D3维修保养篇__N7201A588C.pdf - 第315页
NPM-D3 EJM6DC-MB-11M-07 11 - 1 -10 更 换 STEP 项目 动作 参阅 STEP2 贴装头 / 面补正 Z 高度计测 (→P.13-1-2 、 13-4) 试点胶单元高度 1) (→P.13-1-2 、 13-4) STEP3 治具站 扫描位置 2) (→P.13-1-2 、 13-10) 贴装头偏移量 2) (→P.13-1-2 、 13-10) 点胶头 ( 选购件 ) 1) 点胶头 …
NPM-D3 EJM6DC-MB-11M-07
11-1-9
维修保养篇
11-1
贴装头和吸嘴交换器的更换 5
贴装头的安装 2
扭矩扳手
长钻头
9
7
8
6
1
3
4
2
贴装头右下部
贴装头右上部
贴装头左上部
贴装头左下部
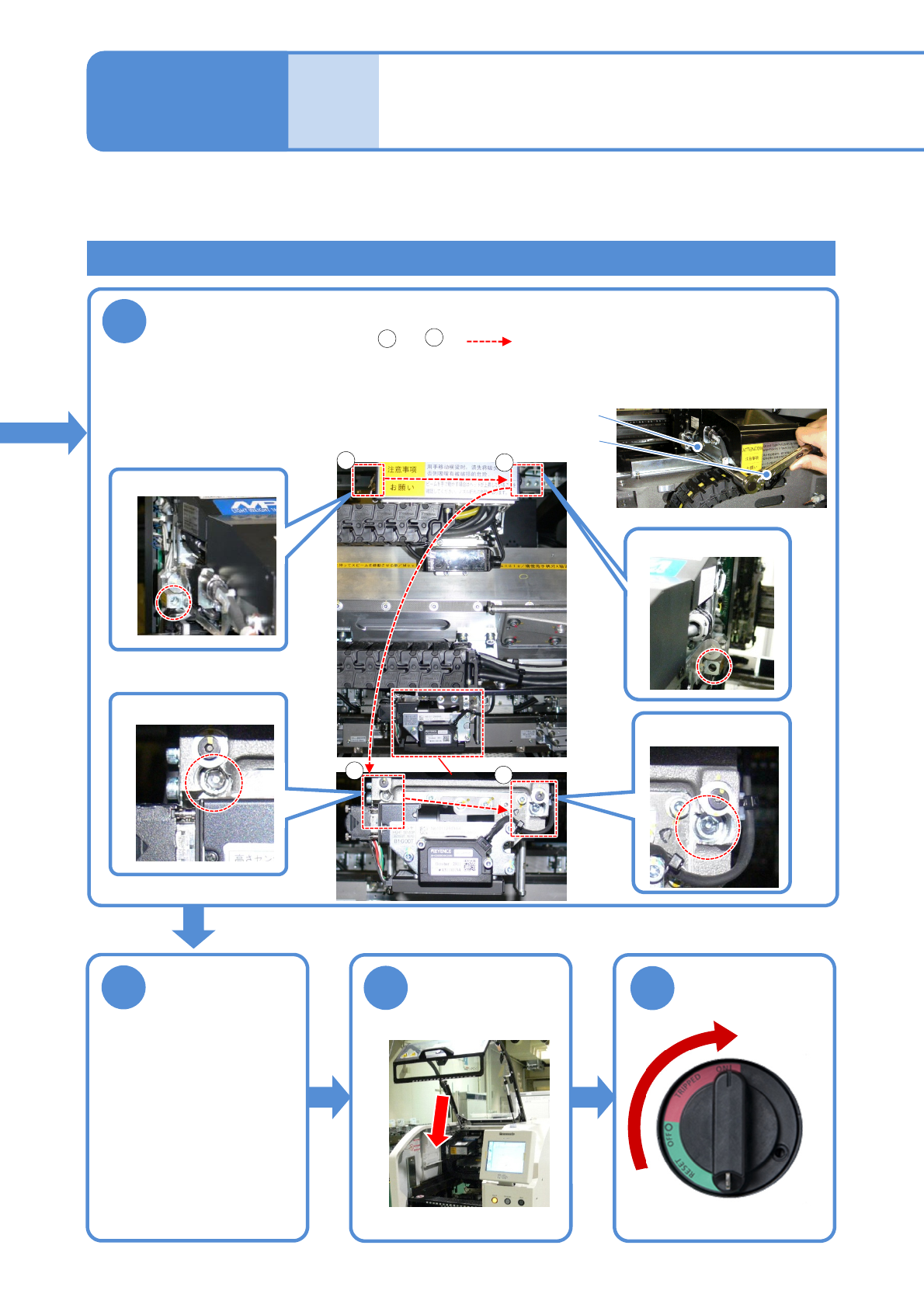
更换吸嘴交换器
●更换成与所安装贴装头相应
的吸嘴交换器。
●使用点胶头时,更换成试点
胶单元。
ON
以固定螺栓正式紧固贴装头
●使用长钻头、扭矩扳手,按照 ~ ()的顺序,以如下所示的紧固扭矩规格值正
式紧固固定螺栓(4处)。
●如果按照错误的步骤实施了作业,有可能会导致固定螺栓或者塞孔发生破损。
●紧固扭矩规格值: 9.8 ±0.5 Nꞏm
1
4
NPM-D3 EJM6DC-MB-11M-07
11-1-10
更
换
STEP
项目 动作 参阅
STEP2
