mpm up2000中文 - 第18页
5-HR90-7000-011 Page 18 of 51 11. 主操作屏幕 2. 慢動按鈕 • 慢動按鈕顯示在屏幕的左邊 , 這些按鈕可以手動來定位期望的伺服軸 . • 要慢動一個伺服軸 , 比如刮刀行程 ( 它將向前或向后移動印刷頭 ), 移動光標在 按鈕上面并按下選擇它 . • 注意按鈕變綠色表示已被選擇 . • 在信息窗口 JOG ACTIVE 將出現 . • 有兩個慢動模式微調或高速 . 模式 方法 在什么時候使用 Fine…
5-HR90-7000-011 Page 17 of 51
11. 主操作屏幕
• MAINTENANCE (維護菜單)
User Mode : 用來顯示各級操作机器的水平.
這些是密碼保護的. 缺省值是操作員.
Change Password : 在管理員模式下用來改
變每級水平的密碼.
Modify Access : 用來設置每組人員的各項操
作權利. 也就是說, 哪些菜單你能用哪些不能
用.
RESET : 選擇 RESET 將使所有的伺服軸回
零位. RESET 應只用于机器設置或當硬件錯
誤產生時.
Input/Output Test : 顯示 IO 參數和它們的狀
態. 主要用途是為解決故障.
Configuration : 將顯示机器當前設置.
Vision Adjust : 此選項复位視覺目標而不用
執行整個視覺教習過程.
Stencil Adjust : 用來复位印网目標. 例如, 如
果印网型號沒有發現.
Change Paper : 為容易操作移動擦紙單元和
視覺軸至印刷机的前面.
Maintenance
User Mode
Change Password
Modify Access
RESET
Input/Output Test
Configuration
Vision Adjust
Stencil Adjust
Change Paper
5-HR90-7000-011 Page 18 of 51
11. 主操作屏幕
2. 慢動按鈕
• 慢動按鈕顯示在屏幕的左邊, 這些按鈕可以手動來定位期望的伺服軸.
