591968 Heller Chinese Manual Rev-C - 第126页
121 2 、 最高( M AX )速 度微调电 位计调节。 3 、 电流限值调节。 在开始所有调节之前, 检查确认控制 器上的“ ACC E L ”微调电位 计转至 1 点钟位 置, “ IR ”微调电 位计转至 10 点钟位置, “ CL ”微调电位计转至 12 点钟位置(参 见 图 15 )。 图 15 警告:有关受 电击的危险 当带电操作时,这个调整只能有经验 的电器工程 师和技术员来完 成。 I. 最低速度调节。 A 、 调节…
120
c、磨损的链轮齿、轴承或轴肩螺钉。
轮齿磨损或断裂的链轮、磨损的轴承或轴肩螺钉应予以更换。
d、参见“标准和可选设备操作指南”一章
第
VI
部分
,进行传动马
达转速控制板的过载电流限值设定。
E、传动马达转速控制器
1、从“窗口”(Window)菜单选择“通道设置”( Channel Setup)。 检 查
确认 PV 为零,输出为 100%。
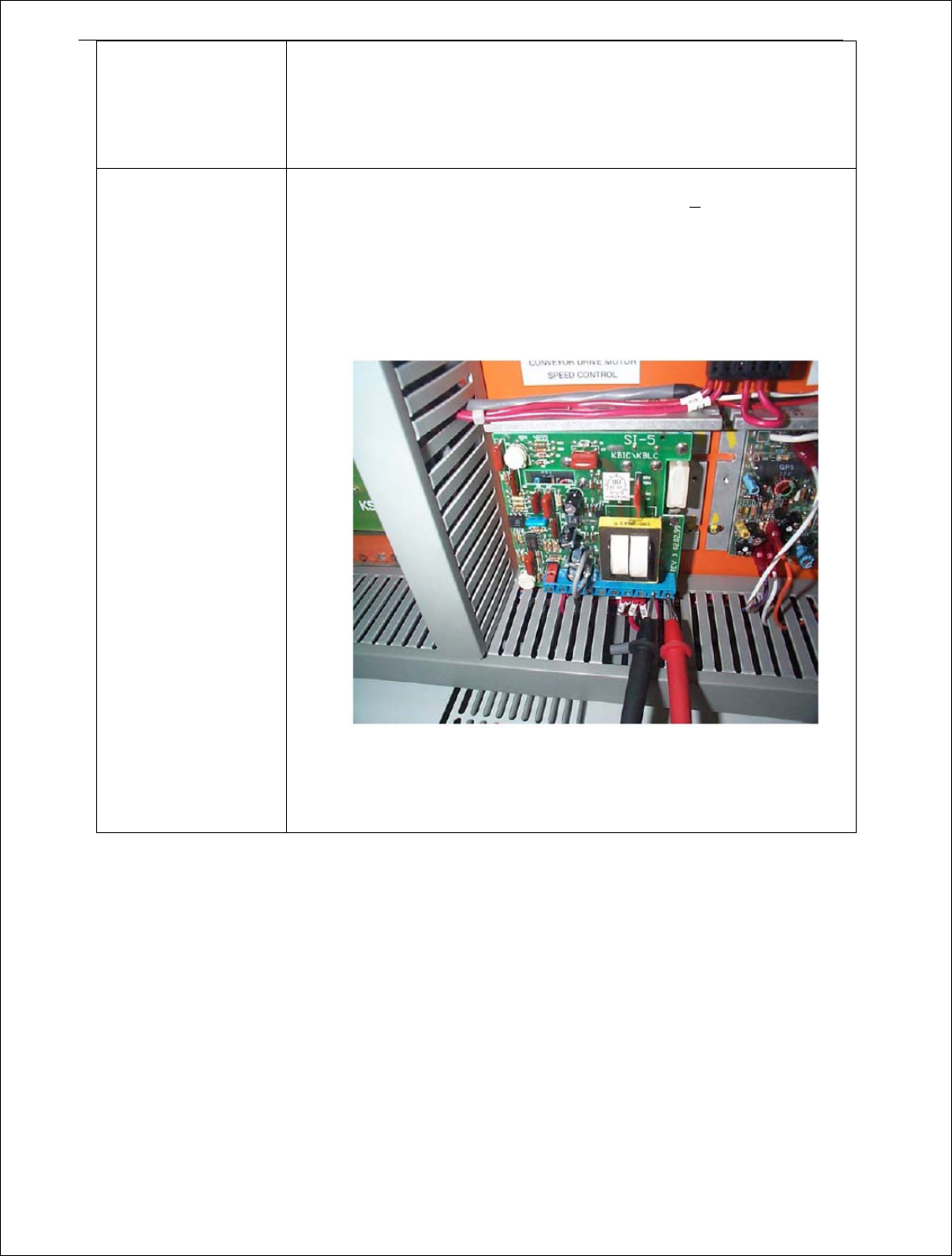
2、在传动马达转速控制器上(安装在电气面板上),测量“A+”和“A
-”端子之间的直流输出电压。该电压应为约 70V。如果是 0V,然
后测量“L1”和“L2”端子之间的交流电压。该电压应为约 230V。
还应测量“SIG”和“COM”端子之间的信号电压。
100%输出时应为直流+5.00V。如果交流电压或信号电压为零(0V),
然后检查传动马达转速控制器的接线。
(
参见主电气配线示意图
)
XVI.直流传动马达控制器调节
注意:传送系统控制器已经在工厂已设好。在第一时间没有通知 HELLER 服务部情况下,不推荐调
整马达速度控制。
本节规定电气面板上的回流炉可调节输送轨道(EHC)和网带系统的传动马达控制器的校准步骤和
说明。( CP#4491)
应在回流炉已接通电源,可调节输送轨道(EHC)和网带系统的计算机控制已建立之后,执行本校
准程序。
应按以下顺序执行校准:
