00195375-05_SM_D1_D1i_D2_D2i_DE.pdf - 第28页
Übersicht Elektrik 3.2.3 Stromversorgungseinschub 28 Serviceanleitung SIPLACE D1/D1i/D2/D2i NOT-HALT -Schleifen
Übersicht
3.2.3 Stromversorgungseinschub Elektrik
Serviceanleitung SIPLACE D1/D1i/D2/D2i 27
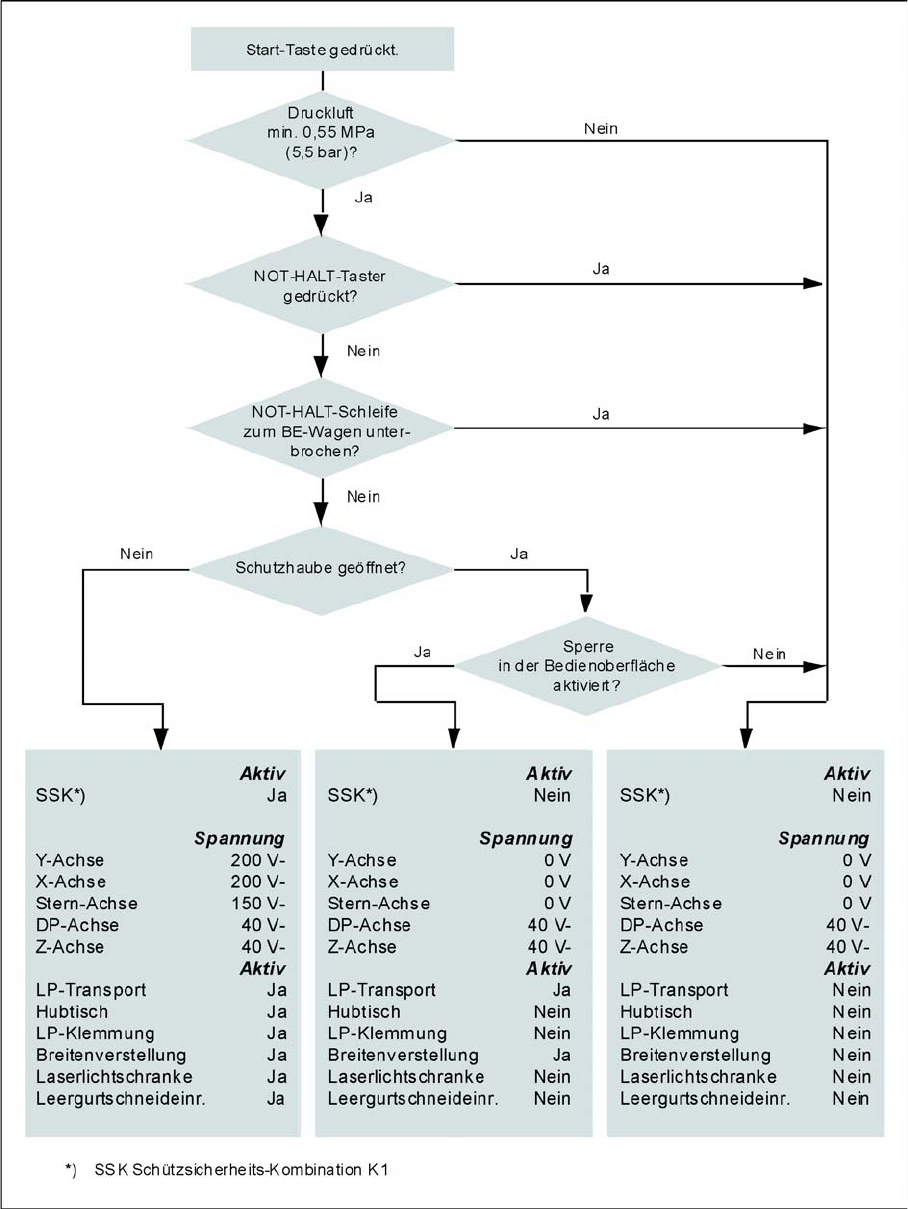
Funktionsbeschreibung der NOT-HALT-Schleife
Damit der Automat gestartet bzw. betrieben werden kann, müssen folgende Bedingungen erfüllt sein:
▪ Alle BE-Wagen müssen angedockt und angeschlossen sein.
▪ Alle Schutzhauben müssen geschlossen sein.
▪ Die beiden Abdeckklappen über dem LP-Transport müssen geschlossen sein.
▪ Die beiden NOT-HALT-Taster müssen entriegelt sein.
▪ Ggf. muss der NOT-HALT-Taster am WPC entriegelt sein.
▪ Beide Abdeckklappen (nicht für D1 verfügbar, für D2 nur als Option) über den Drucktastern zum An-
heben der BE-Tische müssen geschlossen sein.
▪ Der Mindestbetriebsdruck muss erreicht sein.
▪ Das Signal "Softwarefreigabe" muss aktiviert sein. Damit ist die NOT-HALT-Schleife geschlossen.
▪ Von der Stromversorgung werden 24 V an die Starttaster und die Schützsicherheitskombination
durchgeschaltet.
▪ Wird jetzt einer der Starttaster gedrückt, schaltet die Schützsicherheitskombination SSK und akti-
viert folgende Komponenten:
– Zwischenkreisspannung 200 V für die Servoverstärker der Portalachsen
– Zwischenkreisspannung 150 V für die Sternachsen
– Der Achseinschub bekommt ein "Servo Enable" - Signal für die Servoverstärker.
