00191370-02.pdf - 第340页
7 Que faire quand... Manuel d’utilisation HS-50 7.8 Que faire pour évit er les erreurs de piste Version du logiciel SR.501.xx Edition 12/99 FR 340 t I I t 7.8.4 S yst ème de coordonnées des composants et angle de prise 7…

Manuel d’utilisation HS-50 7 Que faire quand...
Version du logiciel SR.501.xx Edition 12/99 FR 7.8 Que faire pour éviter les erreurs de piste
339
t IIt
7.8.2 ... lors de l’exploitation d’un dérouleur de bande S de 8 mm
Å Ne jamais ouvrir le volet sans avoir au préalable relâché la tension exercée par le dispositif de
décollage du film de protection.
Å Régler la position de prise et le pas de la bande en fonction de la version simplifiée du mode
d’emploi fourni avec chaque dérouleur de bande.
Å Introduire la bande dans le dérouleur en la faisant passer au-dessus du ressort.
7.8.3 ... lors de l’exploitation d’un bac à bandes
Å Monter dûment les entretoises métalliques (voir fig. 7.5 - 2).
Å Monter des tiges débrochables pour les bobines de grande taille.
7 Que faire quand... Manuel d’utilisation HS-50
7.8 Que faire pour éviter les erreurs de piste Version du logiciel SR.501.xx Edition 12/99 FR
340
t IIt
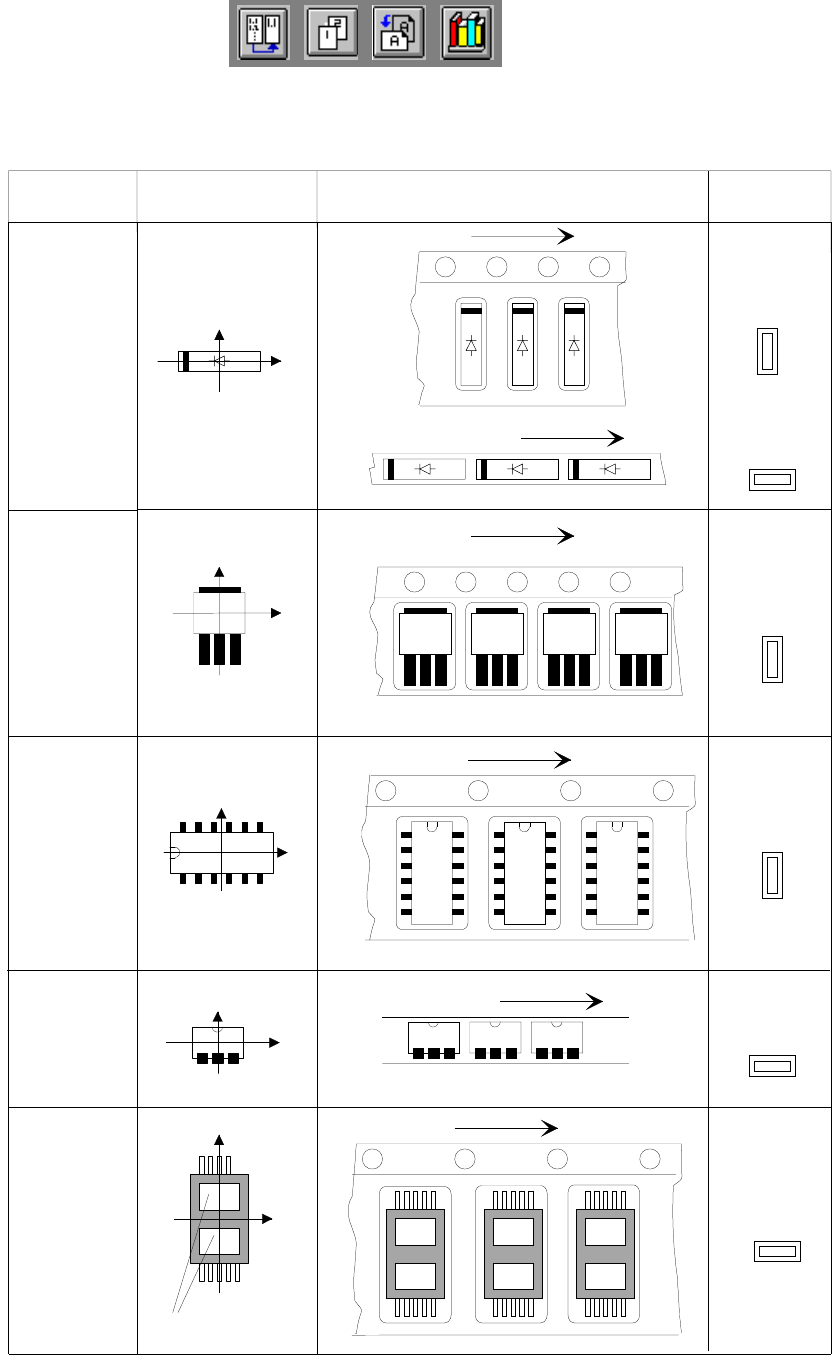
7.8.4 Système de coordonnées des composants et angle de prise
7
Fig. 7.8 - 1 Positionnement du composant et angle de prise
0°
90°
90°
SO-IC
DIL-IC
0°
SOT 194
90°
90°
SOT 23
Y
X
Magasin de barres :
Composant
spécial
Composants
chip
polarisés
0402
2220
Type de
boîtier
Description Position dans le processus d'alimentation
Angle de prise/
angle des pip.
Bande :
Bande :
Magasin de barres :
Bande :
Bande :
Y
X
Y
X
Trous
Y
X
Y
X
L'anode doit
impérativement être
alignée sur l'axe
positif x
Manuel d’utilisation HS-50 7 Que faire quand...
Version du logiciel SR.501.xx Edition 12/99 FR 7.9 Instructions à suivre lors de la recharge de composants
341
t IIt
