GS系列机型 - 第132页
2004-10-7 GS SERIES 132 GS SERIES GS SERIES 无铅回流焊 无铅回流焊 较为严重的情况是由于设定的温度不够,PCB 表面锡膏的焊接温度不能达到锡膏 内金属焊料发生相变所必须达到的温度,从而导致 焊点 处冷 焊现 象的 产生 。 或者讲由于温度不够,锡膏熔融时内部的一些残留 助焊 剂得 不到 挥发 ,在 经 过冷却时沉淀在焊点内部,造成焊点的光泽暗淡。 另一 方面 ,由 于锡 膏本 身 性质较差,即…
2004-10-7 GS SERIES 131
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
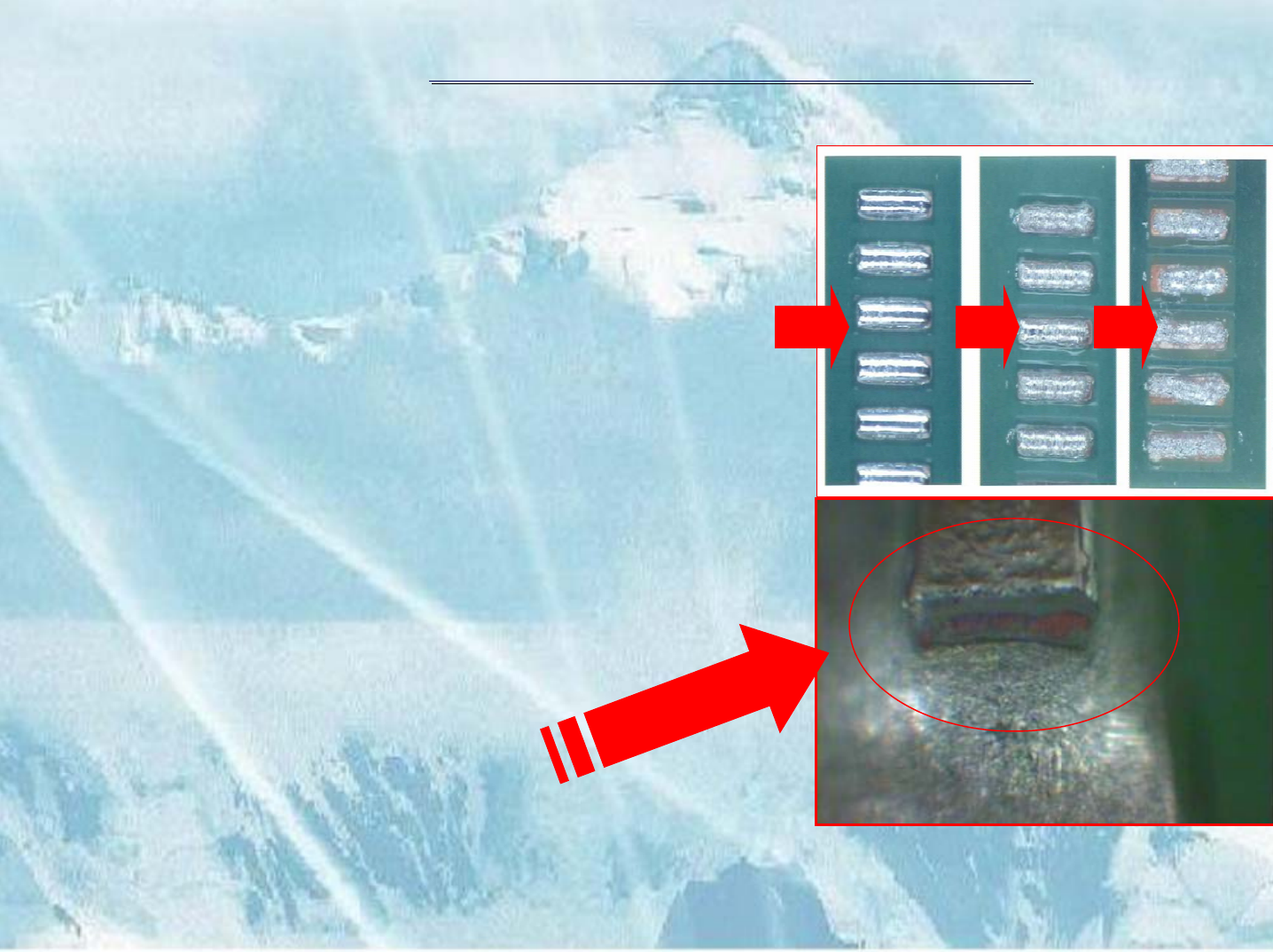
冷焊或焊点暗淡
在回流焊接工艺中,焊点光泽暗淡和
锡膏未完全融现象的产生本质,原
