591968 Heller Chinese Manual Rev-C - 第159页
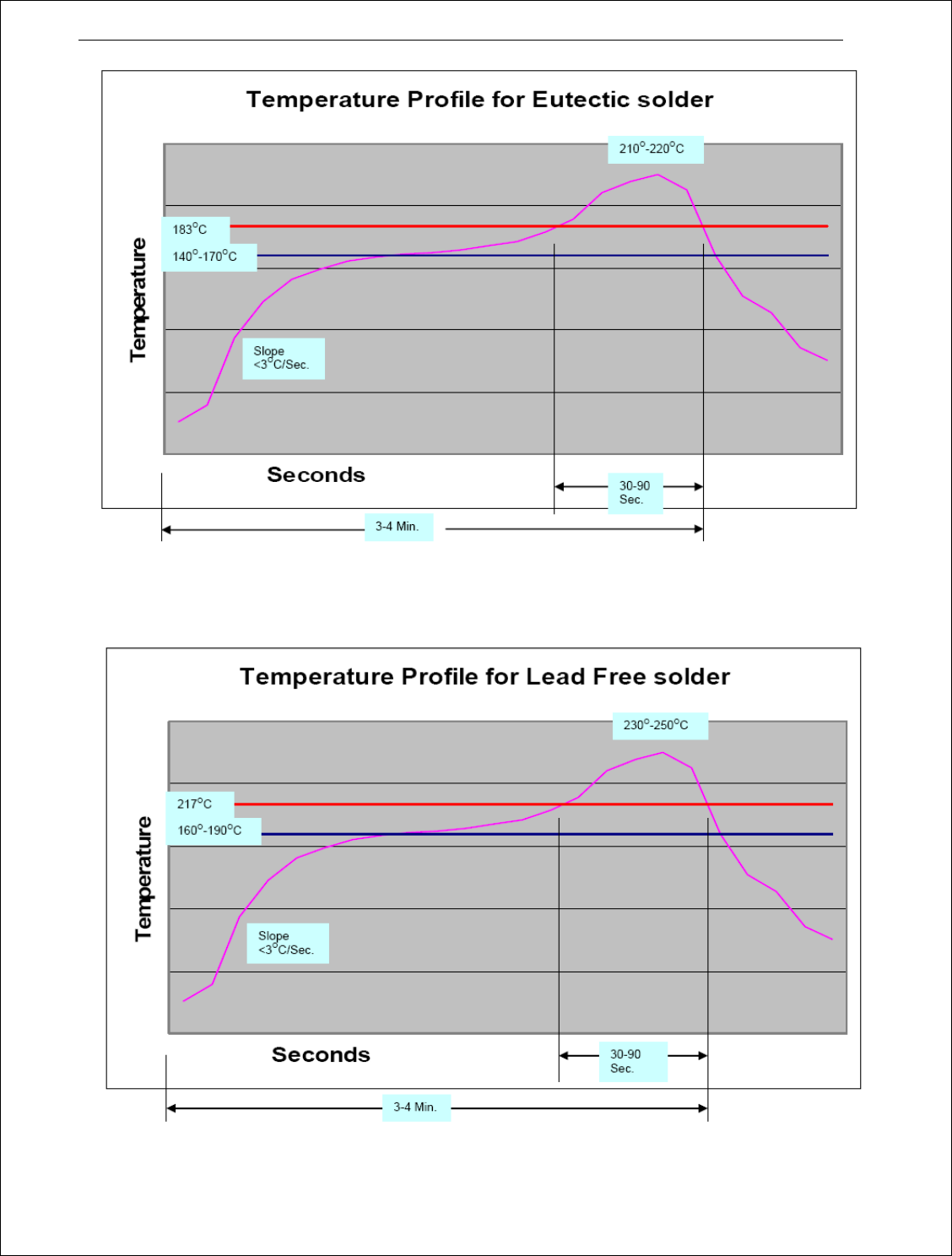
154 典型情况下,顶部和底 部加热区设置 为相同温度。 通过实验确定 每种类型电路 板组件的最佳 设置。 电路板应在预热和暂停 区加热至接近 助焊剂的活化 温度。温升速 度应介于 1 - 2 ℃ 每秒之间。如果 出 现焊料球,检查沉积焊 膏的质量和数 量,以及加热 速度。过量或 老化的焊膏以 及过高的温升 速度都会促 使焊料结球。 回流时间范围应在 30 秒至 90 秒之间。 对所有监测工艺, 采用具有高温绝缘 能力的优质的 标准 K…
153
共晶焊的温度曲线
温度
斜率<3℃每秒
秒
3-4 分钟 30-90 秒
无铅焊的温度曲线
温度
斜率<3℃每秒
秒
3-4 分钟 30-90 秒
154
典型情况下,顶部和底部加热区设置为相同温度。通过实验确定每种类型电路板组件的最佳设置。
