591968 Heller Chinese Manual Rev-C - 第137页
132 B. BW 加热模组回流炉 1. 参考“介绍” , “安全防范”中第 II.1 1 节“锁定 / 标 定程序” 2. 拆除 固定加热丝的两个 M5X0.8X 10mm 六角头螺 钉 。 3. 拆除加 热丝模组 . 每个加热 丝模组都是 一端用 M5 不锈钢止退螺钉 ,另一端 插入固定支架里 面固定的 。 D- 690059 2400W 加热丝模 组(高电压, 380 V ,400V ,415V ) D- 690058 3000W…
131
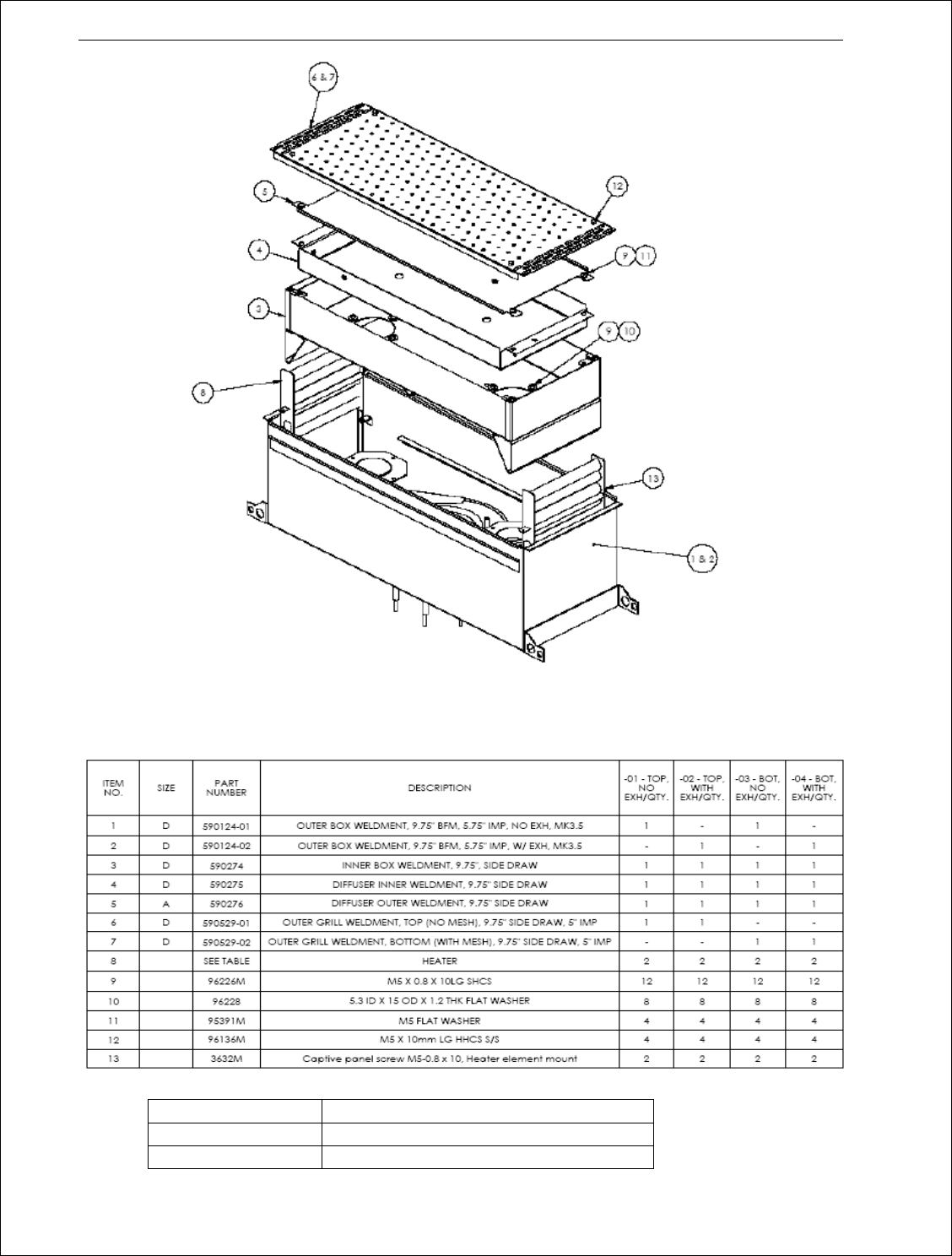
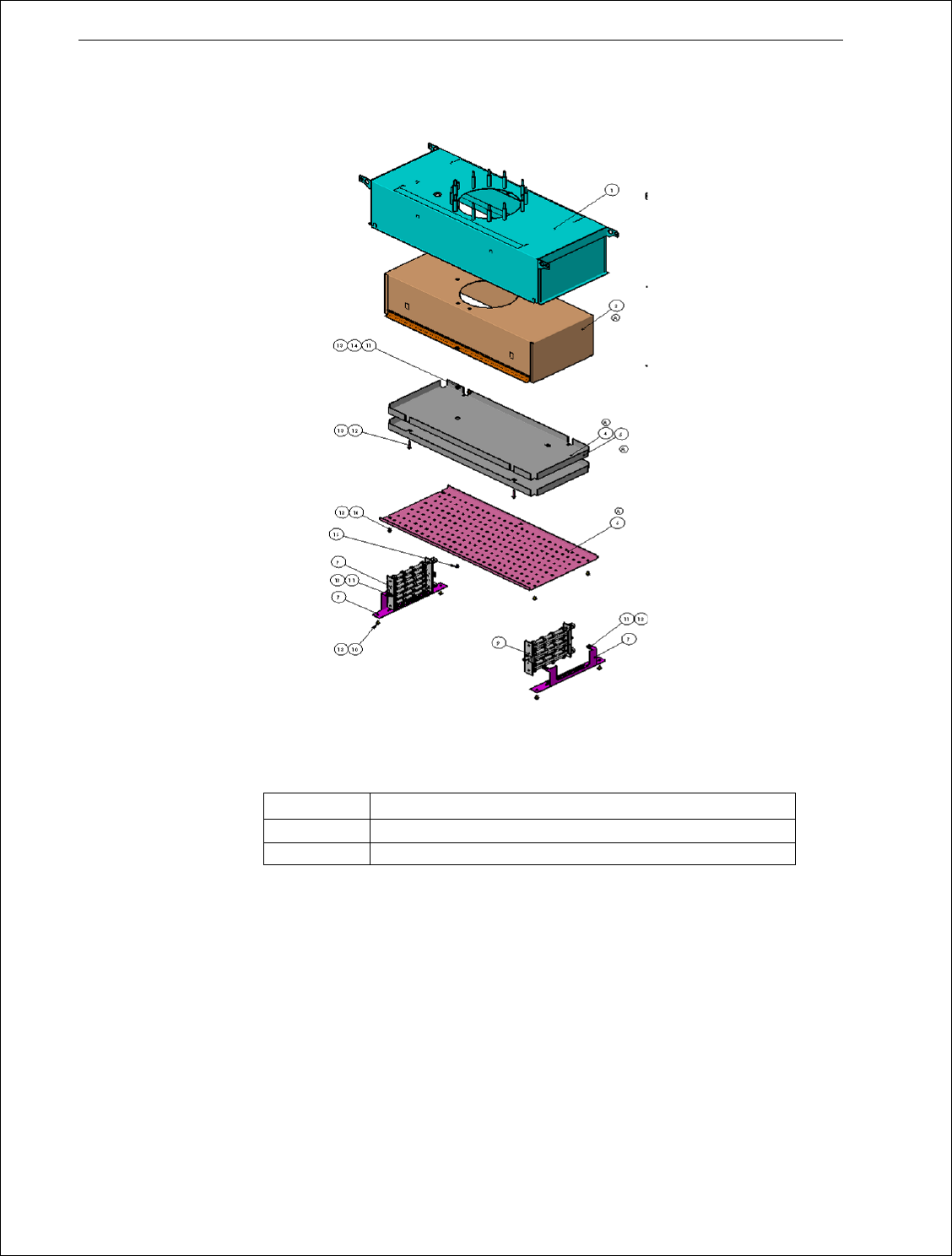
图 1
注意:Anti-seize 的 Loctite 零件号是 76764
图 1 表示的 MK3.5 加热模组的所有的零件号。
