00195375-05_SM_D1_D1i_D2_D2i_DE.pdf - 第186页
Servicearbeiten Pneumatikeinheit 4.7.1 Manometer der P neumatikeinheit [0 3043756-xx] 186 Serviceanleitung SIPLACE D1/D1i/D2/D2i ► Takten / transportieren Sie das er ste BE in die Abholposition. Prü fen Sie am vorderen M…
Servicearbeiten
4.6.6 Abschließende Arbeiten BE-Wechseltisch
Serviceanleitung SIPLACE D1/D1i/D2/D2i 185
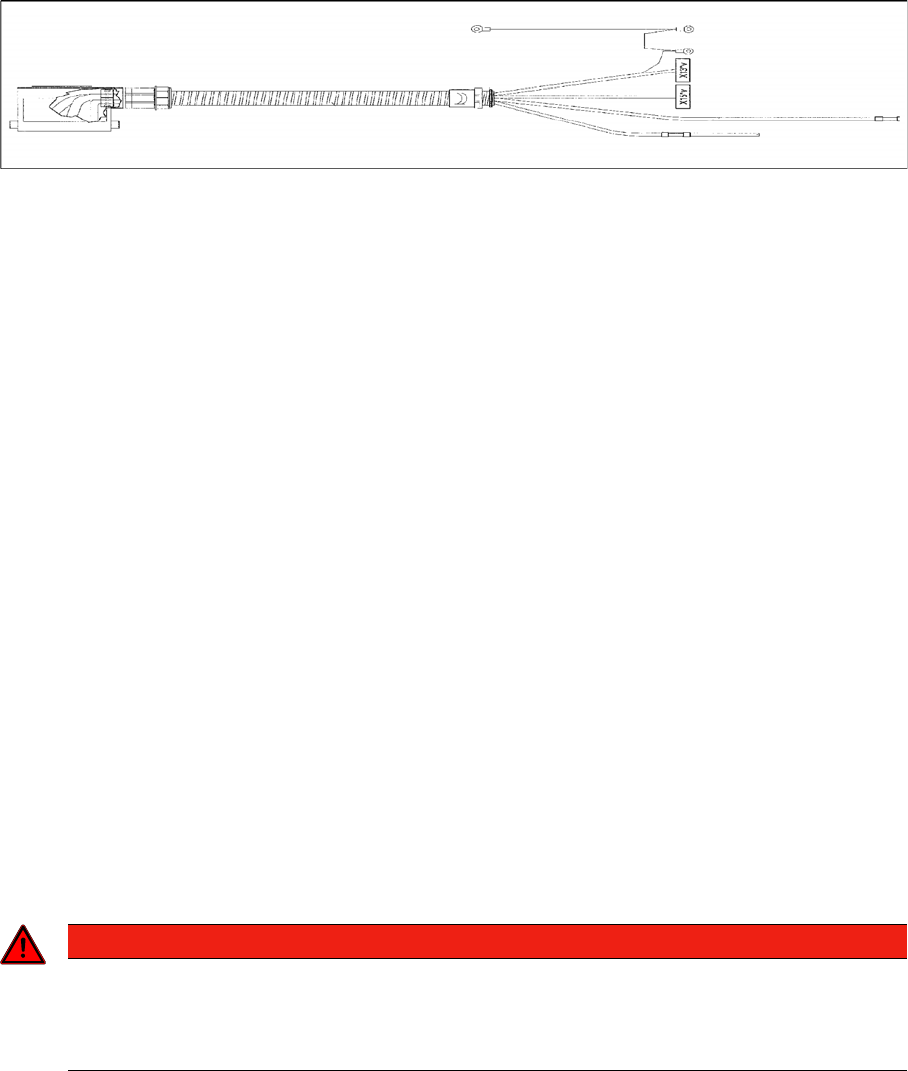
► Öffnen Sie die Zugentlastung und entfernen Sie das gesamte Kabel.
Kabel BE-Tisch (am Beispiel der D4)
► Verwenden Sie das neue Kabel und führen Sie es von oben nach unten in die Zugentlastung ein.
► Stecken Sie die Anschlusskabel an der Kommunikationseinheit an, und stellen Sie die pneumati-
sche Verbindung her.
► Verlegen Sie das Kabel und bringen Sie die Kabelbinder an.
► Wenn Sie keine weiteren Teile ersetzen müssen, führen Sie die entsprechenden „Abschließenden
Arbeiten“, inkl. Überprüfung der Tischfunktion mittels SITEST, durch.
Sehen Sie dazu auch...