电路板应在预热和暂停区加热至接近助焊剂的活化温度。温升速度应介于 1-2℃每秒之间。如果出
现焊料球,检查沉积焊膏的质量和数量,以及加热速度。过量或老化的焊膏以及过高的温升速度都会促
使焊料结球。
回流时间范围应在 30 秒至 90 秒之间。
对所有监测工艺,采用具有高温绝缘能力的优质的标准 K 型热电偶电线。我们推荐采用:GG-K-
36 电线
销售厂家: OMEGA ENGINEERING,INC.
P.O. BOX 4047
STAMFORD,CT 06907-0047
(203)359-1660
具有合适焊接接头和接线端子的 K 型热电偶可从 Heller Industries 公司购买。定购这些装配件时请注
明使用的回流炉型号,以确保为您提供合适长度的热电偶。
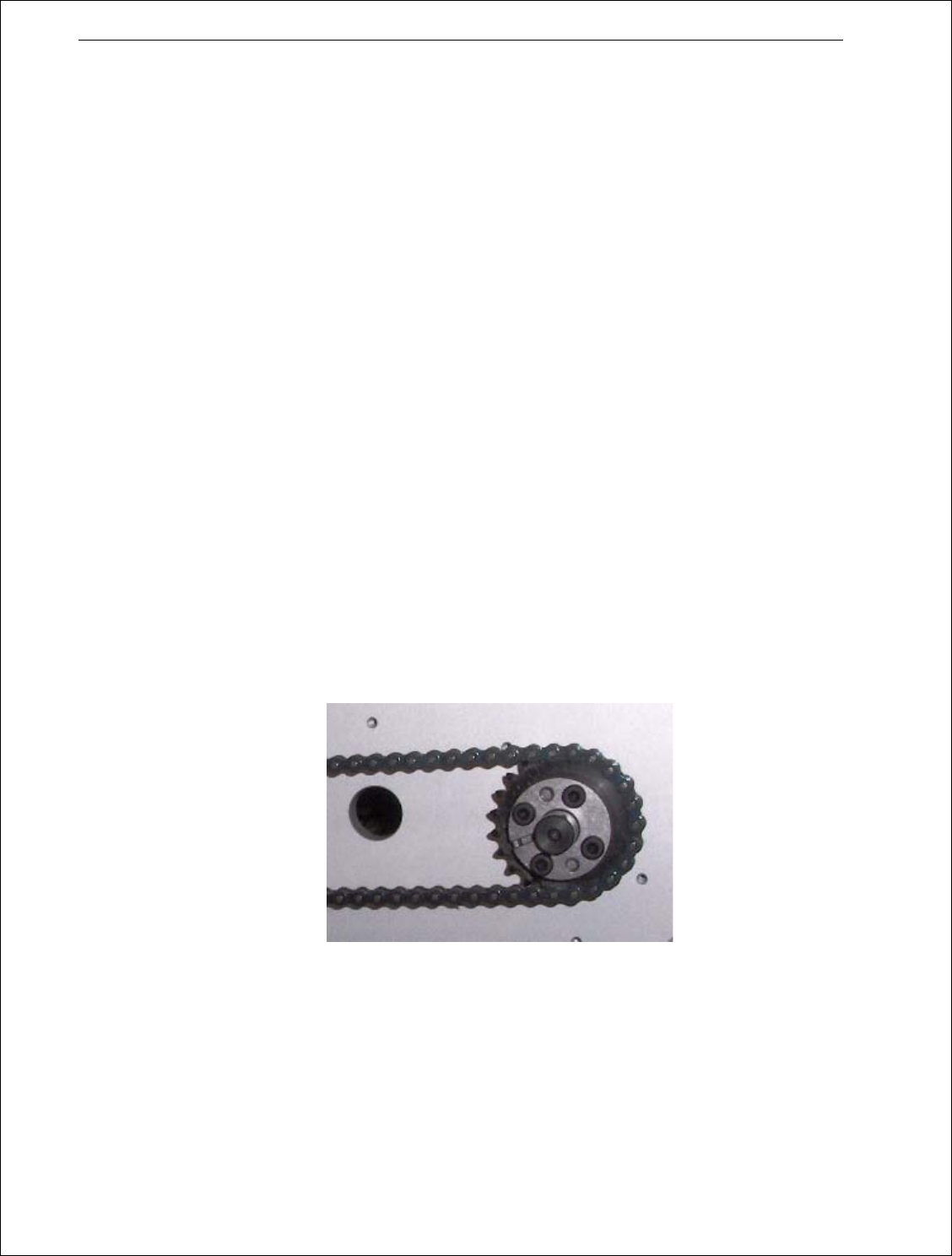
XIV.链条链节
目视可调节输送轨道(EHC)调 宽 的 1/4 链条的松紧。当链条太松弛可以移除一些链节
(挤压链轮上方和下方的链条,如果链条相互接触,可以认为链条松弛)稍微的松弛不影响
