00191370-02.pdf - 第199页
Manuel d’utilisation HS-50 6 Fonctions du système Vision Version du logiciel SR.501.xx Edition 12/99 FR 6.3 Système Vision des composants 199 t I I t 6 Fig. 6.3 - 1 Com posant régulier Légende de fig. 6.3 - 1 (1) Axe sym…
6 Fonctions du système Vision Manuel d’utilisation HS-50
6.3 Système Vision des composants Version du logiciel SR.501.xx Edition 12/99 FR
198
t IIt
Gamme des composants TSOP, LCC, PLCC, QFP, séries SO à SO28
reconnaissables: en principe tous les composants dotés de pattes en J et
des pattes Gullwing,
µ
BGA 6
pas mini des pattes: 0,3 mm 6
diamètre mini des billes
des
µBGA
: 250 µm 6
6.3.1.3 Description fonctionnelle
Une buse de la tête revolver 12 buses prélève un composant sur la station 1 du barillet. Le barillet
s’indexe, et d’autres composants sont prélevés. L’unité optique du système Vision des compo-
sants est montée sur la station 7 du barillet . Arrivé à cette station, le composant est éclairé uni-
formément à la lumière rouge par trois rangées de DEL échelonnées. L’optique reproduit sur la
puce CCD de la caméra des composants ayant une épaisseur ne dépassant pas 5 mm. 6
La reproduction numérique du composant, réalisée par la caméra à composants, est transmise à
l’unité d’analyse Vision. L’unité d’analyse compare, à l’aide de méthodes de traitement numérique
des images (procédés HALE) la reproduction du composant au modèle synthétique généré aupa-
ravant depuis l’Editeur de formes de boîtiers. Les paramètres ainsi saisis offrent des informations
sur les écarts de position, les écarts de l’angle de rotation, l’état des pattes et sur la réidentification
du composant. Le procédé HALE est s’avéré extrêmement résistant contre les influences pertur-
batrices, telles de réflexions parasites, réflexion différente des pattes, lumières diffusées, etc. Ce
procédé est plus précis et plus rapide que le procédé Matching. Après la mesure, la buse tourne
le composant placé sur la station 1 du barillet dans le sens de report correct. Le composant, placé
sur la station 1 du barillet, est alors dûment positionné sur le PCB et reporté. 6
6.3.2 Critères de saisie des composants
Forme des composants 6
Le dispositif de centrage optique permet de centrer aussi bien des composants réguliers que des
composants irréguliers. Le nombre maxi admissible des pattes en sens horizontal et vertical est 99.6
Critères des composants réguliers 6
Définition 6
Un composant est considéré comme étant régulier, lorsqu’il remplit les quatre conditions suivantes:6
– boîtier rectangulaire (cas spécial: boîtier carré)
– ne recèle qu’un un modèle de pattes (lead-type)
– ne recèle qu’un groupe de pattes sur chaque côté
– les groupes de pattes opposés sont symétriques par rapport aux deux axes principaux
(axe X et Y).
Manuel d’utilisation HS-50 6 Fonctions du système Vision
Version du logiciel SR.501.xx Edition 12/99 FR 6.3 Système Vision des composants
199
t IIt
6
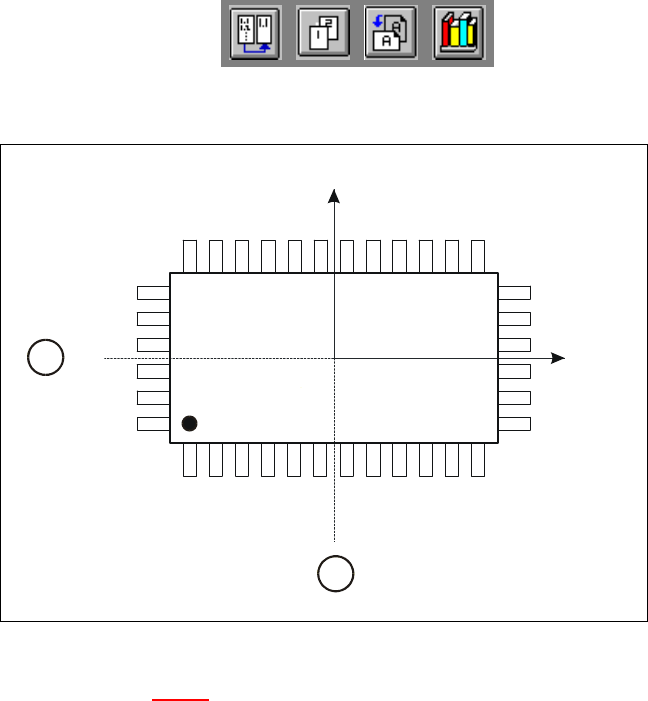
Fig. 6.3 - 1 Composant régulier
Légende de fig. 6.3 - 1
(1) Axe symétrique
Critères des composants irréguliers 6
Définition 6
Un composant est considéré comme étant irrégulier, lorsqu’il ne remplit pas les conditions impo-
sées aux composants réguliers. 6
Conditions supplémentaires à remplir pour leur centrage à l’aide du système Vision des compo-
sants: 6
– 3 modèles de pattes différents sont autorisés dans une rangée.