1、 最低(MIN)速度微调电位计调节。
121
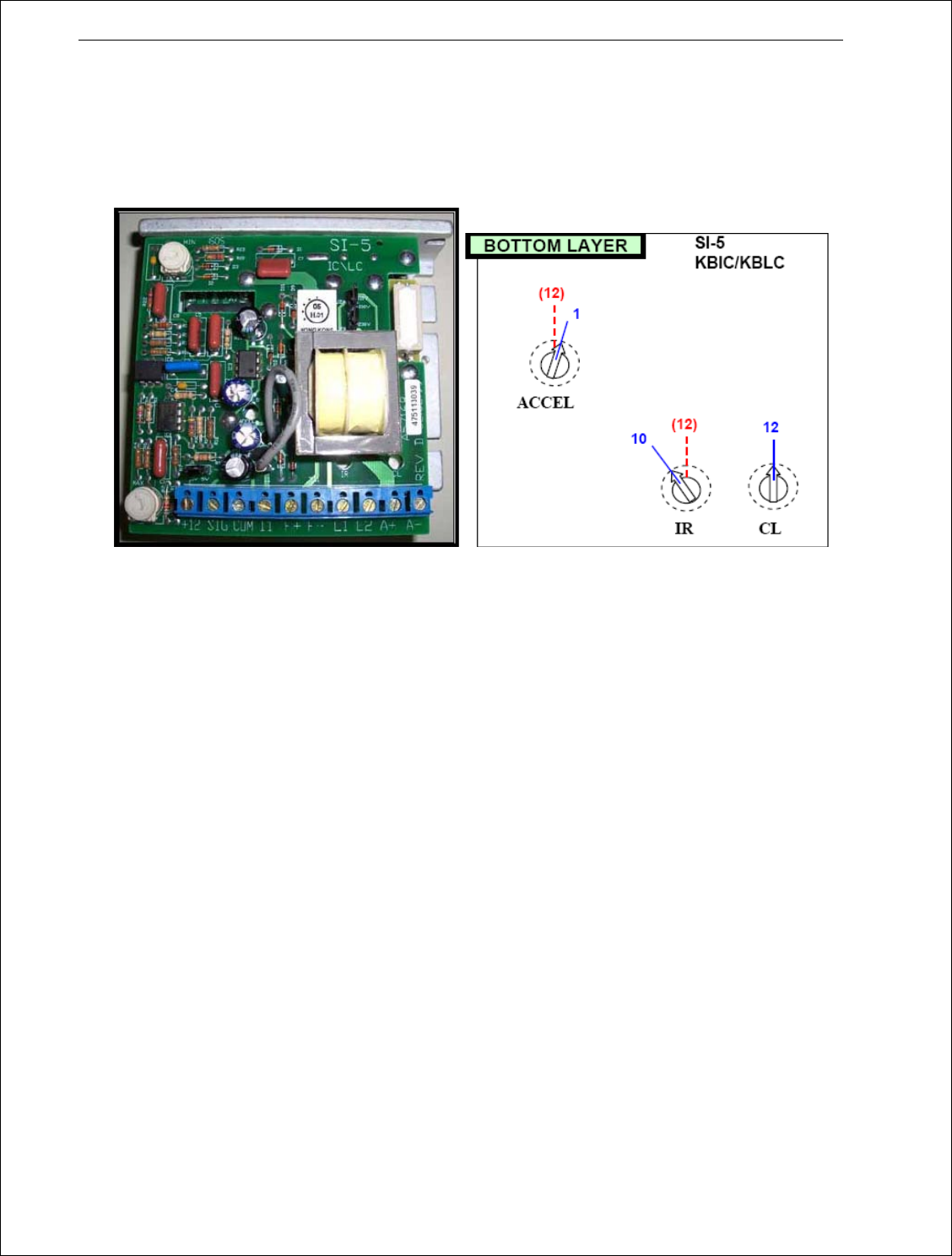
2、 最高(MAX)速度微调电位计调节。
3、 电流限值调节。
在开始所有调节之前,检查确认控制器上的“ACCEL”微调电位计转至 1 点钟位置,“IR”微调电
位计转至 10 点钟位置,“CL”微调电位计转至 12 点钟位置(参见
图
15)。
图
15
警告:有关受电击的危险
当带电操作时,这个调整只能有经验的电器工程师和技术员来完成。
I. 最低速度调节。
A、 调节最高和最低速度微调电位计至最大设定值(顺时针满转),并调节电流限值微调
电位计(CL)至其调节范围的中间值(12 点钟位置)。
B、 设定轨道宽度至样板宽度。(测温板、宽度治具板,等…)
C、 控制器上编号为 87 和 88 线号的电压为 230V。
D、 在软件应用程序中,将控制速度的设定值置为 0 厘米/分钟。(零功率)
E、 观察 EHC,注意系统中的任何移动。
F、 如果 EHC 在移动,沿逆时针方向缓慢调节最低速度微调电位计,直至 EHC 刚好停止
移动。
G、 在软件应用程序中,将控制速度的设定为 19 厘米/分钟。(~10%功率)
H、 观察 EHC,检查系统中的移动。
I、 如果 EHC 未移动,沿顺时针方向缓慢调节最低速度微调电位计,直至 EHC 开始移动。
J、 必要时重复以上步骤。
II、 最高速度调节。
仅在最低速度调节完成后才能执行该校准。
A、 在软件应用程序中,将带速设定点置为 188 厘米/分钟。缓慢调节最高速度微调电位
计 PV=188,OP=100%。从而顺时针(升高速度或降低 OP%)或逆时针(降低速度
122
或升高 OP%)调节最高速度微调电位计。
B、 将样板放在可调节输送轨道(EHC)和网带上,使用任意的参考标识,记录板速。将
计算的速度(距离/时间,单位:厘米/分钟)与计算机设定值相比较。(容差±1.2 秒)
C、 如果计算速度并非 188 厘米/分钟(等于 PV),检查回流炉系统设置向导中的带速控制
参数(第 6 页),