因是润湿性差。当涂敷了焊膏的
PCB通过高温气体对流的炉膛时,
如果锡膏的峰值温度不能达到或回
流时间不足够,助焊剂的活性将不
能够被释放出来,,焊盘和元件引
脚表面的氧化物和其它物质不能得
到净化,从而造成焊接时的润湿不
良。
OK NG NG
引
发的润
湿不
良
2004-10-7 GS SERIES 132
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
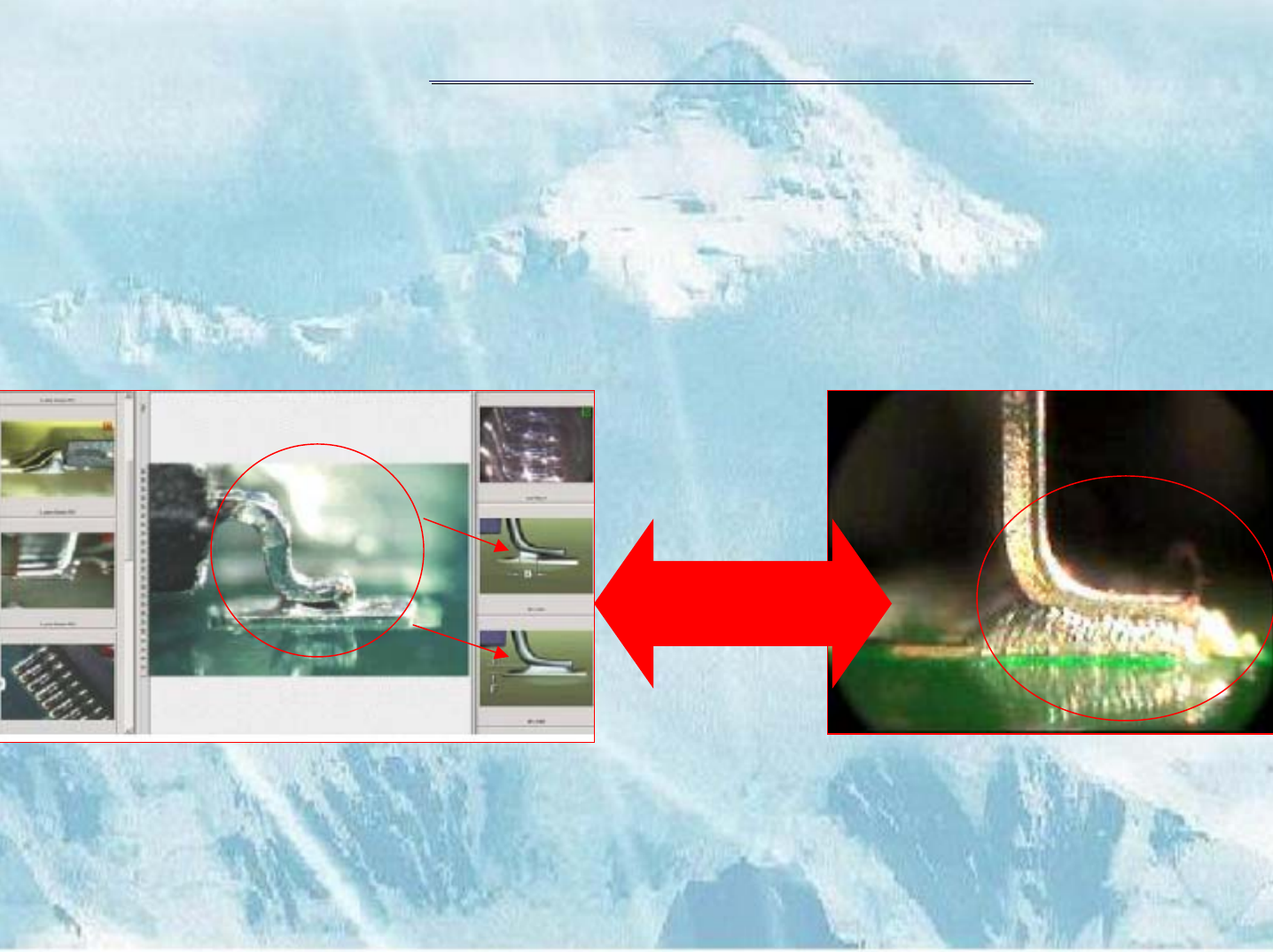
较为严重的情况是由于设定的温度不够,PCB表面锡膏的焊接温度不能达到锡膏
内金属焊料发生相变所必须达到的温度,从而导致焊点处冷焊现象的产生。
或者讲由于温度不够,锡膏熔融时内部的一些残留助焊剂得不到挥发,在经
过冷却时沉淀在焊点内部,造成焊点的光泽暗淡。另一方面,由于锡膏本身