4.6.6 Abschließende Arbeiten [ ➙ 185]
4.6.6
4.6.6 Abschließende Arbeiten
Abschließende Arbeiten
► Prüfen Sie die Aufsetzfläche für die Zuführmodule am BE-Tisch:
Falls erforderlich, reinigen Sie diese, wie in der Betriebsanleitung, Kapitel „Wartung und
Instandhaltung“ beschrieben.
► Setzen Sie die Zuführmodule inkl. Rolle in richtiger Zuordnung (entsprechend den Vorgaben der
Rüstoptimierung) auf dem BE-Wechseltisch ein.
Falls ein externer Rüstplatz zur Verfügung steht, führen Sie dort die Rüstung inkl. Einlegen der Gurte
und Kontrolle der Zuordnung „Zuführmodul / Spur“ und „Bauelement / Spur“ durch.
► Schließen Sie alle Zuführmodule an der zugehörigen Buchse der Kommunikationseinheit (BE-Tisch-
Anschlussfeld) an.
► Schalten Sie die Maschine ein. Die Druckluft liegt an. Fahren Sie den BE-Wechseltisch in die Ma-
schine und docken Sie ihn an. Stecken Sie dazu den BE-Tisch an und senken diesen dann auf die
BE-Tisch-Auflage und –Zentrierung ab.
Halten Sie unbedingt diese Reihenfolge ein!
► Vergewissern Sie sich dass der BE-Wechseltisch auch korrekt in die Maschine eingesetzt ist!
► Stellen Sie die elektrische Verbindung her.
► Falls noch nicht erfolgt, legen Sie jetzt die Gurte ein und kontrollieren Sie die Zuordnung von
Zuführmodul und Bauelement (BE-Barcode-Leser).
GEFAHR
Eingreifschutz (Dummy-Module)
Der in die Maschine eingefahrene BE-Wechseltisch muss immer vollständig mit
Zuführmodulen bzw. Dummy-Modulen gerüstet sein (siehe Betriebs- und Serviceanleitung,
Kap. Betriebssicherheit).
Servicearbeiten
Pneumatikeinheit 4.7.1 Manometer der Pneumatikeinheit [03043756-xx]
186 Serviceanleitung SIPLACE D1/D1i/D2/D2i
► Takten / transportieren Sie das erste BE in die Abholposition. Prüfen Sie am vorderen Modulende
per SICHTKONTROLLE, ob alle Gurte einwandfrei in den Leergurtleitkanal gleiten.
► Nach Austausch des Kabels BE-Tisch und / oder der Kommunikationseinheit:
Beachten Sie den GEFAHR-Text zum SITEST-Programm.
Laden Sie das SITEST-Programm und überprüfen Sie die BE-Tisch-Funktionen.
► Verlassen Sie ggf. das SITEST-Programm.
► Starten Sie den Bestückvorgang.
4.7
4.7 Pneumatikeinheit
Pneumatikeinheit
4.7.1
4.7.1 Manometer der Pneumatikeinheit [03043756-xx]
Manometer der Pneumatikeinheit [03043756-xx]
GEFAHR
SITEST
Das SITEST-Programm darf grundsätzlich nur durch Personen gestartet werden, die in der An-
wendung bei der Fa. SIPLACE geschult wurden und dadurch hierfür autorisiert sind!
► Das Schneidgerät muss auch für die Arbeit mit dem SITEST-Programm immer komplett
montiert sein und der BE-Wechseltisch muss eingefahren und richtig angedockt sein.
► Der in die Maschine eingefahrene BE-Wechseltisch muss immer vollständig mit
Zuführmodulen bzw. Dummy-Modulen gerüstet sein (siehe Betriebs- und Serviceanleitung,
Kap. Betriebssicherheit).
VORSICHT
Längere Unterbrechung der Druckluft kann Beschädigungen hervorrufen.
Bei eingeschalteter Maschine dürfen Sie die Druckluftzufuhr mit dem Absperrhahn maximal 30
Minuten unterbrechen. Brauchen Sie für die Servicearbeiten am Pneumatiksystem länger, so
müssen Sie den Automaten am Hauptschalter ausschalten und ihn von der Druckluftversor-
gung trennen.
VORSICHT
Verletzungsgefahr durch Druckluft!
Lösen Sie niemals Druckluftleitungen, die unter Druck stehen. Es besteht Verletzungsgefahr!