件号 8 表格
D-588919 4800W 加热丝,(高压,380V,400V,415V)
D-588917-01 6000W 加热丝,(低压, 200V-240V)
D-588917-02 6000W 加热丝,(高压,440V-480V)
132
B.BW 加热模组回流炉
1. 参考“介绍”,“安全防范”中第 II.11 节“锁定/标定程序”
2. 拆除固定加热丝的两个 M5X0.8X10mm 六角头螺钉。
3. 拆除加热丝模组.每个加热丝模组都是一端用 M5 不锈钢止退螺钉,另一端
插入固定支架里面固定的。
D-690059
2400W 加热丝模组(高电压,380V,400V,415V)
D-690058
3000W 加热丝模组 (低电压, 200V-240V)
D-690058
3000W 加热丝模组 (高电压, 440V-480V)
4. 断开加热丝接线,注意做好标记以便区分
5. 检查加热丝线以及连接头状态。如果加热丝线有磨损或者连接头出现问题,
则需要剪掉这段加热丝线并更换新的连接头。可用高温纤维套管保护加热丝
线。
6. 按照以上相反的重新步骤安装加热丝模块
II.更换底部加热丝
A. BFM 加热模组回流炉
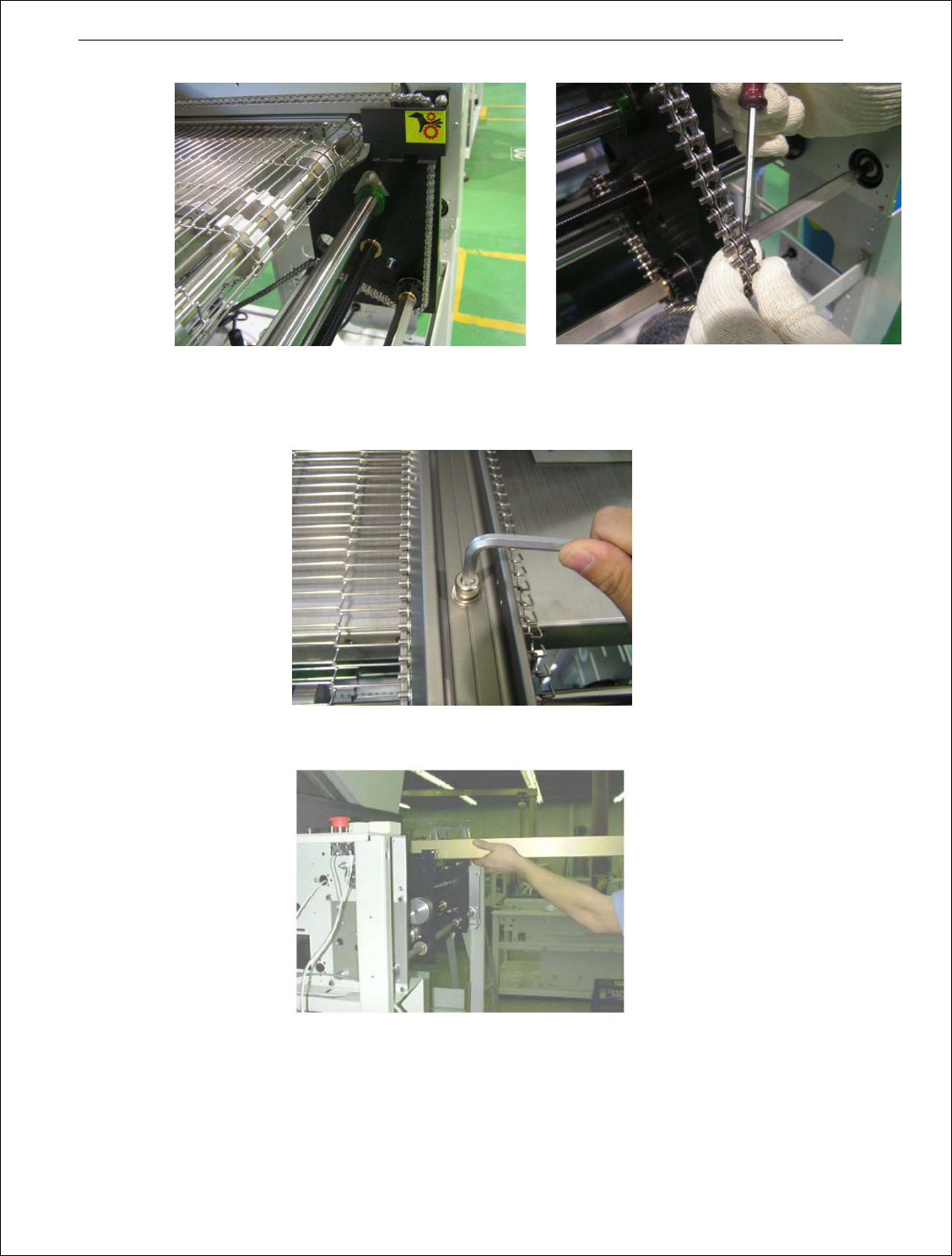
1、 在回流炉冷却状态下,运行 (WAKEUP)工作,直至在回流炉出口端的链轮齿上看见链
条的接头。
2、 按下紧急停止开关,停止输送带。
3、 参考“介绍”-“安全防范”中第 II.11 节“锁定/标定程序”。
133
4、 用小号的一字头螺丝刀用力撬动主链节的接头,将其拆下。
5、 从传动链轮上拆下链条。
6、 将链条沿着轨道全部拉出来。对其他轨道重复以上步骤。
7、 从长的轨道上拆下内六角螺钉。注意(轨道下面的)垫片
8、 朝身体方向用力拉出轨道。轨道将从与 CLS 短轨道连接的钢块上滑出。
9、 用尖嘴钳将系带夹从网带上拆下。