00195375-05_SM_D1_D1i_D2_D2i_DE.pdf - 第258页
Einstellungen Pick&Place-Kopf 6.6.8 P&P-Kopf kalibrieren 258 Serviceanleitung SIPLACE D1/D1i/D2/D2i SITEST: 6.6.7.5 6 . 6 . 7 . 5 B la s d r u c k p r ü f e n Blasdruck prüfen SITEST: ► Starten Sie SITEST und ver…
Einstellungen
6.6.7 Abgleich des Vakuumgenerators am P&P-Kopf Pick&Place-Kopf
Serviceanleitung SIPLACE D1/D1i/D2/D2i 257
6.6.7.2
6.6.7.2 Überprüfen des Nullabgleich
Überprüfen des Nullabgleich
SITEST:
► Wählen Sie P&P-Modul.
► Wählen Sie Kopfplatine.
► Betätigen Sie Druck messen.
Die Überprüfung des Nullabgleichs, erfolgt bei ausgeschaltetem Vakuum und ausgeschalteter Blasluft
(siehe "6.6.7.1 Nullabgleich des Vakuumgenerators" [ ➙ 256]).
6.6.7.3
6.6.7.3 Vakuum geschlossen kalibrieren
Vakuum geschlossen kalibrieren
SITEST:
► Wählen Sie P&P-Modul .
► Wählen Sie Kalibrierfunktionen .
► Wählen Sie Vakuum geschlossen kalibrieren.
6.6.7.4
6.6.7.4 Dichtheit des Vakuumsystems prüfen
Dichtheit des Vakuumsystems prüfen
► Starten Sie SITEST.
► Verschieben Sie das Portal, so dass Sie mit der einen Hand an die Pipette und der anderen Hand
die Tastatur erreichen.
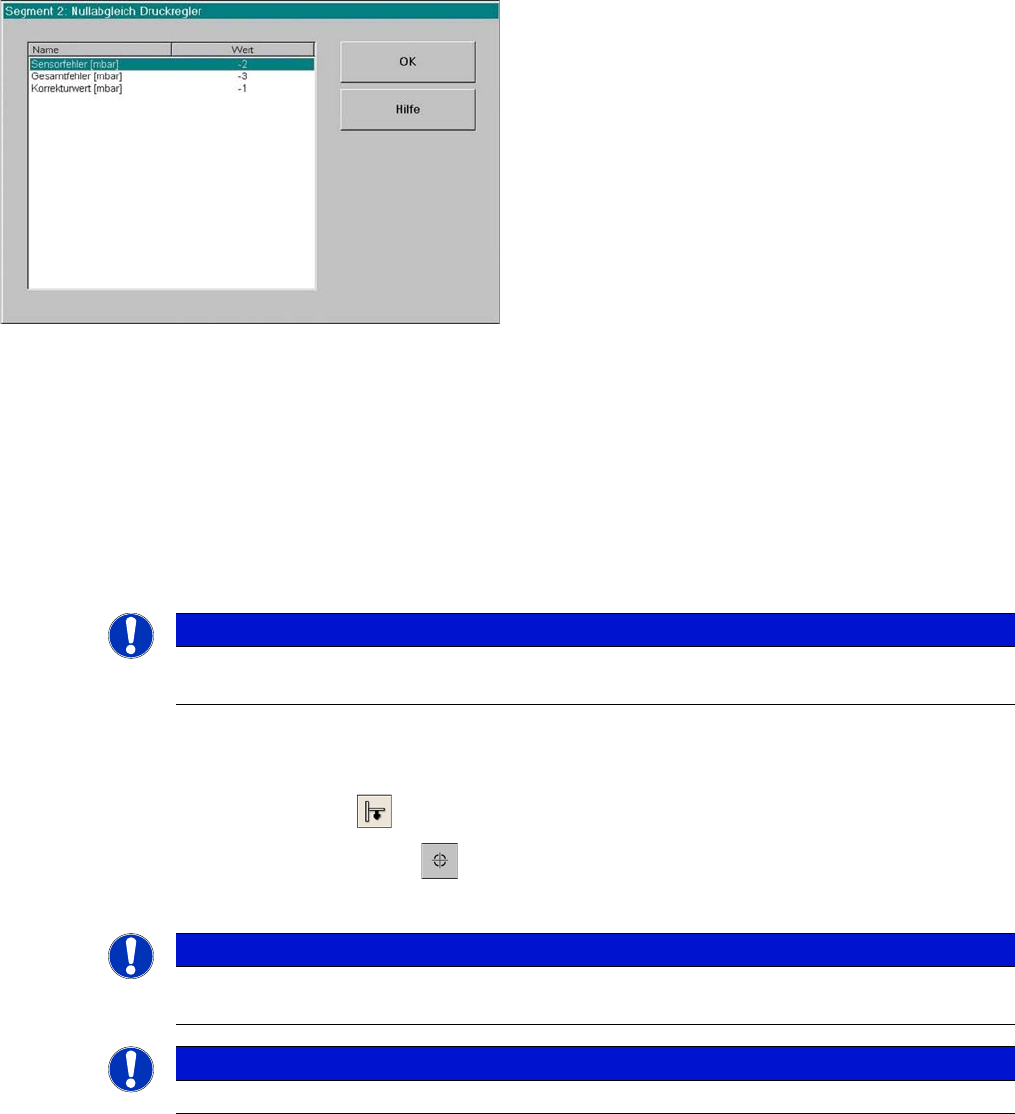
Korrekturwert bei Nullabgleich
► Wählen Sie Nullabgleich Druckregler
Das Dialogfeld (links) zeigt den ermittelten Korrektur-
wert.
