00197006-04_UM_X-Serie-S_IT.pdf - 第307页
Istruzioni per l'uso SIPLACE serie X 5 Operazioni da svol gere sulla macchina Dalla versione software SR.706.1 SP1 Edizione 10/ 2014 5.9 Esecuzione della procedura di controllo 307 5.9.3 Controllo dei supporti CST …
5 Operazioni da svolgere sulla macchina Istruzioni per l'uso SIPLACE serie X
5.9 Esecuzione della procedura di controllo Dalla versione software SR.706.1 SP1 Edizione 10/2014
306
5
Controllare l'indicatore di stato (pos. 3 di fig. 5.9 - 1, pagina 305).
– Se è verde, il modulo di alimentazione è pronto all'esercizio.
– Se è arancione, verrà segnalato un messaggio di avvertimento. Il testo dell'avvertimento
appare sul display (pos. 4 in fig. 5.9 - 1
, pagina 305). Nel caso degli Smart Feeder i led
si illuminano corrispondentemente.
– Se l'indicatore di stato è rosso, si è verificato un malfunzionamento. Il messaggio di er-
rore appare sul display LCD (pos. 3 in fig. 5.9 - 1
, pagina 305). Nel caso degli Smart Fe-
eder i led si illuminano corrispondentemente.
Un riepilogo delle indicazioni di stato e dei messaggi sul display LCD (del pannello di co-
mando) è fornito nella sezione 5.11
, pagina 322. 5
Un riepilogo delle indicazioni di stato e dei LED sul pannello di comando degli Smart Fe-
eder è fornito nella sezione 5.11.2
, pagina 323. 5
Se l'indicatore di stato è spento, potrà avere le seguenti cause: 5
– Il modulo di alimentazione non è nell'allestimento corrente.
– Il modulo di alimentazione è difettoso.
– Il modulo di alimentazione è disattivato (ad es. a causa di una diminuzione improvvisa
dell'aria compressa).
5.9.2 Giunzione tempestiva delle cinghie
5
ATTENZIONE
Problemi nell'asportare la pellicola di rivestimento!
Se la pellicola si strappa può essere difficile asportarla.
Nei moduli di alimentazione della cinghia X da 8 e 12 mm è integrato un coltello (pos. 2)
per staccare facilmente la pellicola di rivestimento.
NOTA
Giunzione troppo ritardata delle cinghie
Una giunzione troppo ritardata delle cinghie comporta dei fermo macchina eccessivi
Giuntare le cinghie in tempo utile affinché i moduli di alimentazione non siano mai
vuoti.
NOTA
Giunzione troppo anticipata delle cinghie
Se si effettua troppo presto la giunzione della vecchia cinghia sul nuovo rullo può succe-
dere che il nuovo rullo si riempia troppo; in tal caso la cinghia potrebbe scivolare e resta-
re impigliata. Si avrebbero quindi errori di prelievo e tempi di fermo macchina elevati.
Effettuare la giunzione delle cinghie al momento giusto, affinché la vecchia e la
nuova cinghia non si restino agganciate.
Istruzioni per l'uso SIPLACE serie X 5 Operazioni da svolgere sulla macchina
Dalla versione software SR.706.1 SP1 Edizione 10/2014 5.9 Esecuzione della procedura di controllo
307
5.9.3 Controllo dei supporti CST
Verificare la posizione delle spine magnetiche di sostegno dei CST sul tavolo di solleva-
mento:
– Verificare che i sostegni dei CST non vadano a collidere con i componenti montati sul
lato inferiore del circuito stampato.
– Verificare inoltre che i sostegni dei CST non vadano a collidere con i le spalle del convo-
gliatore CST.
– Utilizzare esclusivamente i sostegni per CST descritti nella sezione 6.14
, pagina 410.
