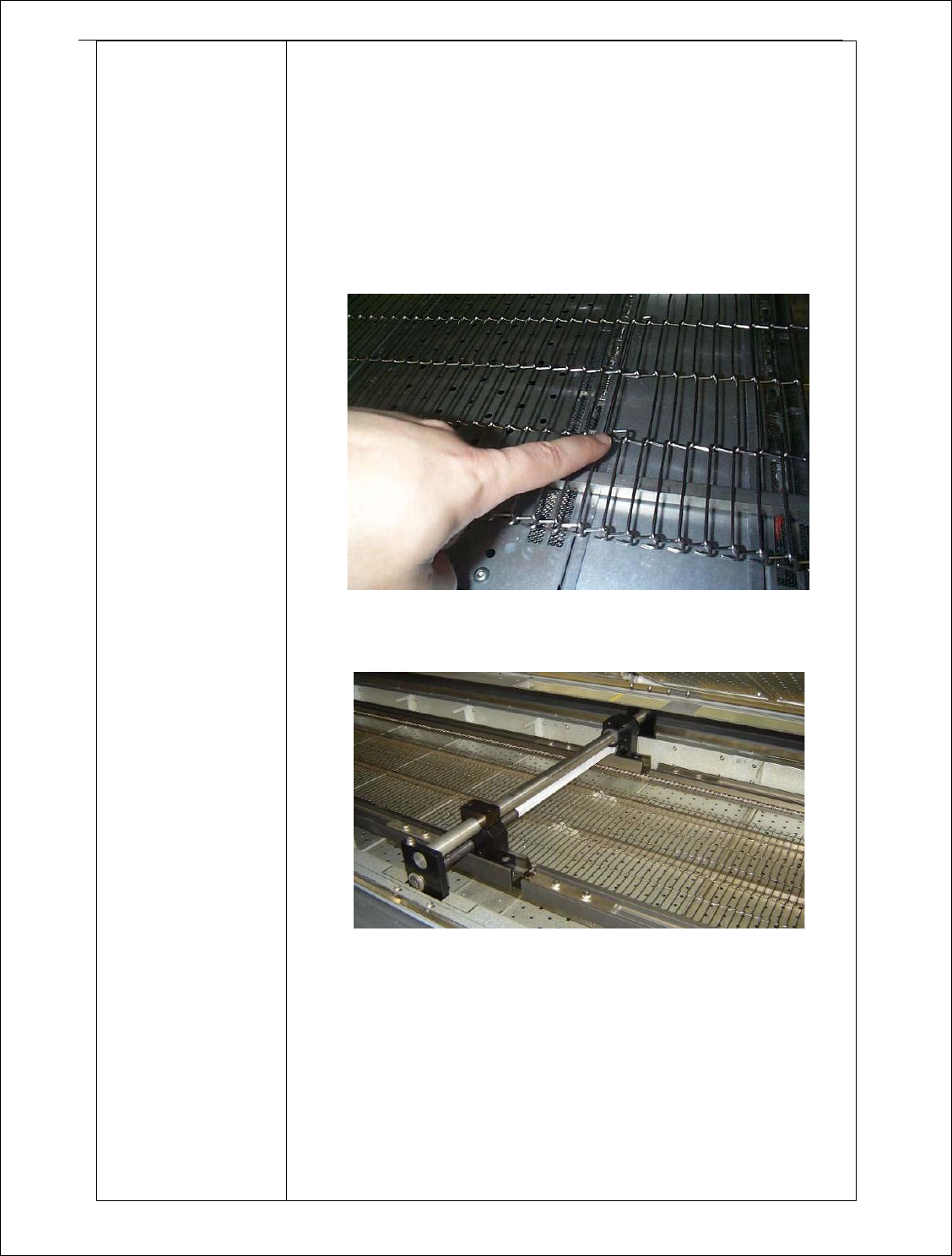
3、找到 EHC 中卡死的位置。
a、网带弯曲或缠绕。特别是检查网带接合夹和网带张紧处。如果网
带已拉伸,用尖嘴钳从网带上取下主链节。
检查确认轨道的底部与网带之间的间隙,特别是轨道直接在网带支撑
杆上方时。
b、链轮齿或链条过分润滑会引起“发粘”。如果润滑油进入链轮中
的 oilite(青铜)轴承,应将链轮拆下并清洗。
120
c、磨损的链轮齿、轴承或轴肩螺钉。
轮齿磨损或断裂的链轮、磨损的轴承或轴肩螺钉应予以更换。
d、参见“标准和可选设备操作指南”一章
第
VI
部分
,进行传动马
