591968 Heller Chinese Manual Rev-C - 第72页
67 循环冷却 循环冷却是所有氮气式回流焊炉 标准的内部冷 却方式。冷却 区和加热区一 样都是有助焊 剂的收集和 热风循环选项,通常用 于氮气式回流 焊炉。冷却区 是可以加热和 温度监控的。 强冷风式冷却 强冷风式冷却是氮气式回流焊炉 内部冷却方式 的选项,具有 更高工艺要求 。从一区域抽 取的高温空 气用专用的热交换器冷 却后再吹回同 一区域,吹回 的空气温度会 非常低,可防 止从加热区直 接到冷却区 的高温空气中混合的助 焊剂冷却并…
66
B. 操作
关于氮气流量控制有几个选项。本章节介绍 HELLER 机器开环氮气系统基本的起动顺序。
通过流量计底部的黑色旋钮调节任一流量计至满流量。设备前面的各个流量计显示流量读数。流量
可以通过流量计内球体中心的位置进行读取。
在预热过程中,允许回流炉以该满速冲氮气 20 分钟。在这期间回流炉气氮中的氧气浓度通常要降到
100PPM 以下。在这以后,可以通过降低流量达到所要求的 PPM 水平,6”板宽约 1100SCFH,更宽的板
要求更大的流量。