• 要慢動一個伺服軸, 比如刮刀行程(它將向前或向后移動印刷頭), 移動光標在
按鈕上面并按下選擇它.
• 注意按鈕變綠色表示已被選擇.
• 在信息窗口 JOG ACTIVE 將出現.
• 有兩個慢動模式微調或高速.
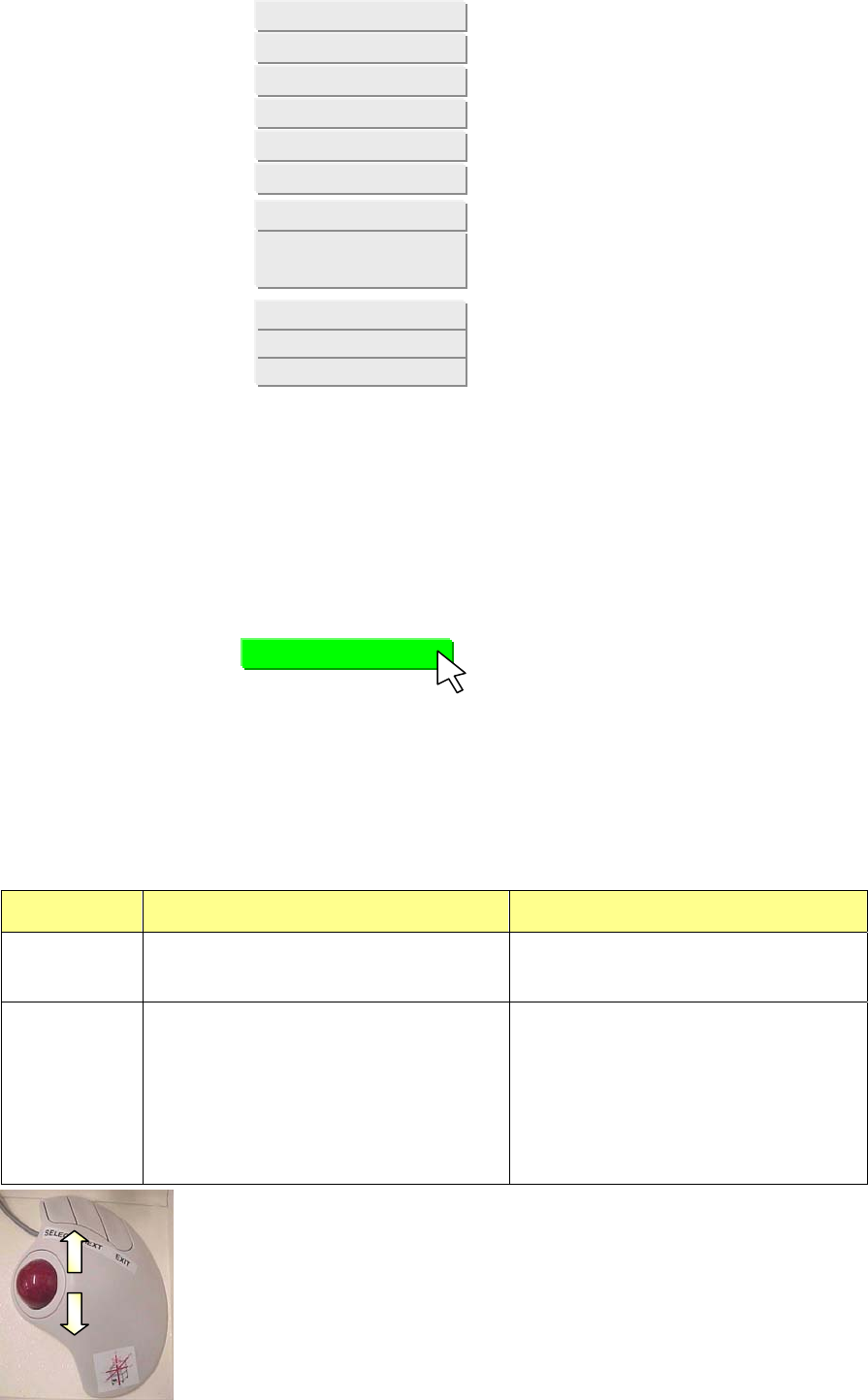
模式 方法 在什么時候使用
Fine Adjust
微調
滾動跟蹤球至期望的方向. 在伺服軸要慢速地移動短距离時.
Velocity
高速
按住 SELECT 按鈕同時滾動跟蹤
球至期望的方向.跟蹤球所指的速
度將成為伺服軸移動的速度.
在期望的伺服軸要快速地長距离
移動時.
• 注意滾動方向或 從遠离机器將指示選擇的伺服軸執行
相同的移動.
X AXIS
Y-AXIS
Z AXIS
THETA AXIS
TRANSPORT
SQUEEGEE STROKE
VX AXIS
VY AXIS
TACTILE
DISPENSER
SQUEEGEE HIEIGHT
0.000
0.000
0.000
0.000
0.000
16.000
0.000
0.000
0.000
0.000
0.000
TRK WIDTH
16.000
SQUEEGEE STROKE
16.000
5-HR90-7000-011 Page 19 of 51
11. 主操作屏幕
3. 計數區
• PCB 計數區顯示 PCB 經過机器處理的數量.
• 复位按鈕 RESET 將計數值回零.
• 計數窗口 COUNT 顯示已印刷 PCB 數量.
• 不合格窗口 REJECTS 顯示、在 2D 常規檢查中判定為不合格的 PCB 的數量.
這窗口只在常規檢查有效時才計數.
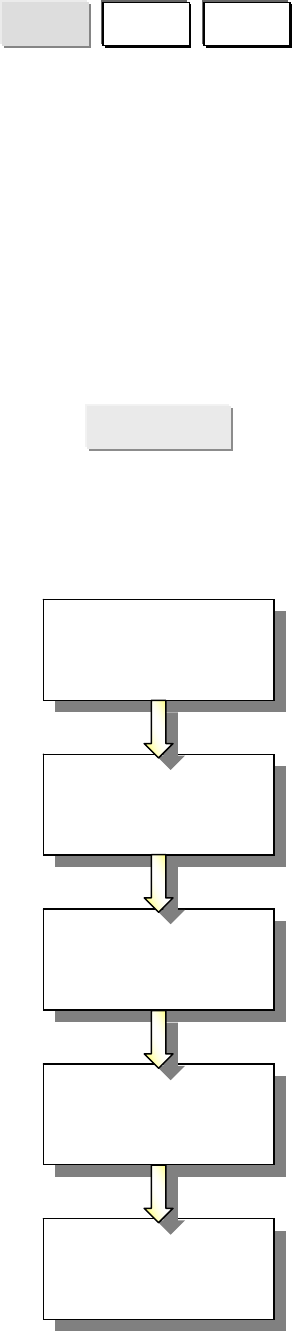
4. 清除故障按鈕
• 此按鈕清除錯誤及故障狀態.
• 按此按鈕 CLEAR FAULT 將啟動下面所示連續事件:
RESET
00
COUNT BOARD
REJECTS
CLEAR FAULT
Z 形架降低
當前 PCB 卸下
触覺感應器縮回
擦板和視覺系統退
回零位
真空移開