可调节输送轨道(EHC)运行
移除 1/4 链条链节。
• 转动可调节输送轨道(EHC)调宽链条,使链条接头靠近张紧轮。用合适的内六角
扳手松下张紧轮上得四个螺栓并取下张紧轮。在此过程中不要转动任何丝杠。
• 在链轮上取下链条并取下多余的链节。注意:链条太紧会拉坏轴承或干扰 EHC。
• 在 EHC 丝杠外端重新安装好张紧轮并拧紧四个螺栓。在此过程中不要转动任何丝
杠。
• 来回调宽几次 EHC 宽度后检查一下导轨的平行度。确保导轨在中间以及出口端相
对于入口段的平行度在 1 毫米或 0.040 英寸之间。
• 检查 EHC 直调宽马达的电流,在导轨左右调宽中直流电流不超过 1.0A。如果链条
非常紧,马达的电流就会变大。
155
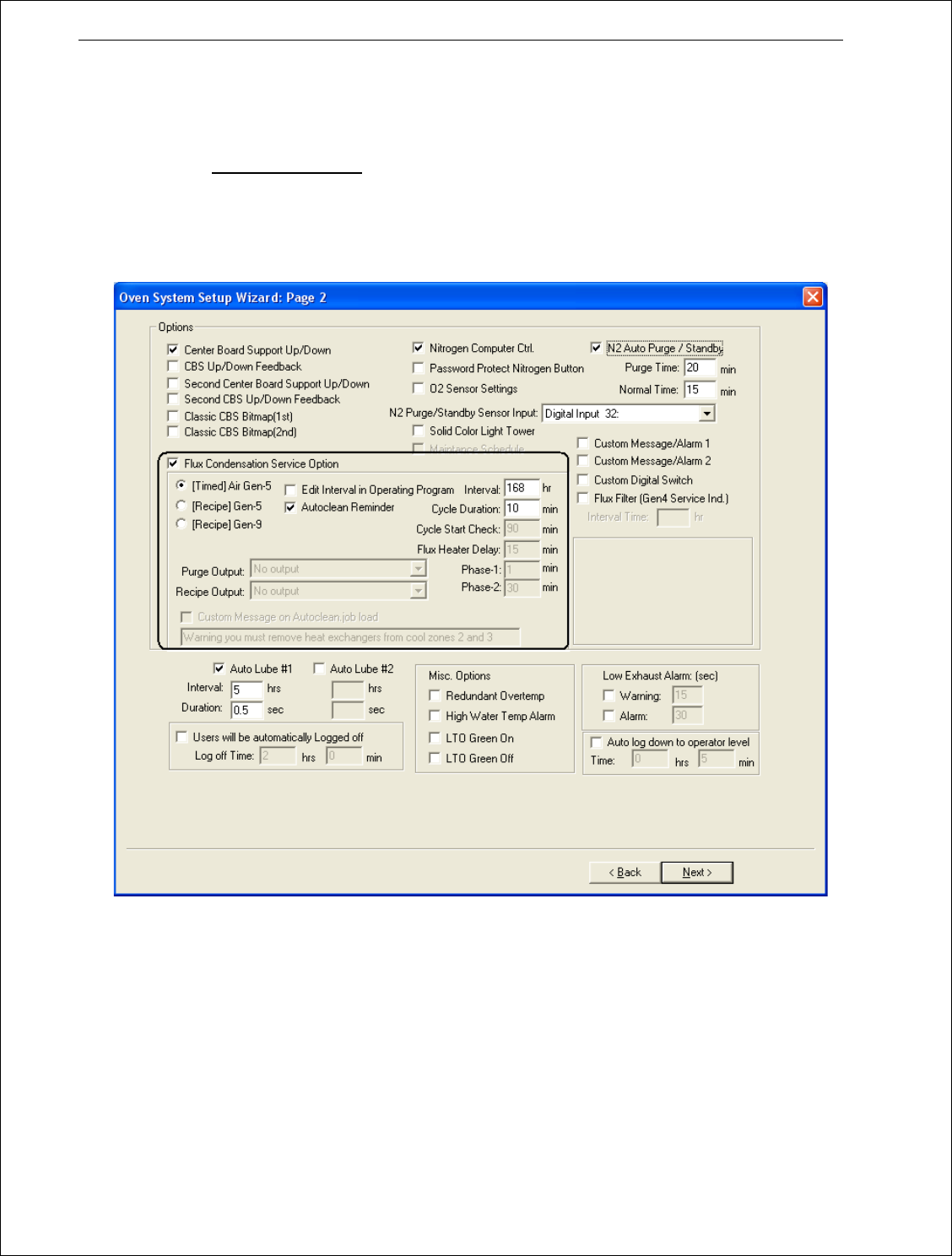
XV.助焊剂收集操作与维护 Gen-V 系统:
A. 空气助焊剂系统的操作,Gen-V(定时选项)
在软件中使用“定时”(TIMED)功能,设置自清洁功能。这将使自清洁功能每隔 168 小时激活 10
分钟。仅在空气回流炉中使用该功能。
注意:168 小时代表每星期 7 天、每天 24 小时的生产时间。实际间隔和持续时间取决于处理的电路
板数量、电路板上的焊膏量,以及焊膏中使用的助焊剂的数量和类型。调节时间间隔和持续时间,以适
应您的具体要求。
1、
从程序菜单“回流炉工作站”选择“回流炉系统设置向导”。
2、 进入“回流炉系统设置向导”
第
2
页
。
3、 确认点选“助焊剂冷凝保养选项”复选框。
4、 在“间隔”(interval)框中输入 168 小时。
5、 在“持续时间”(duration)框中输入 10 分钟。
6、 该功能将以预先选择的时间间隔和持续时间自动启动和关闭。
7、 确认运行助焊剂维护程序时,回流区和冷却区的温度分别为 260℃和 140℃。使用该功能,以上各
区的温度必须至少为 260℃和 140℃。如果以上各区的处理工作低于 260℃和 140℃,则不得使用
定时方式,参见
“维护程序”
C
部分
,对于更高的温度采用手动程序,而且在计划停工过程中使
用。