达转速控制板的过载电流限值设定。
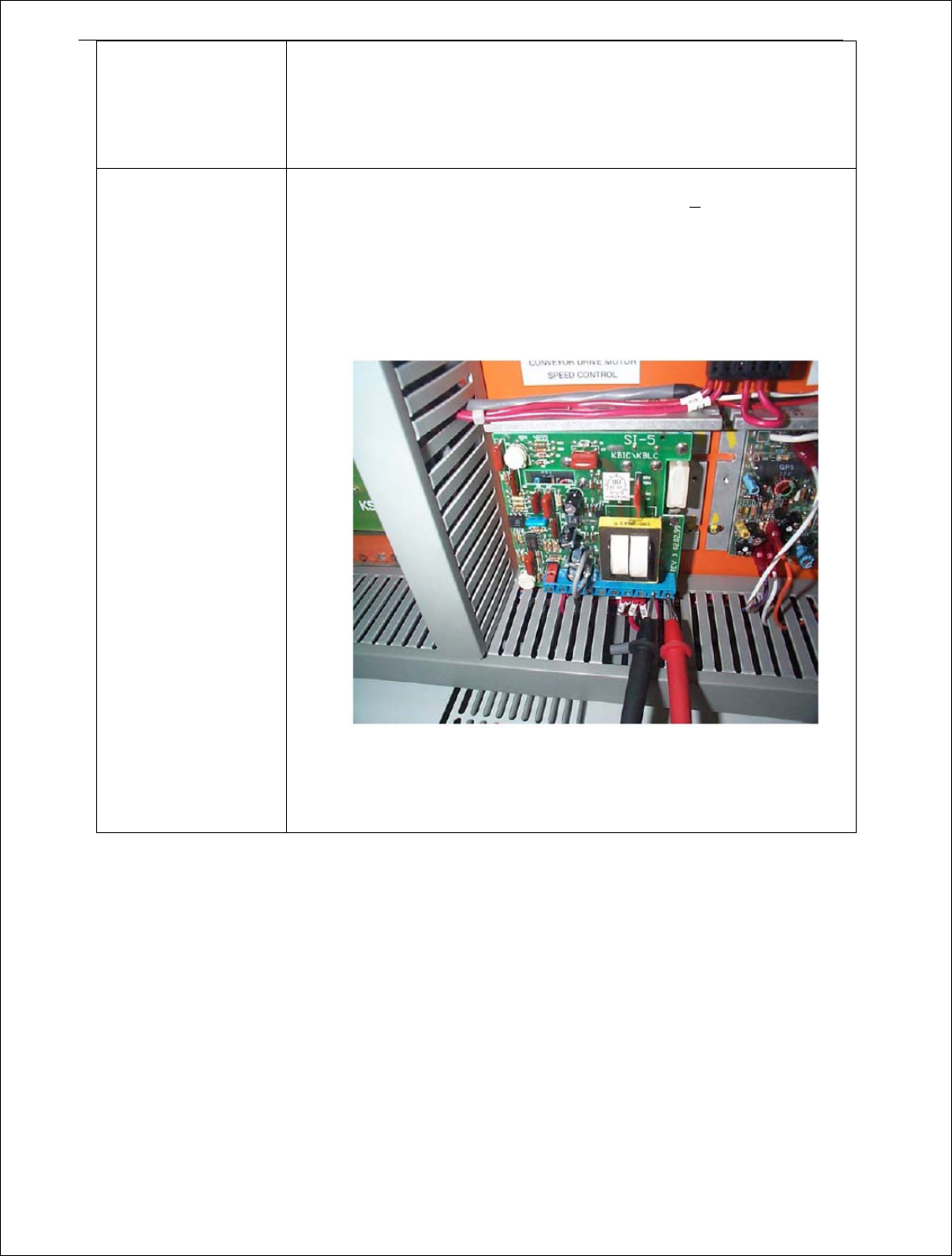
E、传动马达转速控制器
1、从“窗口”(Window)菜单选择“通道设置”( Channel Setup)。 检 查
确认 PV 为零,输出为 100%。
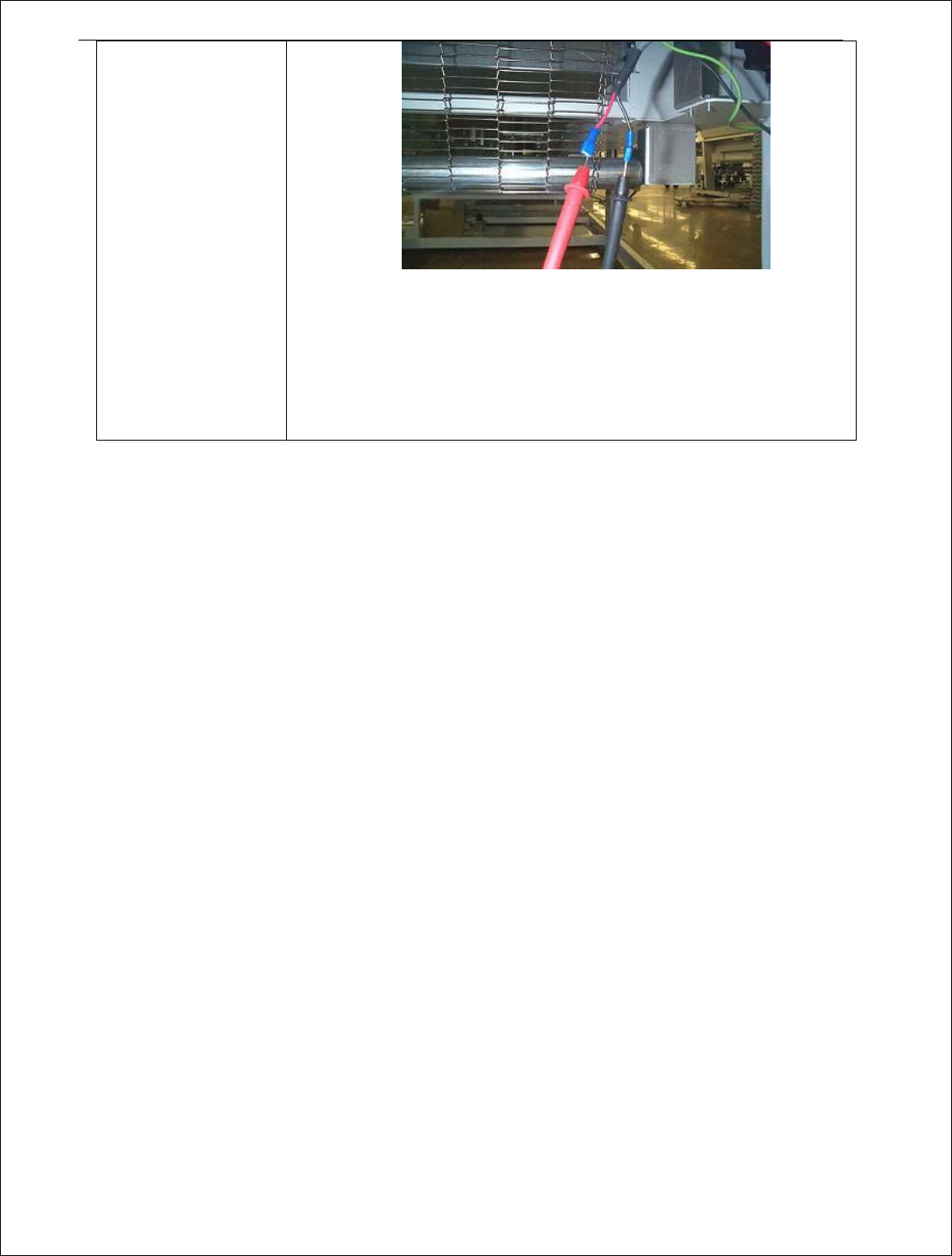
2、在传动马达转速控制器上(安装在电气面板上),测量“A+”和“A
-”端子之间的直流输出电压。该电压应为约 70V。如果是 0V,然
后测量“L1”和“L2”端子之间的交流电压。该电压应为约 230V。
还应测量“SIG”和“COM”端子之间的信号电压。
100%输出时应为直流+5.00V。如果交流电压或信号电压为零(0V),
然后检查传动马达转速控制器的接线。
(
参见主电气配线示意图
)
XVI.直流传动马达控制器调节
注意:传送系统控制器已经在工厂已设好。在第一时间没有通知 HELLER 服务部情况下,不推荐调
整马达速度控制。
本节规定电气面板上的回流炉可调节输送轨道(EHC)和网带系统的传动马达控制器的校准步骤和
说明。( CP#4491)
应在回流炉已接通电源,可调节输送轨道(EHC)和网带系统的计算机控制已建立之后,执行本校
准程序。
应按以下顺序执行校准:
1、 最低(MIN)速度微调电位计调节。