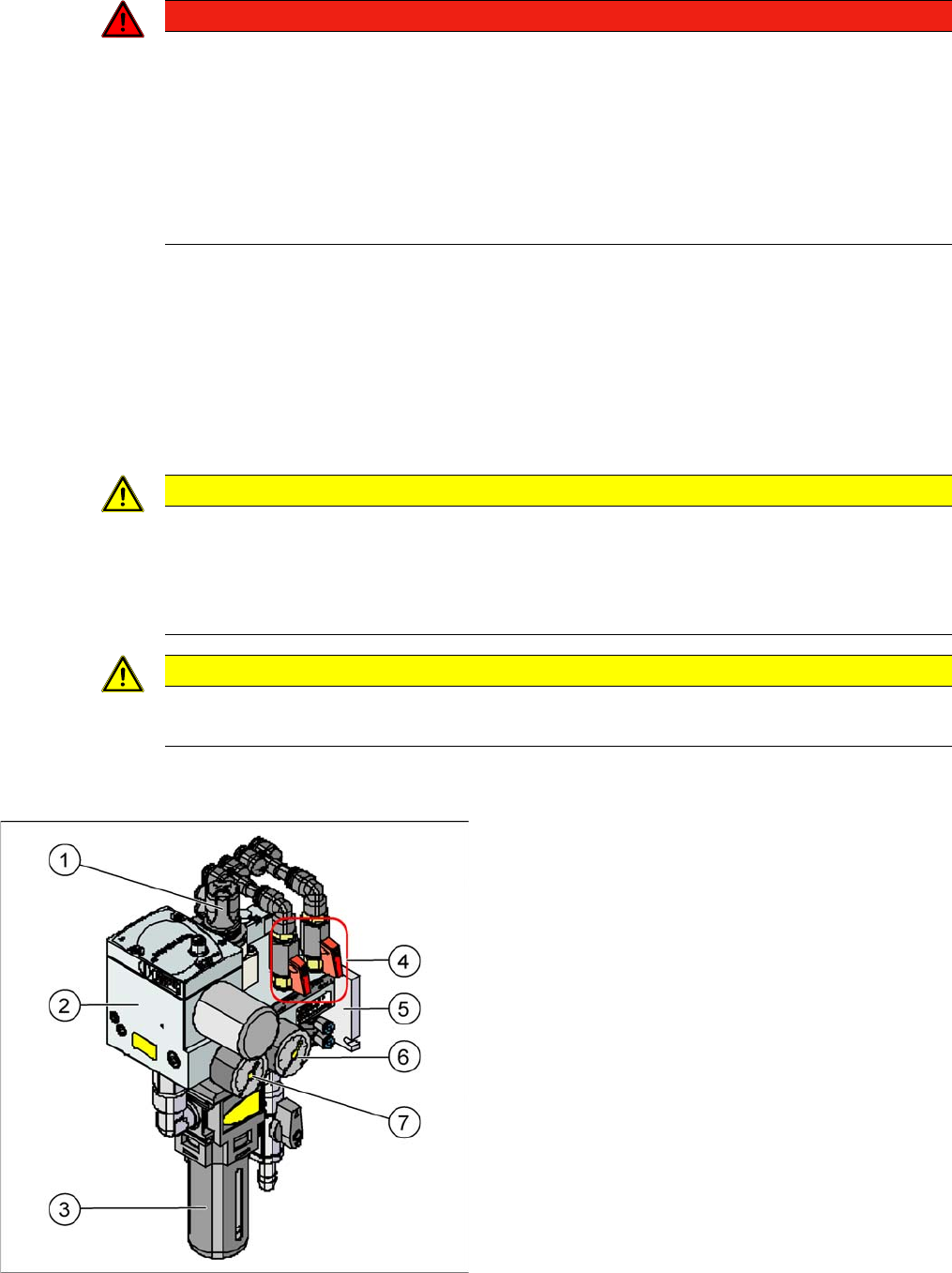
Legende
1. Druckregler zum Einstellen des Drucks für Bulkcase-
Förderer
2. Centronic Flansch
3. Druckluftfilter
4. Druckluftabsperrhähne für Portal(e)
5. Befestigung Pneumatikeinschub
6. Manometer – Bulkcase-Förderer
7. Manometer – geregelter Druck
Servicearbeiten
4.8.1 Schneidgerät tauschen [03041953-xx] Schneidgerät
Serviceanleitung SIPLACE D1/D1i/D2/D2i 187
Versorgungsdruck
4.8
4.8 Schneidgerät
Schneidgerät
4.8.1
4.8.1 Schneidgerät tauschen [03041953-xx]
Schneidgerät tauschen [03041953-xx]
Aus-/Einbau
Manometer /
Pos. Nr.
