00195375-05_SM_D1_D1i_D2_D2i_DE.pdf - 第256页
Einstellungen Pick&Place-Kopf 6.6 .6 Kopfhöhe kalibrieren 256 Serviceanleitung SIPLACE D1/D1i/D2/D2i 6.6.6 6 . 6 . 6 K o p f h ö h e k a lib r ie r e n Kopfhöhe kalibrieren Damit wird die Z-Achs-Nullp unktkorrektur e…
Einstellungen
6.6.5 Kalibrieren D-Achse Pick&Place-Kopf
Serviceanleitung SIPLACE D1/D1i/D2/D2i 255
SITEST:
► Wählen Sie P&P-Modul
► Wählen Sie Kalibrierfunktionen
► Rufen Sie das Menü Nullpunkt DP-Achse kalibrieren auf.
► Stecken Sie nach Aufforderung durch die SW die D-Achskalibrierpipette auf.
Die NPK wird (automatisch) ermittelt durch die Winkelerfassung des Pipettenumrisses.
Wiederholen Sie den Vorgang, bis der neue Wert vom vorherigen um nicht mehr als +/- 0,01° ab-
weicht.
Sehen Sie dazu auch...
6.6.5.1 Manuelle Ermittlung der D-Achsen Nullpunktkorrektur [ ➙ 255]
6.6.5.1
6.6.5.1 Manuelle Ermittlung der D-Achsen Nullpunktkorrektur
Manuelle Ermittlung der D-Achsen Nullpunktkorrektur
SITEST:
► Wählen Sie P&P-Modul .
► Wählen Sie Achsfunktionen .
► Aktivieren Sie die Checkbox D-Achse.
► Wählen Sie Positionen...
► Setzen Sie den Nullpunktkorrekturwert auf 0.
► Führen Sie einen Achs-Referenzlauf für die D-Achse durch.
► Setzen Sie die Kalibrierpipette TwinHead/P&P-Kopf von Hand an die Pinole des P&P-Kopfes. Be-
achten Sie dabei, dass die beiden Passstifte der Pinole korrekt in die Pipette eingreifen.
► Schalten Sie die D-Achse des P&P-Kopfes an der Achskarte frei.
► Drehen Sie die Pipette von Hand in die Nulllage:
Die Markierungsbohrung an der Kalibrierpipette muss zur Mitte (ab SW 505) der Maschine zeigen
und die Pipette muss parallel zum Transport ausgerichtet werden.
► Um die Position der D-Achse anzeigen zu lassen, aktivieren Sie das Menü Z-Achse über die Check-
box und gehen Sie anschließend wieder auf D-Achse zurück.
► Geben Sie den angezeigten Wert für die Position der D-Achse als Nullpunktkorrektur ein.
► Schalten Sie die D-Achse an der Achskarte wieder aktiv.
► Führen Sie einen Achs-Referenzlauf für die D-Achse durch.
► Überprüfen Sie nun die Lage der Pipette:
Die Markierungsbohrung an der Kalibrierpipette muss zur Mitte (ab SW 505) der Maschine zeigen
und die Pipette muss parallel zum Transport ausgerichtet werden.
► Führen Sie anschließend eine Kalibrierung der D-Achse durch. (siehe "6.6.5 Kalibrieren D-Achse"
[ ➙ 254]).
HINWEIS
Falls die Kalibrierung nicht erfolgreich ist, kann der Korrekturwert auch manuell grob ermittelt
und eingegeben werden. (siehe "6.6.5.1 Manuelle Ermittlung der D-Achsen Nullpunktkorrektur"
[ ➙ 255])
Einstellungen
Pick&Place-Kopf 6.6.6 Kopfhöhe kalibrieren
256 Serviceanleitung SIPLACE D1/D1i/D2/D2i
6.6.6
6.6.6 Kopfhöhe kalibrieren
Kopfhöhe kalibrieren
Damit wird die Z-Achs-Nullpunktkorrektur ermittelt.
SITEST:
► Wählen Sie P&P-Modul .
► Wählen Sie Kalibrierfunktionen .
► Wählen Sie Kopfhöhe kalibrieren.
6.6.7
6.6.7 Abgleich des Vakuumgenerators am P&P-Kopf
Abgleich des Vakuumgenerators am P&P-Kopf
Der Vakuumgenerator ist Bestandteil eines P&P-Kopfes und erzeugt das Vakuum und die Blasluft für
den Abhol- und Bestückvorgang. Der Nullabgleich des Vakuumgenerators sollte bei der Erstinbetrieb-
nahme beim Kunden und nach dem Tauschen des Vakuumgenerators bzw. P&P-Kopfes überprüft und
gegebenenfalls neu abgeglichen werden.
Wird der Vakuumgenerator nicht abgeglichen, werden falsche Schwellwerte zur Berechnung "Bauteil an
der Pipette ja oder nein? bzw. Pipette verschmutzt" herangezogen.
Durch den Nullabgleich wird der Motor im Vakuumerzeuger in eine neutrale Position bzw. Mittelstellung
positioniert, so dass an der Pipette kein Vakuum und keine Blasluft anliegt.
