00191370-02.pdf - 第289页
Manuel d’utilisation HS-50 6 Fonctions du système Vision Version du logiciel SR.501.xx Edition 12/99 FR 6.6 Tester c omposant 289 t I I t 6.6.4.14 Renseignements sur les méthodes de mesure Le centr age des c ompos ants t…
6 Fonctions du système Vision Manuel d’utilisation HS-50
6.6 Tester composant Version du logiciel SR.501.xx Edition 12/99 FR
288
t IIt
Menu "mode de mesure" 6
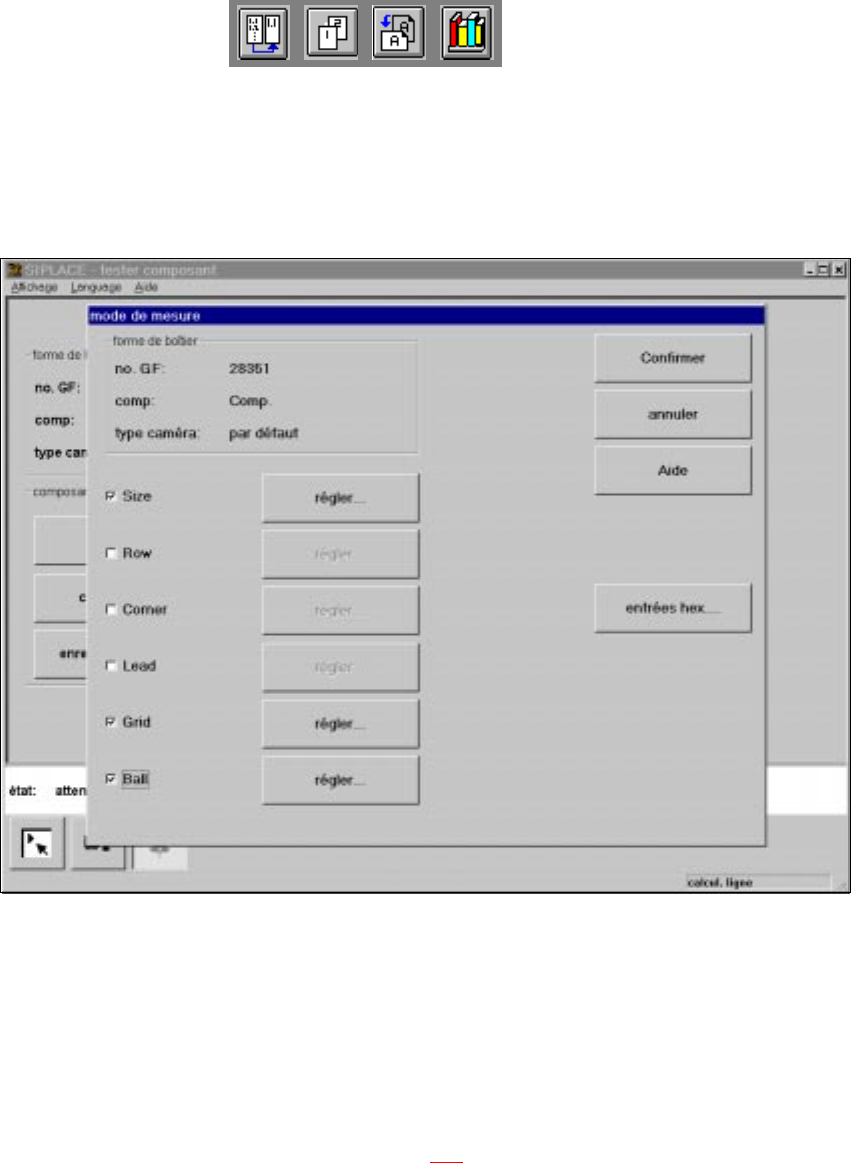
Le menu "mode de mesure" s’ouvre après avoir cliqué sur le bouton de commande "mode de
mesure". 6
6
Fig. 6.6 - 34 Menu "Tester composant", option "mode de mesure"
– Le mode de mesure concerné peut être activé ou désactivé en cochant les cases correspon-
dantes rangées dans la partie gauche de cette interface. Une coche signalise que la méthode
de mesure sélectionnée est activée. La couleur du bouton de commande "régler", permettant
d’appeler le sous-menu, change de grise à noire.