► Klicken Sie auf OK.
Der Korrekturwert wird damit übernommen – der Bezugs-
wert des Druckreglers ist somit auf den Umgebungsdruck
kalibriert.
HINWEIS
Die Druckabweichung zum Umgebungsdruck bei 0 mbar-Einstellung (Nullabgleich) sollte +/-
10 mbar nicht überschreiten.
HINWEIS
Es wird für den P&P-Kopf der Wert "Vakuum geschlossen" gemessen und gespeichert.
In einem Dialogfenster werden die alten und neuen Werte angezeigt.
HINWEIS
Der Begriff "Vakuum geschlossen" entspricht "Schwellwert geschlossen".
Einstellungen
Pick&Place-Kopf 6.6.8 P&P-Kopf kalibrieren
258 Serviceanleitung SIPLACE D1/D1i/D2/D2i
SITEST:
6.6.7.5
6.6.7.5 Blasdruck prüfen
Blasdruck prüfen
SITEST:
► Starten Sie SITEST und verschieben Sie das Portal, so dass Sie mit der einen Hand an die Pipette
und der anderen Hand die Tastatur erreichen.
► Wählen Sie P&P-Modul .
► Wählen Sie Kopfplatine .
► Schalten Sie die Blasluft "ein".
► Verschließen Sie die Pipette des P&P-Kopfes (z. B. mit dem Finger abdichten).
► Sie können den Blasdruckwert editieren oder den Standardwert belassen.
► Wählen Sie Druck messen.
► Der gemessene Wert für den Blasdruck sollte dem Vorgabewert in etwa entsprechen.
6.6.8
6.6.8 P&P-Kopf kalibrieren
P&P-Kopf kalibrieren
Bei Erstinbetriebnahme oder nach Tausch eines P&P-Kopfes muss der P&P-Kopf neu kalibriert werden.
In diesem Menü wird der P&P-Modul-Offset zur LP-Kamera ermittelt.
► Setzen Sie hierzu von Hand die Pipetten 517 auf den P&P-Kopf.
► Überprüfen Sie, ob die erste Garage leer ist und dementsprechend der Füllstand des Pipetten-
wechslers angepasst wurde. Dies ist notwendig zur Kalibrierung der Abholhöhe.
► Tragen Sie die Pipette 517 als Ist-Pipette am P&P-Kopf ein:
SITEST:
► Wählen Sie P&P-Modul .
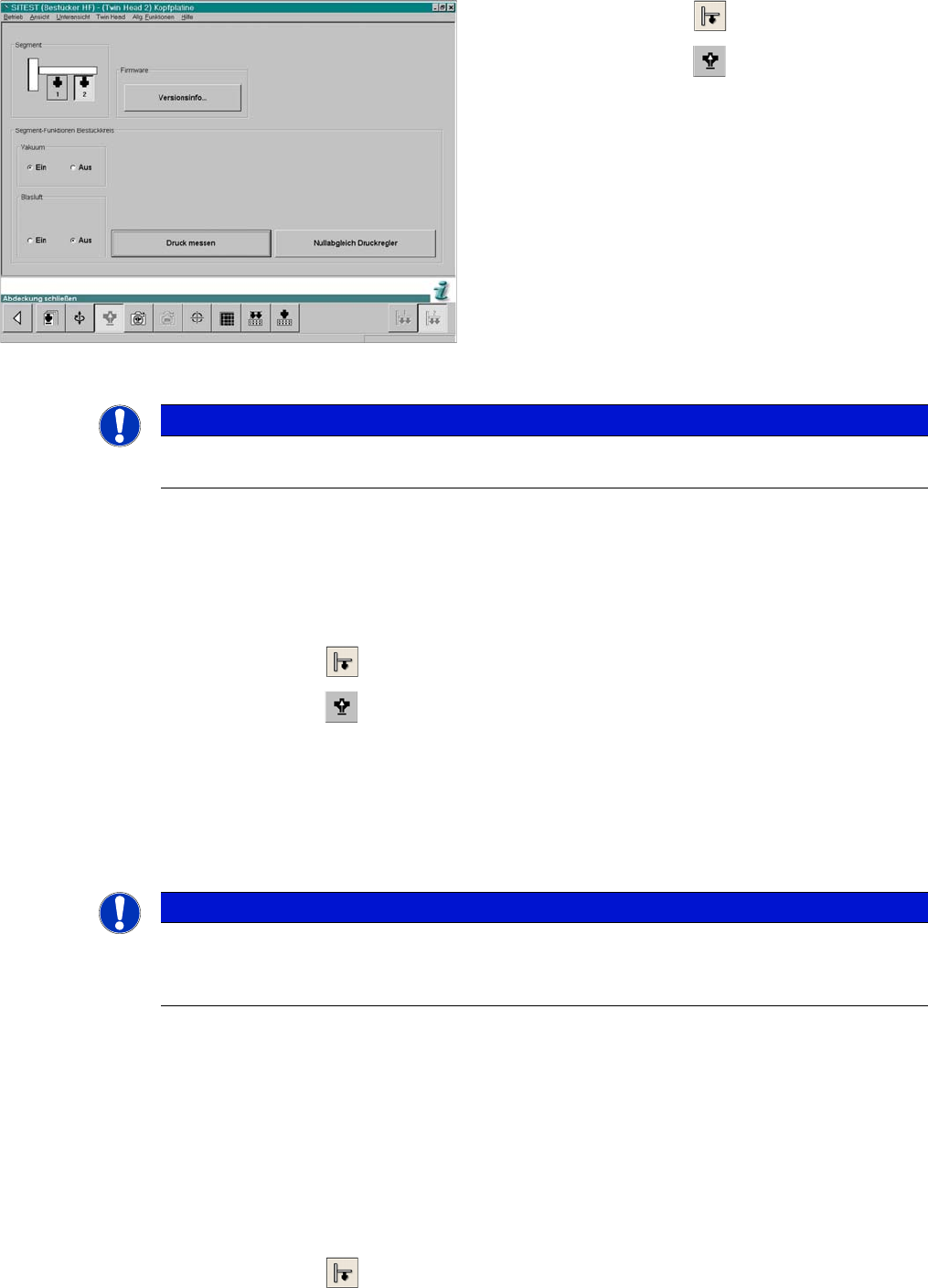