贴装头/面补正Z
高度计测
(→P.13-1-2、13-4)
试点胶单元高度
1)
(→P.13-1-2、13-4)
STEP3
治具站
扫描位置
2)
(→P.13-1-2、13-10)
贴装头偏移量
2)
(→P.13-1-2、13-10)
点胶头
(选购件)
1)
点胶头θ轴原点
(→P. 13-1-2、13-11)
点胶头偏移量
(→P. 13-1-2、13-11)
精度验证
3)
贴装精度反映
(→P.13-1-2、13-20)
贴装精度 验证
(→P.13-1-2、13-20)
更换贴装头后,请必须进行校准和精度验证。
1): 只对有选购件元件的设备进行
2): 点胶头的时候不实施
3): 点胶头的时候,实施点胶头精度反映(选购件),点胶头精度验证(选购件)
校准
NPM-D3 EJM6DC-MB-11M-07
11-1-11
维修保养篇
11-1
贴装头和吸嘴交换器的更换 6
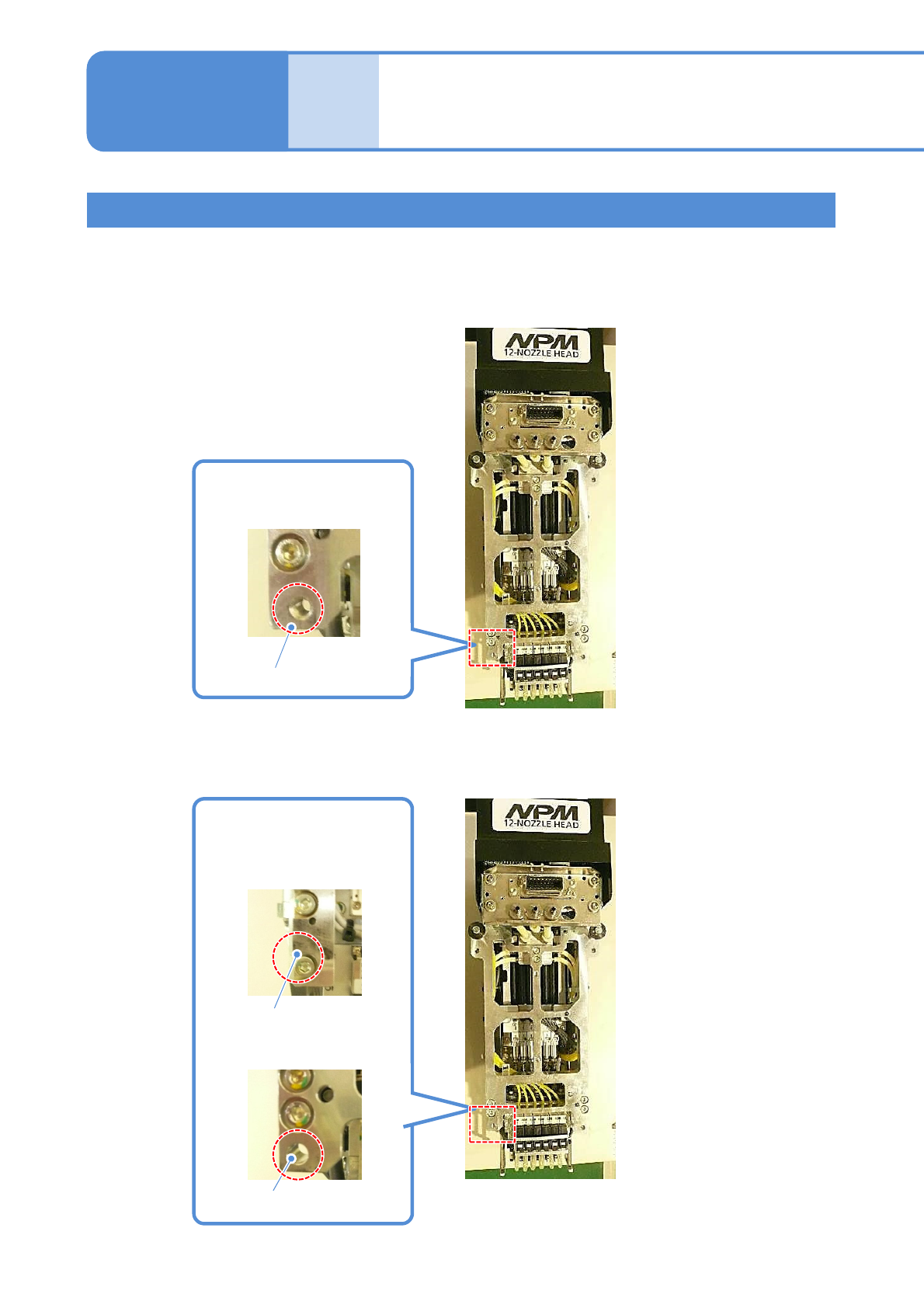
关于旧型的贴装头
旧型贴装头通过3处的螺栓进行固定。(目前的贴装头通过4处的螺栓固定。)
关于目前的贴装头与旧型贴装头的不同之处,请参照下述记载。
另外,在NPM-D3上安装旧型贴装头时,需要取下不使用的固定螺栓。详细内容,请参照一下页的记载。
■目前贴装头时
■旧型贴装头时
螺丝孔
不存在孔
从贴装头安装面看起时,
螺丝孔位于左下方
从贴装头安装面看起时,
左下方或者不存在孔,或
者为圆孔
圆孔