– 34 V Betriebsspannung werden an die BE-Wagen durchgeschaltet.
– 24 V Betriebsspannung werden zur den Leergurtschneideinrichtungen durchgeschaltet.
– Die LP-Transportsteuerung erhält das Freigabesignal für die LP-Klemmung, den LP-Stopper
und die Hubtischsteuerung.
Damit ist die Maschine betriebsbereit.
Übersicht
Elektrik 3.2.3 Stromversorgungseinschub
28 Serviceanleitung SIPLACE D1/D1i/D2/D2i
NOT-HALT-Schleifen
Übersicht
3.2.3 Stromversorgungseinschub Portale
Serviceanleitung SIPLACE D1/D1i/D2/D2i 29
3.3
3.3 Portale
Portale
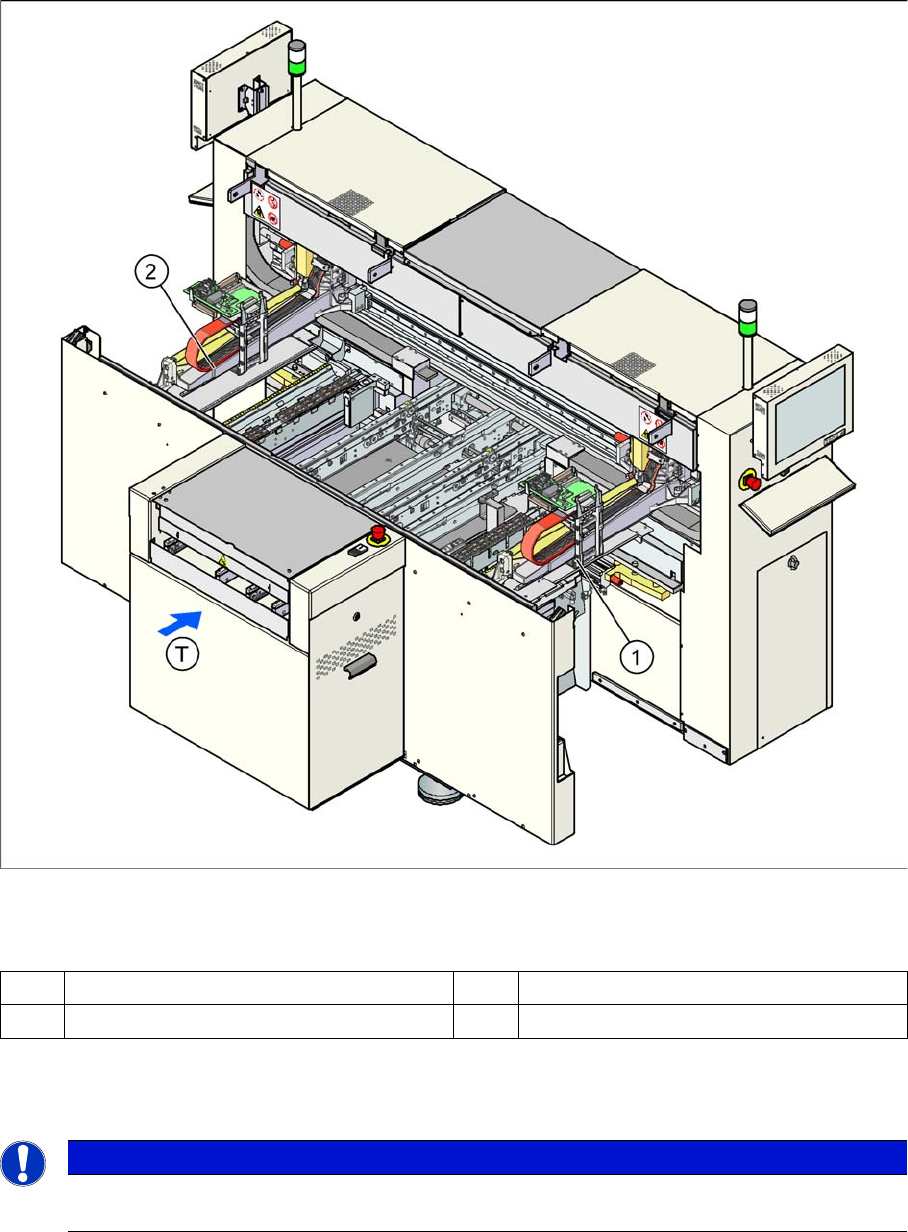
Portale des Automaten (am Beispiel D2)
Legende
Die Bestückautomaten D1 und D2 sind mit einem bzw. zwei Portalen ausgestattet. Mit dem Linearan-
trieb der Y-Achse und dem Riemenantrieb der X-Achsen positionieren diese die Bestückköpfe in X- und
Y-Richtung über den Förderern und Leiterplatten (LP).
Die Portale sind aufgrund ihrer konstruktiven Eigenschaften verwindungsarm. Die genaue mechanische
Führung der Achsen wird mit Kugelumlaufeinheiten erreicht.
Hochpräzise Wegmess-Systeme ermitteln die Positionen der X- und Y-Achsen. Dazu werden Strichmar-
ken auf Metallmessstäben optoelektronisch abgetastet und die Spursignale an die Achsansteuerung im
Steuereinschub übermittelt.
1 Portal 1 T Transportrichtung
2 Portal 2 (nur D2)
HINWEIS
Einen Überblick über die technischen Daten aller D-Serien-Maschinen finden Sie im "3.1 D-Se-
rie Allgemein" [ ➙ 19].