SITEST-Funktionen Kopfplatine
► Wählen Sie P&P-Modul .
► Wählen Sie Kopfplatine .
► Schalten Sie das Vakuum ein und die Blasluft aus.
► Verschließen Sie die Pipette des P&P-Kopfes (z. B.
mit dem Finger abdichten).
► Betätigen Sie den Button Druck messen.
► Der angezeigte Vakuum-Messwert sollte mit dem
Wert "Vakuum geschlossen" übereinstimmen.
HINWEIS
Der Wert "Vakuum geschlossen wird im Menü P&P-Modul Kalibrieren ==>
Vakuum geschlossen kalibrieren ermittelt.
HINWEIS
Der Wert für den Blasdruck kann mit dem Siemens Service Passwort zwischen 0 und 400 mbar
editiert werden.
► Standardeinstellung 400 mbar.
Einstellungen
6.6.9 Mechanische Einstellung der Leseeinheit Z-Achse Pick&Place-Kopf
Serviceanleitung SIPLACE D1/D1i/D2/D2i 259
► Wählen Sie Pipettenwechsler-Kopffunktionen.
► Selektieren Sie das gewünschte "Segment" aus der Liste.
► Wählen Sie Editieren ==> 517 markieren und übernehmen.
► Aktivieren Sie selektiertes Segment.
► Wählen Sie Wechsel quittieren.
► Wählen Sie im Hauptmenü SITEST Alle Köpfe und Kameras.
► Aktivieren Sie lediglich die Checkbox P&P-Modul (TwinHead) des entsprechenden
Bestückbereichs.
► Wählen Sie Start.
6.6.9
6.6.9 Mechanische Einstellung der Leseeinheit Z-Achse
Mechanische Einstellung der Leseeinheit Z-Achse
6.6.10
6.6.10 Manuelles Absenken der Z-Achse
Manuelles Absenken der Z-Achse
Der P&P-Kopf ist für eine Bestückkraft von 0,5 bis 15 N ausgelegt. Besonders um kleine Bestückkräfte
realisieren zu können, musste die Drehachse besonders leichtgängig ausgelegt werden. Die Drehachse
wurde daher nicht auf Zugkräfte ausgelegt.
HINWEIS
Der Abstand Z-Inkrementalgeber zum Inkrementalmaßstab auf der Z-Achse muss 0,4 mm be-
tragen. Der Lesekopf muss parallel zum Inkrementalmaßstab ausgerichtet werden.