6.6.7.1
6.6.7.1 Nullabgleich des Vakuumgenerators
Nullabgleich des Vakuumgenerators
SITEST:
HINWEIS
Stellen Sie sicher, dass sich die 517 Pipette am P&P-Kopf befindet und eingetragen ist.
Die Nullpunktkorrektur, maximaler und minimaler Verfahrbereich für die Z-Achse werden nach
der Kalibrierung "Kopfhöhe" korrekt gesetzt.
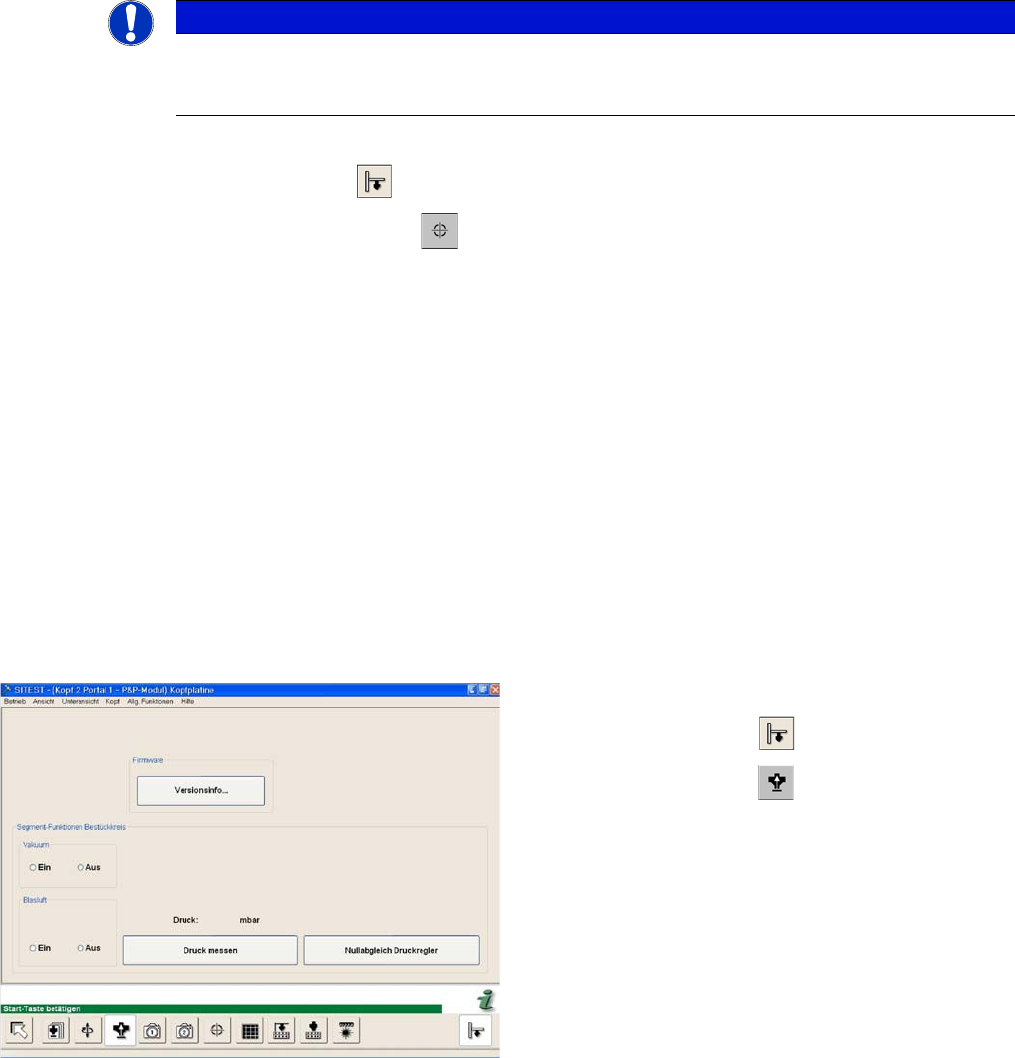
SITEST-Funktionen Kopfplatine
► Starten Sie den SITEST.
► Wählen Sie P&P-Modul .
► Wählen Sie Kopfplatine um zum nebenstehen-
den Menü zu gelangen.
► Verschließen Sie die Pipette des gewählten P&P-
Kopfes z. B. mit dem Finger.
Einstellungen
6.6.7 Abgleich des Vakuumgenerators am P&P-Kopf Pick&Place-Kopf
Serviceanleitung SIPLACE D1/D1i/D2/D2i 257
6.6.7.2
6.6.7.2 Überprüfen des Nullabgleich
Überprüfen des Nullabgleich
SITEST:
► Wählen Sie P&P-Modul.
► Wählen Sie Kopfplatine.
► Betätigen Sie Druck messen.
Die Überprüfung des Nullabgleichs, erfolgt bei ausgeschaltetem Vakuum und ausgeschalteter Blasluft
(siehe "6.6.7.1 Nullabgleich des Vakuumgenerators" [ ➙ 256]).