在回流区安装有取样管使得可以监控氧气 PPM 水平。用氧气分析仪可以监控实际水平。在标有
“SAMPLE”(取样)字样的端口连接取样管(注意:连接至该端口的分析仪必须配有气泵,从回流炉中
抽取样气)。
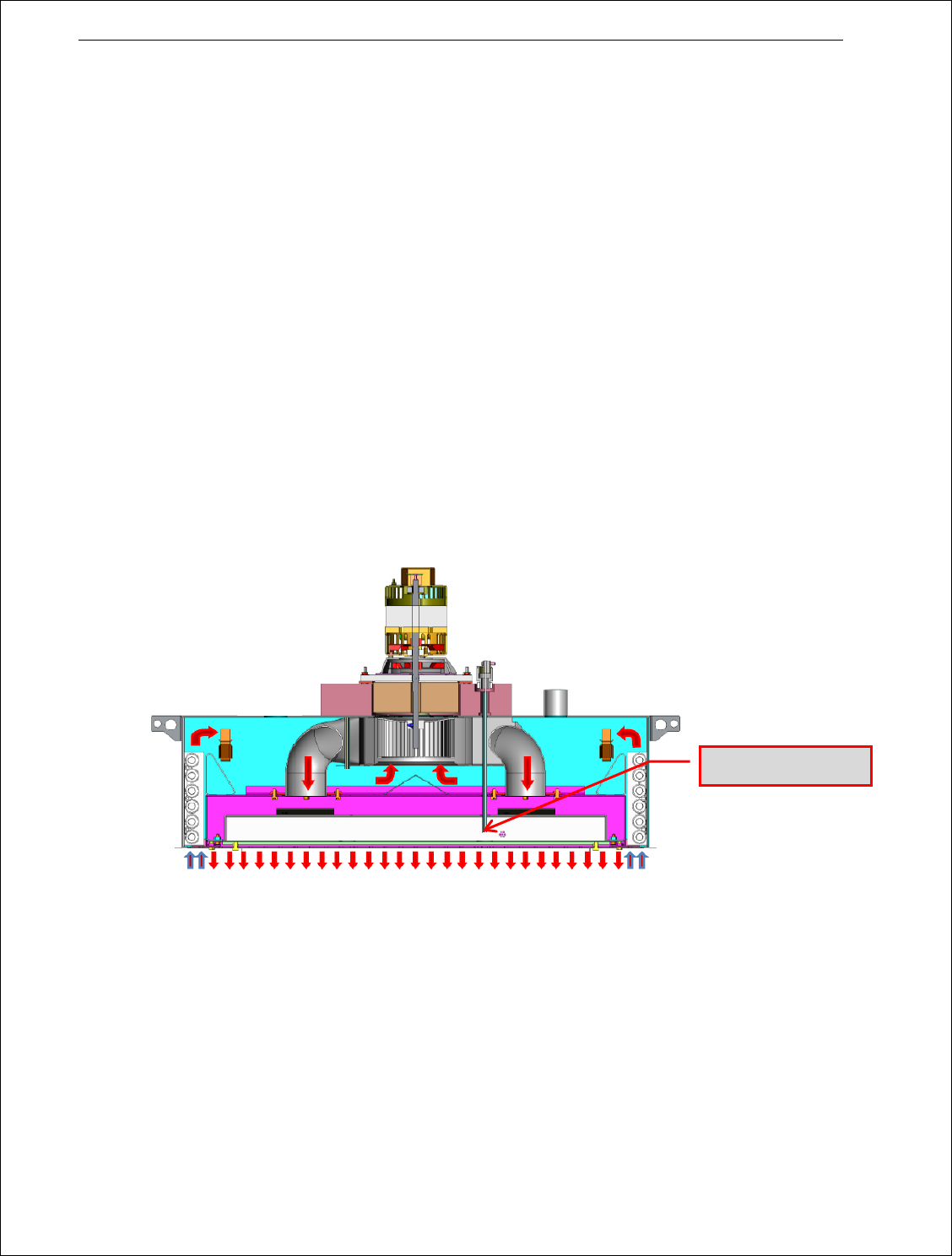
C. 加热模块
加热模块是由加热丝组合、吹风马达组合、热电偶组合和可选择的热保护开关组成。见下图典型的
加热模块的内部空气循环结构。
吹风马达从模块两侧安装有加热丝的通道抽取冷风。冷风通过加热丝被加热后,被打入回流通道,
经过模块护栅扩散出去。加热丝的周期性开关是由热电偶输入温度数值,通过 HC2 控制板的 TPO 输出
控制信号控制。可选择热保护开关监控加热区过温度 (371
0
C + 10
0
C)。
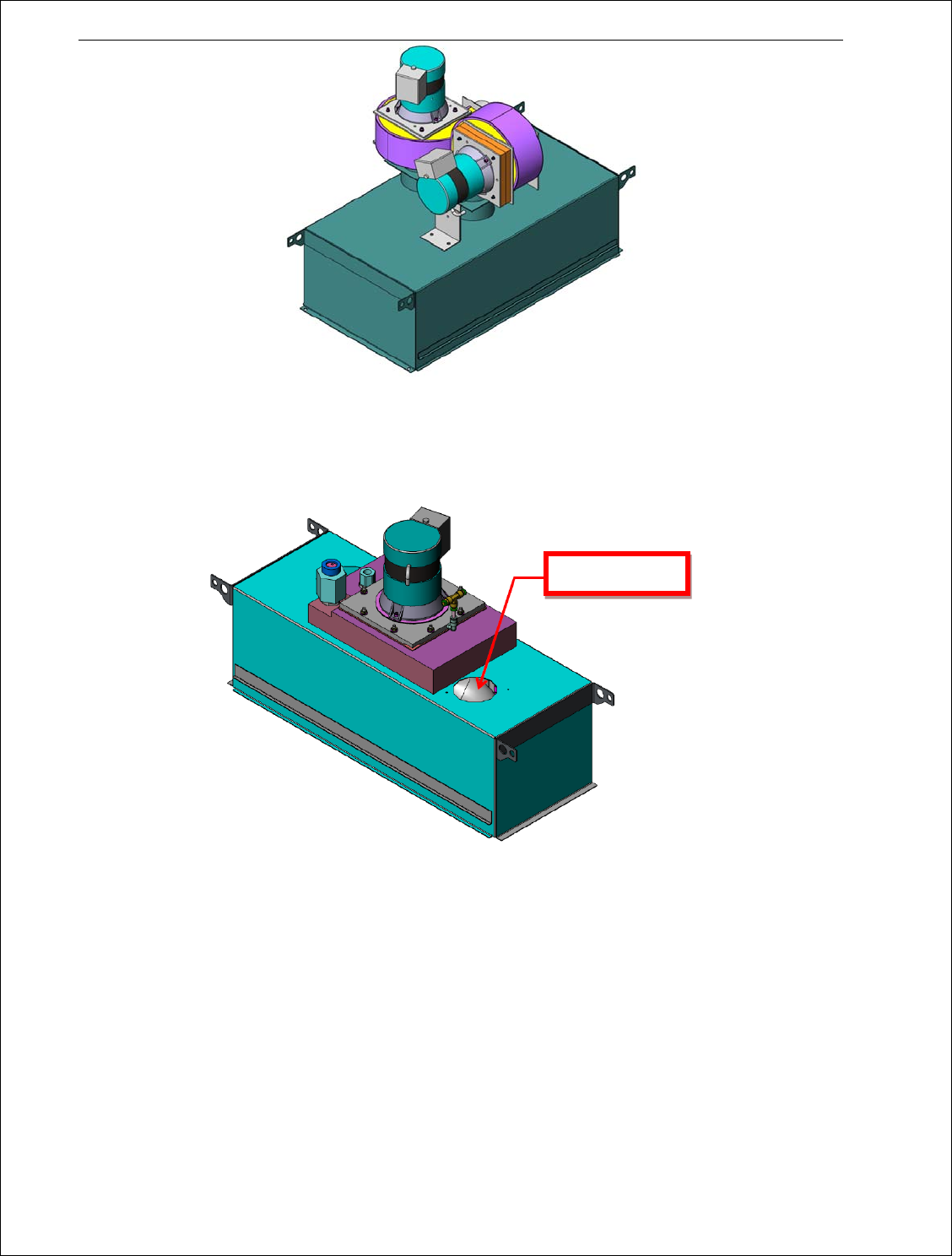
D. 冷却选项
空气冷却
空气冷却是所有空气回流焊炉中标准的内部冷却方式,并作为空气回流焊和氮气式回流焊外部冷却
选项。这种冷却模块是利用周围温度大大低于炉膛内部温度的优势,使用两个吹风马达交换周围空气和