– 15 groupes sont autorisés dans une rangée.
Y
X
Pin 1
1
1
6 Fonctions du système Vision Manuel d’utilisation HS-50
6.3 Système Vision des composants Version du logiciel SR.501.xx Edition 12/99 FR
200
t IIt
6
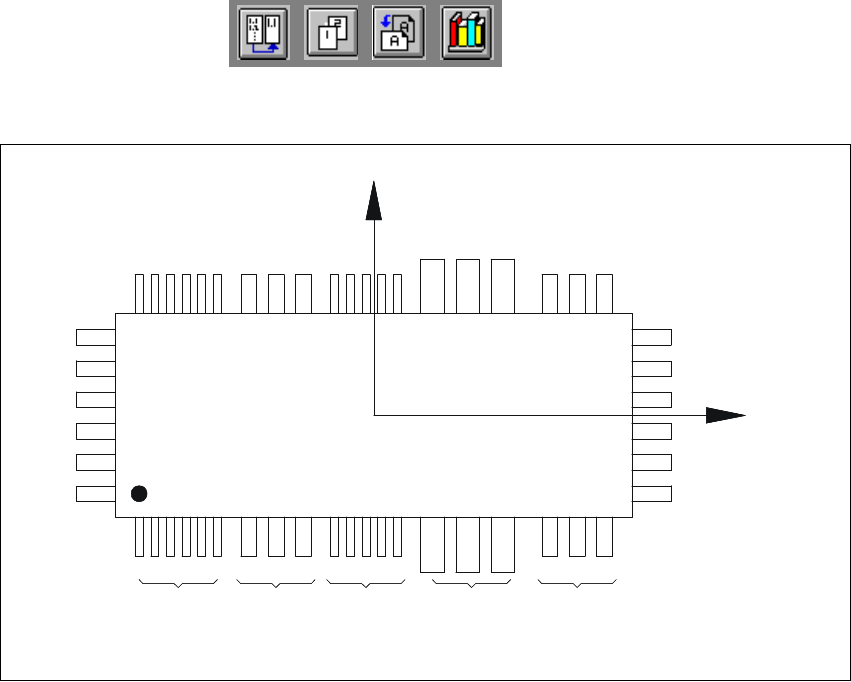
Fig. 6.3 - 2 Exemple de composants irréguliers
Ecart de pas 6
Il est possible d’entrer séparément, depuis l’Editeur de formes de boîtier, l’écart de pas (distance
entre centre d’une patte et centre de la patte voisine) de chaque composant. Le composant n’est
pas centré et donc pas reporté, lorsque la valeur afférente à l’écart du pas est dépassée. 6
Valeur limite de la mesure de qualité 6
Veiller à ce que les composants ne dépassent pas les valeurs limite de la mesure de qualité; si-
non, ils ne seront pas reportés.
Les valeurs limite sont: 6
– la différence du nombre des pattes du composant actuel et du composant modèle,
– l’écart de pas supérieur à la valeur enregistrée dans le fichier GF,
– une erreur d’orthogonalité plus grande que celle paramétrée dans le fichier GF,
– écart plus grand des dimensions hors-tout,
– décalage du centre plus grand que la tolérance de prise admise lors de la prise du composant.
X
Pin 1
Y
X
Pin 1
Modèle 1
Groupe 1
Modèle 2
Groupe 1
Modèle 1
Groupe 2
Modèle 3
Groupe 1
Modèle 2
Groupe 2