Å Cliquer sur le bouton de commande "entrées hex." pour appeler le menu d’édition "mode de
mesure 2", dans lequel sont entrées directement les valeurs hexadécimales. A cet effet,
consulter les instructions libellées dans page 287
.
Å Cliquer sur le bouton de commande "confirmer" pour quitter le menu "mode de mesure".
Les critères de mesure modifiés sont saisis dans le fichier GF enregistré sur le calculateur de
station.
Å Cliquer sur le bouton de commande "annuler" pour interrompre cette opération, sans l’enregis-
trement des données, et pour basculer de nouveau vers le menu "Tester composant".

Manuel d’utilisation HS-50 6 Fonctions du système Vision
Version du logiciel SR.501.xx Edition 12/99 FR 6.6 Tester composant
289
t IIt
6.6.4.14 Renseignements sur les méthodes de mesure
Le centrage des composants traditionnels dotés de pattes est basé essentiellement sur quatre
méthodes de mesure, appropriées à la détermination de la position (coordonnées X, Y, Φ = angle
de rotation) du composant et à la définition des paramètres afférents aux pattes: 6
– mode Size
– mode Row
– mode Corner
– mode Lead
De nouveaux algorithmes ont été mis en oeuvre pour déterminer la position (coordonnées X, Y,
Φ = angle de rotation) des BGA (Ball Grid Arrays) et des Flip-Chip et pour définir les paramètres
afférents aux "billes" (voir paragraphe 6.6.4.4
, page 263): 6
– mode Grid
– mode Ball
Chaque méthode de mesure peut être supprimée au sein de cette séquence, en fonction des pa-
ramétrages. Il n’est cependant pas possible de modifier l’ordre de cette séquence. 6
Définition des méthodes de mesure 6
– Size
Cette méthode de mesure a été conçue spécialement pour les composants de petite taille. La
position et la rotation des composants de petite taille sont déterminés rapidement et de façon
fiable, grâce aux informations fournies sur les paramètres des dimensions.
Ce procédé est très résistant aux perturbations, telles que marquages colorés.
Size exploite le traçage des profils. Il est possible de tracer les profils, soit le long de la lon-
gueur, soit le long de la largeur des composants. Ce choix est réalisé et paramétré en
cochant la case correspondante rangée dans le champ d’options. Le traçage des profils est
toujours reproduit sur le côté le plus long du composant.
– Row
Cette méthode de mesure est basée sur les informations fournies sur une rangée de pattes.
Elle est très rapide et donne les valeurs approximatives des coordonnées et de l’angle de ro-
tation du composant.
– Corner (inspection des composants)
Les résultats de mesure offrent des informations exactes sur les coordonnées et la rotation du
composant, le nombre des pattes, le pas et la colinéarité.
Cette méthode n’est pas sensible aux variations des dimensions des pattes.
6 Fonctions du système Vision Manuel d’utilisation HS-50
6.6 Tester composant Version du logiciel SR.501.xx Edition 12/99 FR
290
t IIt
– Lead (inspection des pattes)
Cette méthode de mesure offre des informations obtenues par l’examen de chaque patte.
Les combinaisons suivantes des méthodes de mesure sont exploitées:
– Size — corner — lead (voir tableau, paragraphe 6.6.4.15
) ou
– Row — corner — lead (voir tableau, paragraphe 6.6.4.15
)
– Grid (inspection des composants sur les machines 80F
4
et 80F
5
)
Les résultats de mesure fournissent des informations sur les coordonnées et le décentrage ap-
proximatif du composant ainsi que sur la qualité de la mesure.