看操作系统的软件部分
-Q 设置向导参数设置。
D、 如果计算速度小于 188 厘米/分钟,而且最高速度微调电位计处于最大设定值,请联
系 HELLER 服务部的帮助
设定最低速度和最高速度微调电位计之后,设置带速设定点=90 厘米/分钟,并观察 OP%
应在 48%±3 左右。如果不在这个范围内请再次调节最低速度和最高速度设定值或者联系
HELLER 服务部。
完成速度调节后,以不同速度测试 EHC,并将实际值与设定值相比较。
III、 电流限值调节。(仅适用于无离合器操作系统)
应仅在最低和最高速度调节完成后执行该校准。传输力的理想阈值是 30 至 40 英寸磅。
这是使得传输传动马达控制器停止(电流限值)EHC 所需的力。
A、 在软件应用程序中,将计算机控制速度的设定值置为 90 厘米/分钟。(48%功率)。
B、 对于无离合器操作,使用 10-100 英寸磅范围、3/8”口径的扭矩扳手,以及 5/8”
开口端、3/8”口径的开口扳手。设定扭矩扳手为 40 英寸磅。
C、 结合机器的方轴前后方用翘棒扳起底部和限制驱动器动作,注意先出现哪种情
况:输送带停止,或扭矩扳手指示 40 英寸磅。
D、 如果扳手在输送带停止之前指示,逆时针转动微调电位计,降低电流限值的阈
值。
E、 如果输送带在扳手指示之前停止,则顺时针转动微调电位计,增加阈值。
F、 重复步骤 B 至 E,直至传送装置速度设定值为 60 厘米/分钟时,扭矩扳手指示
35 至 40 英寸磅。
完成电流限值调节后,以不同速度测试 EHC,检查是否测力计读数在 30 至 40 英寸磅的范
围之内。
F、低压问题
参见故障维修
I.A
部分。
G、二次电源
参见故障维修
I.B
部分。
XVII
.输送带没有以正
确速度运行或没有保持
恒定速度
检查:
A、硬件
1、按照故障维修 XV.D
部分,
的说明,检查输送带是否有机械卡死。
2、检查确认编码器上的紧定螺钉已拧紧。
3、有可调节输送轨道的,编码器应该安装在方轴上。如果没有可调节
输送轨道(只有网带)的,编码器应安装在网带驱动轴上。