性质较差,即使其它的相关条件能够达到曲线的要求,但是焊接后的焊点的
机械性以及外观不能达到焊接工艺的要求。
引脚上锡不良,
机械强度差
2004-10-7 GS SERIES 133
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
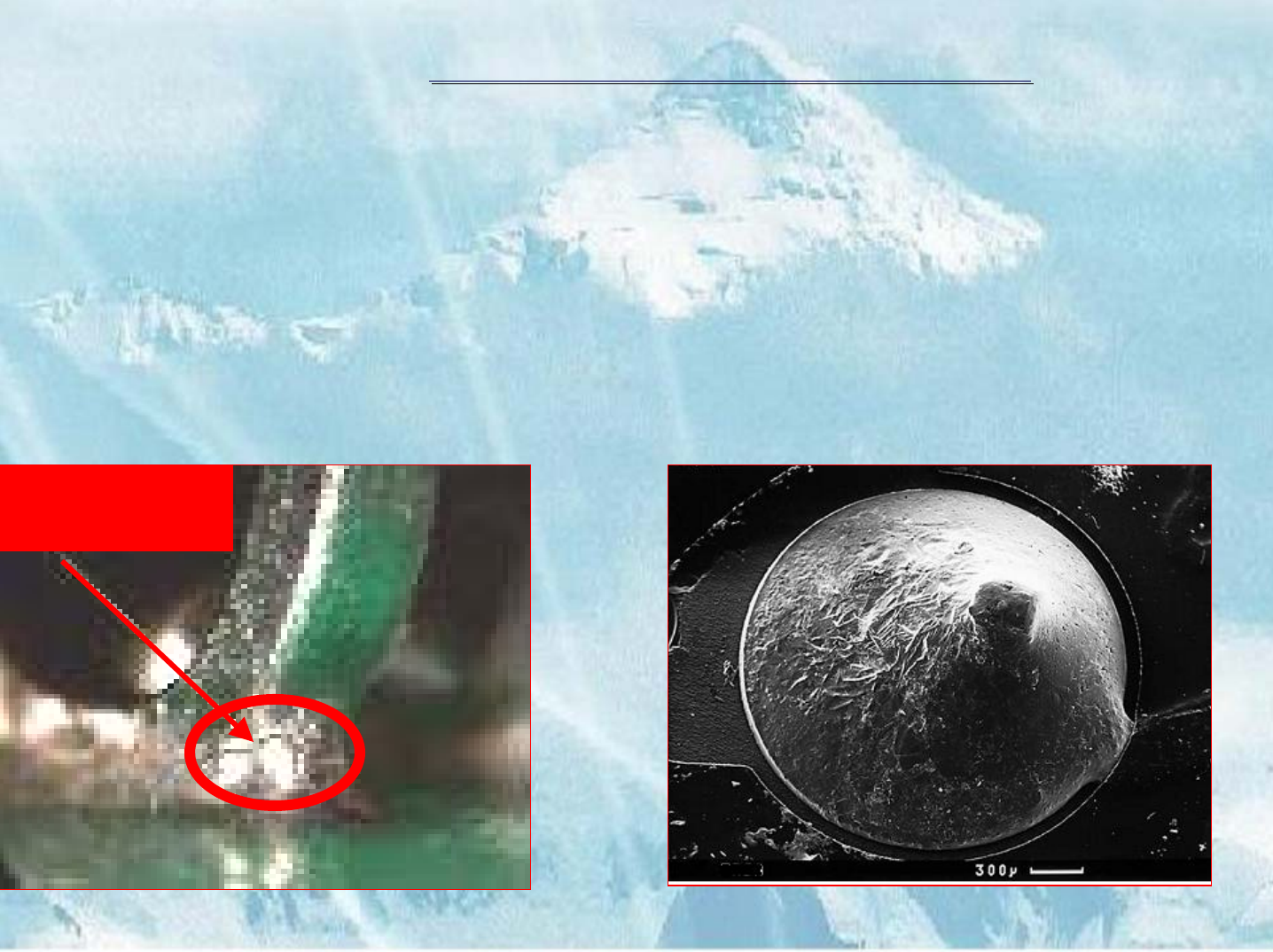
冷却
在无铅回流焊接工艺中,元件的升温速率与降温速率是两个重要的技术指标。由
于无铅焊接的普及,制冷的重要性被日益受到重视。无铅工艺中,由于无铅
焊锡的共相区过长,焊点表面易氧化,易产生裂痕;另一方面由于高温状态
下的锡与PCB在冷却时两者的冷却速率不一致,会造成焊盘与PCB板的剥离
。
而在强制制冷的环境下,使焊点快速脱离高温区,就可以避免上述情况的出
现。就目前一些客户来看,所要求的冷却速率为4-8℃/S。
产生裂缝,
强度变低