5.9.4 Supporto per il rullo supplementare della cinghia
5
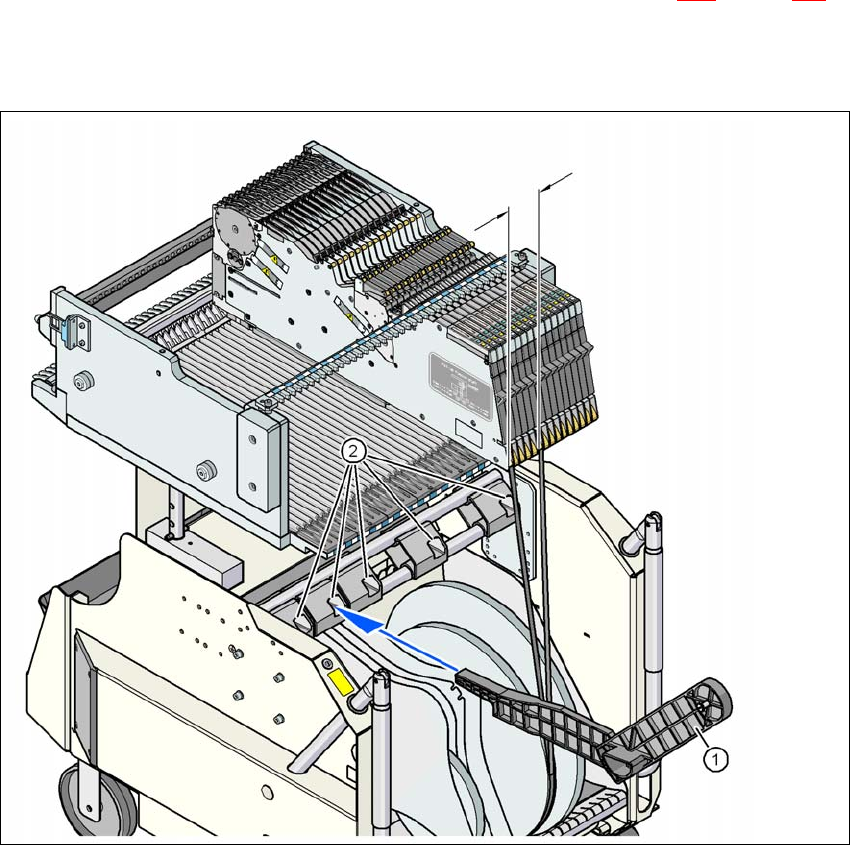
Fig. 5.9 - 2 Supporto per il rullo supplementare della cinghia
(1) Supporto per rullo supplementare della cinghia, articolo n. 00141217-xx
(2) Dispositivo di alloggiamento per il supporto
5
Max. 60 mm

5 Operazioni da svolgere sulla macchina Istruzioni per l'uso SIPLACE serie X
5.9 Esecuzione della procedura di controllo Dalla versione software SR.706.1 SP1 Edizione 10/2014
308
I moduli di alimentazione della serie X possono utilizzare senza problemi le cinghie, a condizione
che la distanza laterale fra modulo di alimentazione e rullo della cinghia non superi i 60 mm.
Se a causa dell'allestimento predeterminato non ci si può attenere alla distanza massima prevista,
si raccomanda di usare il supporto per un rullo della cinghia supplementare (pos. 1). Inserire il
supporto nel dispositivo di alloggiamento (pos. 2) e spostarlo restando però al di sotto della di-
stanza massima consentita di 60 mm. Il carrello CO ha un totale di 5 dispositivi di alloggiamento.
Ogni supporto per rullo della cinghia può alloggiare 2 rulli; pertanto al di sopra del contenitore delle
cinghie possono trovare posto fino a dieci bobine da 15" (381 mm).
5.9.5 Inserimento di divisori in lamiera nel contenitore della cinghia
Il divisorio in lamiera ha bordi diversi e può essere inserito nel contenitore delle cinghie in due
modi. Se si utilizzano assi ad innesto, il divisorio in lamiera con le cavità per gli assi ad
innesto è rivolto verso l'alto (vedi la pos. 4 nella fig. 5.9 - 3
). Se non si usano assi ad innesto,
il bordo arrotondato del divisorio in lamiera è rivolto verso l'alto (vedi pos. 5 in fig. 5.9 - 3
).
Inserire i divisori in lamiera come illustrato nella fig. 5.9 - 3 tenendo conto che la più piccola
divisione del contenitore delle cinghie è 2; ciò permette di evitare errori di montaggio.
Controllare che i divisori in lamiera assumano la stessa posizione di arresto su tutti e tre i li-
stelli guida. In caso contrario, il divisorio in lamiera viene piegato o svergolato.