6.6.7.3
6.6.7.3 Vakuum geschlossen kalibrieren
Vakuum geschlossen kalibrieren
SITEST:
► Wählen Sie P&P-Modul .
► Wählen Sie Kalibrierfunktionen .
► Wählen Sie Vakuum geschlossen kalibrieren.
6.6.7.4
6.6.7.4 Dichtheit des Vakuumsystems prüfen
Dichtheit des Vakuumsystems prüfen
► Starten Sie SITEST.
► Verschieben Sie das Portal, so dass Sie mit der einen Hand an die Pipette und der anderen Hand
die Tastatur erreichen.
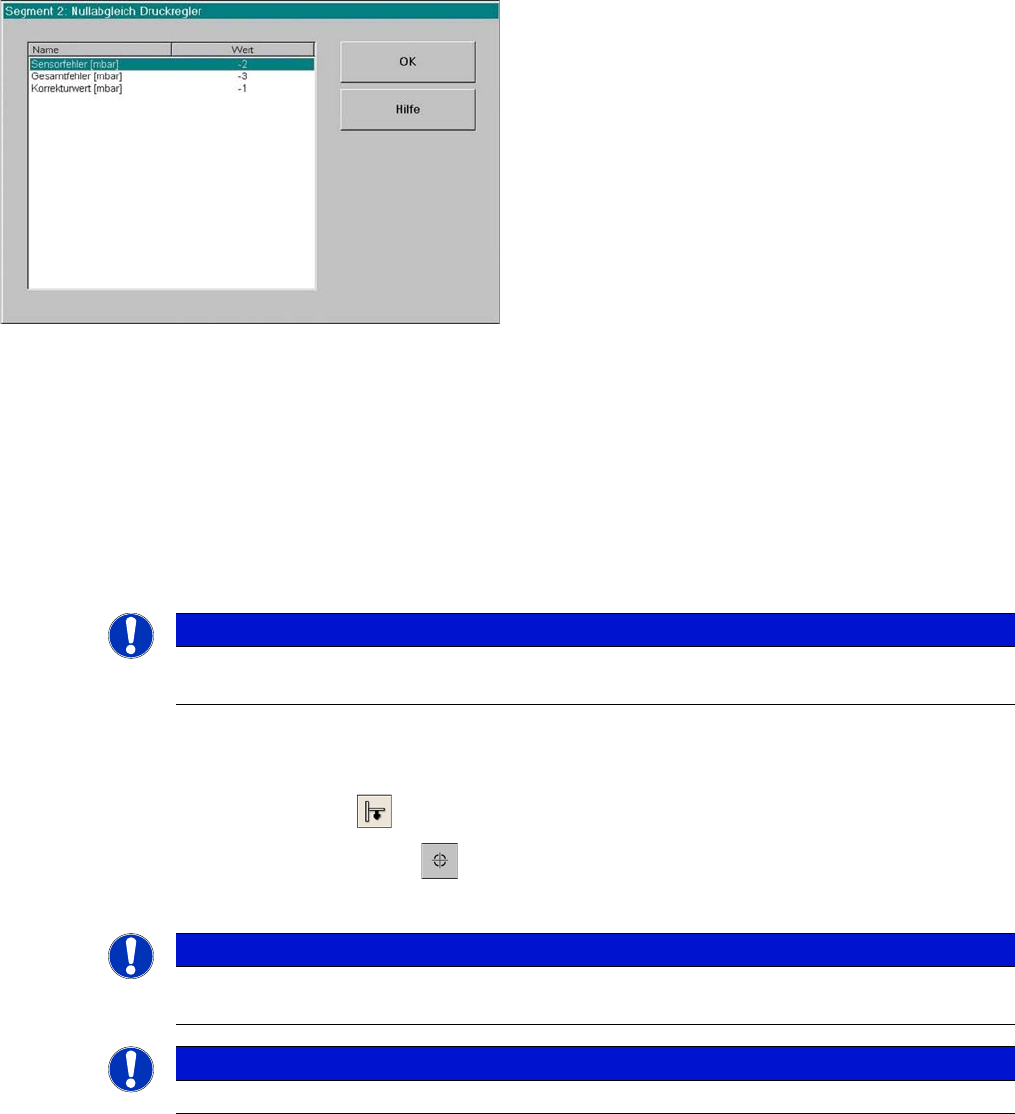
Korrekturwert bei Nullabgleich
► Wählen Sie Nullabgleich Druckregler
Das Dialogfeld (links) zeigt den ermittelten Korrektur-
wert.
► Klicken Sie auf OK.
Der Korrekturwert wird damit übernommen – der Bezugs-
wert des Druckreglers ist somit auf den Umgebungsdruck
kalibriert.
HINWEIS
Die Druckabweichung zum Umgebungsdruck bei 0 mbar-Einstellung (Nullabgleich) sollte +/-
10 mbar nicht überschreiten.
HINWEIS
Es wird für den P&P-Kopf der Wert "Vakuum geschlossen" gemessen und gespeichert.
In einem Dialogfenster werden die alten und neuen Werte angezeigt.
HINWEIS
Der Begriff "Vakuum geschlossen" entspricht "Schwellwert geschlossen".