Überprüfen Sie nach der Montage die Spursignale für die Z-Achse (siehe Abschnitt BE-Hand-
ling).
VORSICHT
Beim manuellen Absenken der Z-Achse, kann es sehr leicht zur Beschädigung des P&P-Kopf-
es kommen!
► Das manuelle Absenken darf nur durch geschultes Personal durchgeführt werden!
VORSICHT
Vor dem manuellen Absenken der Z-Achse muss diese an der entsprechenden Achskarte un-
bedingt freigeschaltet werden.
► Beim Freischalten der Z-Achse fährt der Rückholzylinder der Z-Achse nach oben.
► Wird die Achse nicht freigeschaltet, fährt der Rückholzylinder beim manuellen Absenken
der Z-Achse automatisch nach oben und kann hierbei zu Verletzungen und
Beschädigungen am Bestückkopf führen.
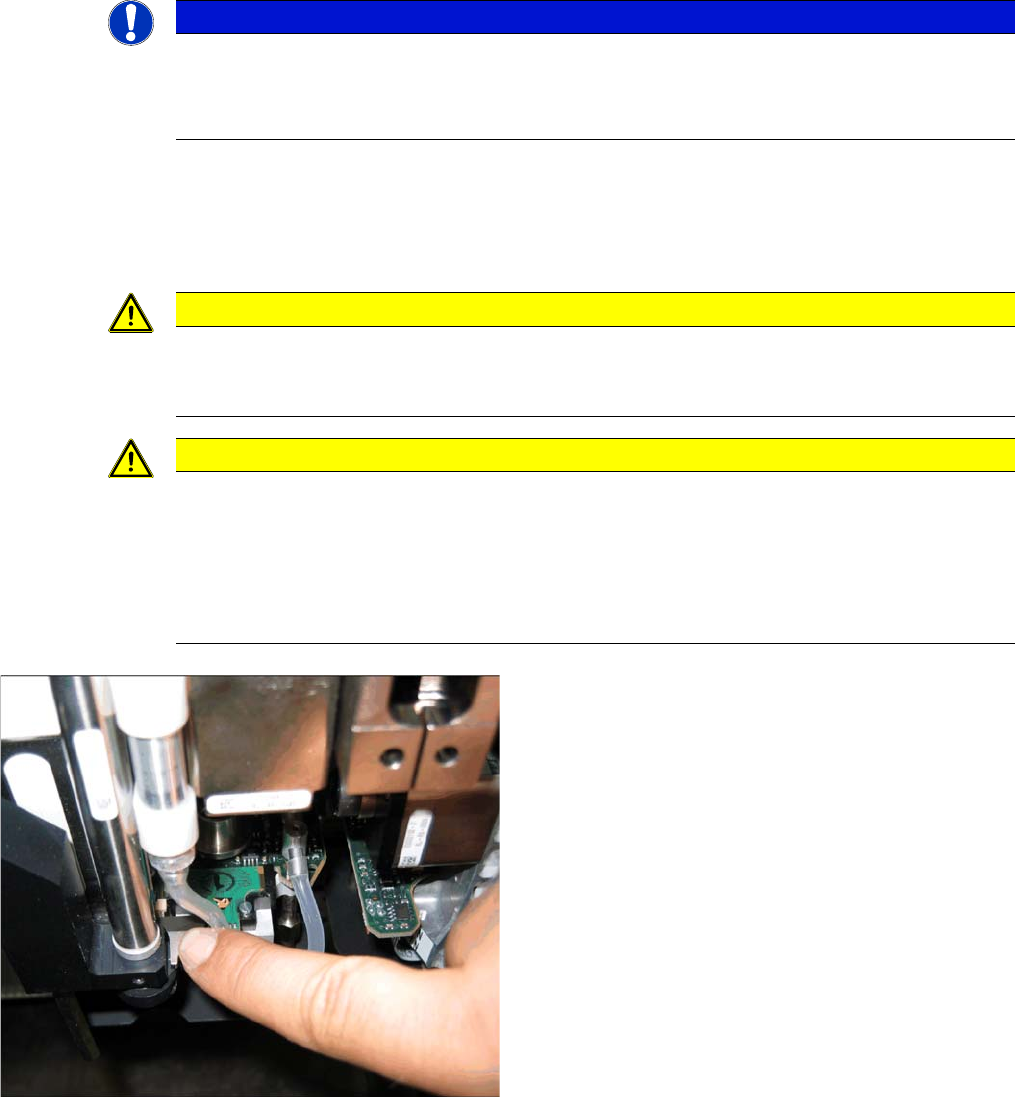
Absenken der Z-Achse
► Durch manuellen Druck im dargestellten Bereich des
Mitnehmers der Rückholeinheit, kann die Z-Achse si-
cher nach unten abgesenkt werden.