模块内的空气,将模块内的空气通过抽风马达排尽并用专用吹风马达将新鲜空气直接吹入冷却区。仅在
空气环境下,不监控冷却区的温度。
温控热电偶模块
67
循环冷却
循环冷却是所有氮气式回流焊炉标准的内部冷却方式。冷却区和加热区一样都是有助焊剂的收集和
热风循环选项,通常用于氮气式回流焊炉。冷却区是可以加热和温度监控的。
强冷风式冷却
强冷风式冷却是氮气式回流焊炉内部冷却方式的选项,具有更高工艺要求。从一区域抽取的高温空
气用专用的热交换器冷却后再吹回同一区域,吹回的空气温度会非常低,可防止从加热区直接到冷却区
的高温空气中混合的助焊剂冷却并凝集在模块栅格上。 在控制冷却水的温度下,不监控冷却区的温度。
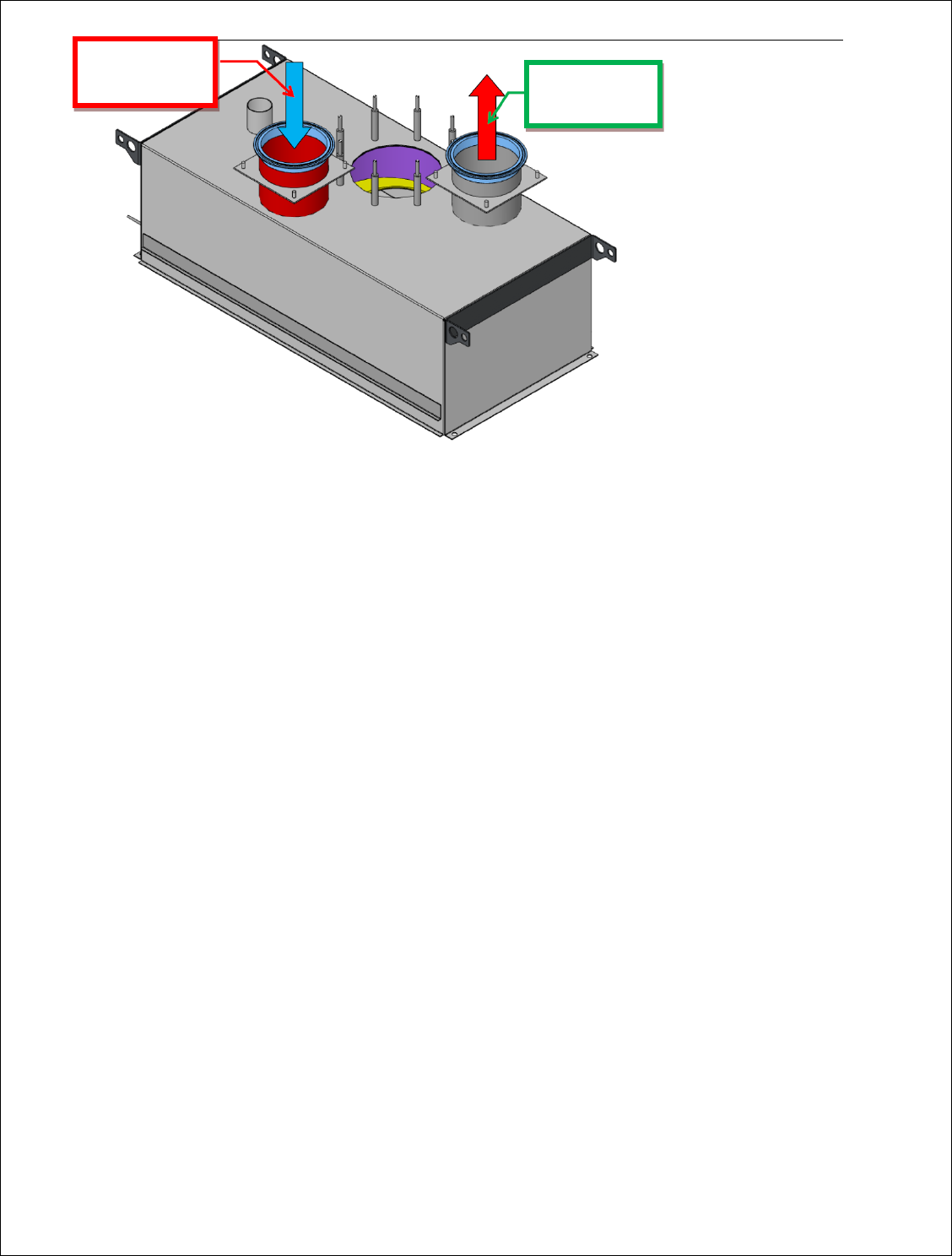
冷却空气回路
68
E. 氧气分析仪选项
作为可选件,以上提到的气体采样管可以插入装在回流炉底架内的氧气监控系统中,使得用户可以
持续监控炉内的氧气 PPM 水平。该分析仪在请求注意超标状况时,会激活可选的蜂鸣报警或可视报警。
该可选分析仪的使用手册已包含在本回流炉手册中。请按照说明正确使用、校准和维护该分析仪,