7.9 Instructions à suivre lors de la recharge de com-
posants
La recharge de composants avec ou sans code barres est décrite dans chap. 4, alinéa 4.1.2. 7
Å Quant aux dérouleurs de bande, veiller à ce qu’une nouvelle bande soit raccordée au bon mo-
ment, afin que les modules de distributions ne soient jamais vides.
Å Cependant, ne pas raccorder les bandes trop tôt. En effet, si l’extrémité de l’ancienne bande
est déroulée sur la nouvelle bobine après le raccordement des bandes, il se pourrait que la
bobine de la nouvelle bande soit trop pleine, si bien que cette bande déborderait de la bobine
et se coincerait. Ceci occasionnerait des erreurs de prise et des temps d’arrêt machine impor-
tants.
Å Utiliser impérativement des tiges embrochables pour les bobines de grande taille, et veiller à
ce que les entretoises métalliques soient dûment mises en place (voir fig. 7.5 - 2
).
7.10 Outillage de l’opérateur
Chaque opérateur devrait avoir à sa disposition l’outillage listé ci-après. Il est recommandé de
ranger cette outillage dans un coffret adéquat, afin d’éviter des blessures corporelles lors de son
prélèvement (par ex. blessures occasionnées par les pincettes). 7
Chaque opérateur de la machine nécessite: 7
– une pincette CMS
– un pinceau à poils courts pour nettoyer la table à magasins
– un jeu de petits tournevis pour vis à fente et tournevis cruciformes
– des pinces et le matériel appropriés au raccordement des bandes
– des ciseaux pour raccorder les bandes (ne pas utiliser des ciseaux à usage universel ou des
pinces coupantes diagonales)
– une gomme à effacer ou un crayon à fibres de verre pour nettoyer les marques
– des crayons à mine hydrofuge pour marquer les pistes
– produits à nettoyer (de l’éthanol, détergent pour plexiglas, bâtonnets de coton, chiffons sans
peluches, cure-pipe)
– un agent anticorrosif WD40 (graisse d’armurier)
– un aspirateur