– Ball (détermination de la position des billes sur les machines 80F
4
et 80F
5
)
Les résultats de mesure fournissent des informations exactes sur la position et le décentrage
du composant. Elles offrent également des informations sur le déport maxi des billes et sur la
qualité de la mesure.
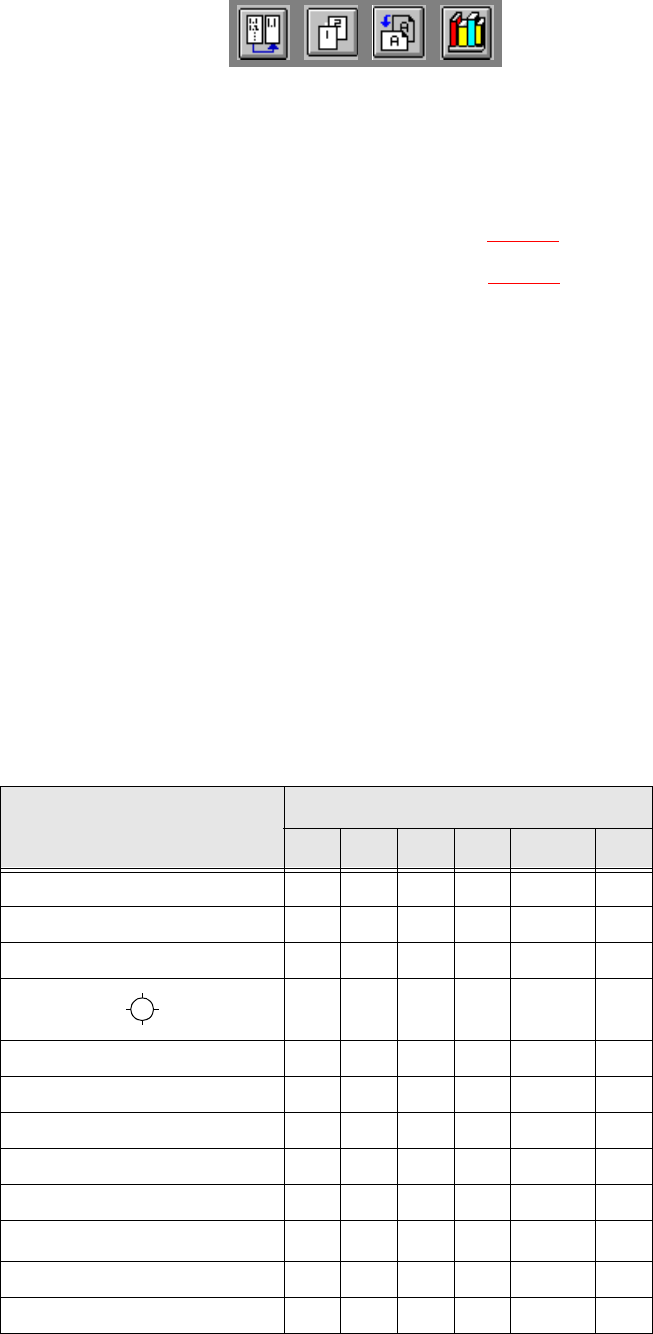
6.6.4.15 Séquence optimale recommandée des méthodes de mesure
Le tableau ci-après offre, à titre informatif, la séquence optimale recommandée des méthodes de
mesure des composants. Les abréviations utilisées correspondent à: 6
B = ball C = corner G = grid
L = lead R = row S = size 6
6
6
*) L pour la mesure de composants irréguliers réalisée à l’aide de fenêtres séparées 6
Composant
Séquence de mesure
S R G C L B
MELF S L
CHIP S L
SOT S C L
SL
SOJC6 S C
SOJC14 R C
LCC R C L
PLCC R C L
QFP R C L
TAB R C L
*)
BGA, Flip-Chip S G B
Bare dies S