以符合质量保证程序的要求。
F. 自动充氮/待机选项
该选项允许回流炉在预热过程中以 2000SCFH(56 m
3
/小时)的流量自动充氮 10-20 分钟。此后,
流量自动下降至正常工作水平。
对于配有 HC2 控制板的回流炉,其充氮时间间隔已在出厂时预设。要调节充氮时间间隔,参见“系
统软件操作指南”一章中的“系统设置”部分。
回流炉还配有传感器,当炉内没有产品时允许以“氮气待机模式”运转。在该模式下,氮气流量降
低,允许炉内氧气 PPM 水平升高。当电路板进入回流炉时,传感器激活电路,使回流炉恢复充氮氮气
流量和氧气 PPM 水平。要达到正常 PPM 水平需要一定的时间。
对于配有 HC2 控制板的回流炉:回流炉进入待机的时间间隔已在出厂时预设。参见“系统软件操作
指南”一章中的“系统设置”部分。
对于配有闭环氧气分析仪的回流炉,氧气分析仪可通过 DDE(动态数据交换)应用程序与回流炉操
作程序之间进行连接而实现自动充氮/待机的功能。通过该选项设置,回流炉操作程序将正确的 PPM 水
平传递至氧气分析仪。
冷却空气进入
冷却模块
高温空气抽
离冷却模块