Solldruck Beschreibung
(6) 2,5 bar (+/- 0,5 bar)
(manuell eingestellt)
Für Bulk Case, Pipettenwechsler C&P6/12)
(7) 5,1 (+/- 0,1 bar)
(elektronisch geregelt)
Für Gurtschneider, Transport, BE-Tisch
Für Portale (Vakuum für C&P-Kopf und TwinHead)
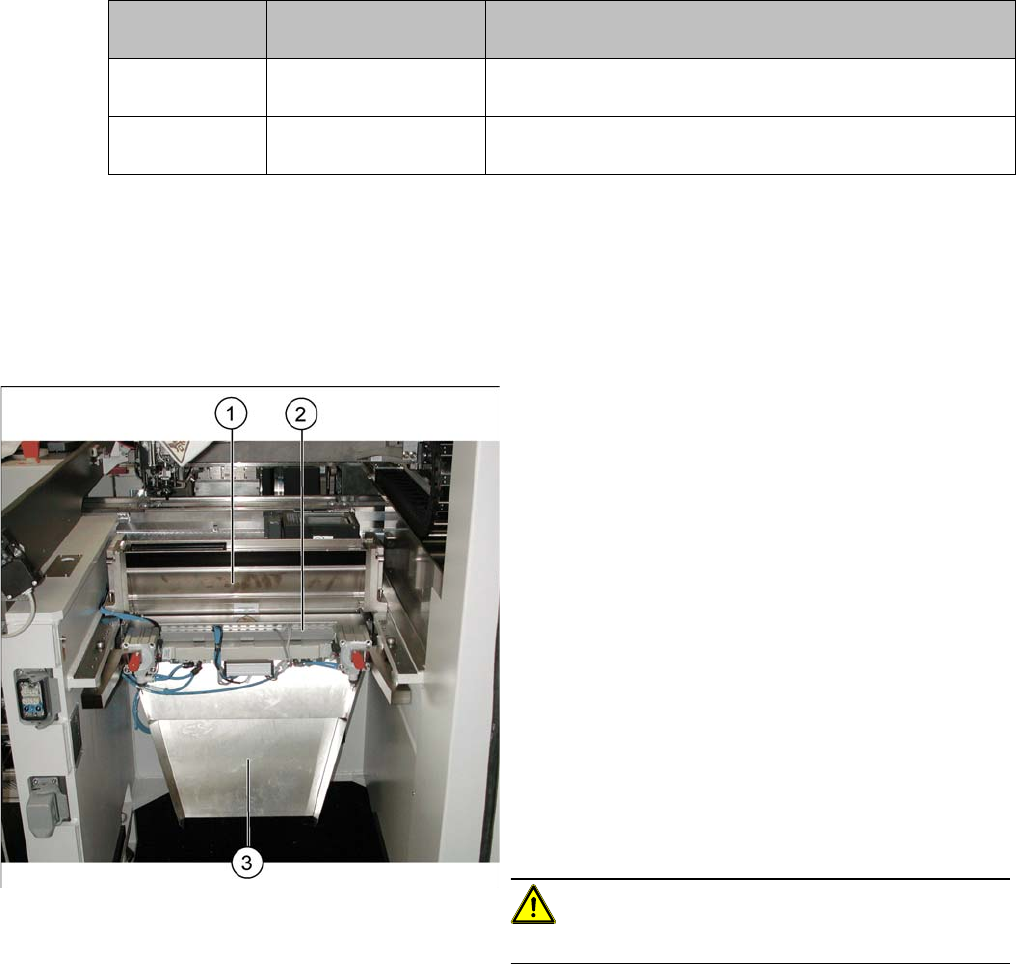
► Fahren Sie den BE-Tisch aus der Maschine heraus.
► Schalten Sie die Maschine aus.
► Demontieren Sie die Puffer für den BE-Tisch (links
und rechts je 2 Schrauben).
► Demontieren Sie den Leergurtleitkanal (1). Lösen Sie
dazu die 4 Montageschrauben des Leergutleitkanals
von oben.
► Demontieren Sie die Gurtabfallrutsche (3). Lösen Sie
dazu die 4 zugehörigen Montageschrauben von un-
ten.
► Stecken bzw. schrauben Sie alle Zuleitungen zum
Gurtschneidgerät (3) ab (CAN, 2x Pneumatik, Span-
nungsversorgung). Öffnen Sie dazu ggf. den Kabel-
kanal.
► Lösen Sie die 4 Montageschrauben des
Gurtschneidgerätes von unten.
► Heben Sie das Gurtschneidgerät nach oben heraus.
VORSICHT!
Schweres Maschinenteil!
► Um das Gurtschneidgerät einzubauen, verfahren Sie
in umgekehrter Reihenfolge.