GS系列机型 - 第141页
2004-10-7 GS SERIES 141 GS SERIES GS SERIES 无铅回流焊 无铅回流焊 另一 方面 由于 氮气 的高 膨胀特性导致炉内气流的紊乱也是可能产生立碑的一个原 因. 正因 为这 些原 因, 在回 流 焊接 工艺 里,当氮气P PM越低,上叙情况也越明显,(一般正 常维持1000PPM) 适度的氮气氛围 即可保障焊接效果
2004-10-7 GS SERIES 140
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
4、 氮气过量。(此内容保留,属个人观点)
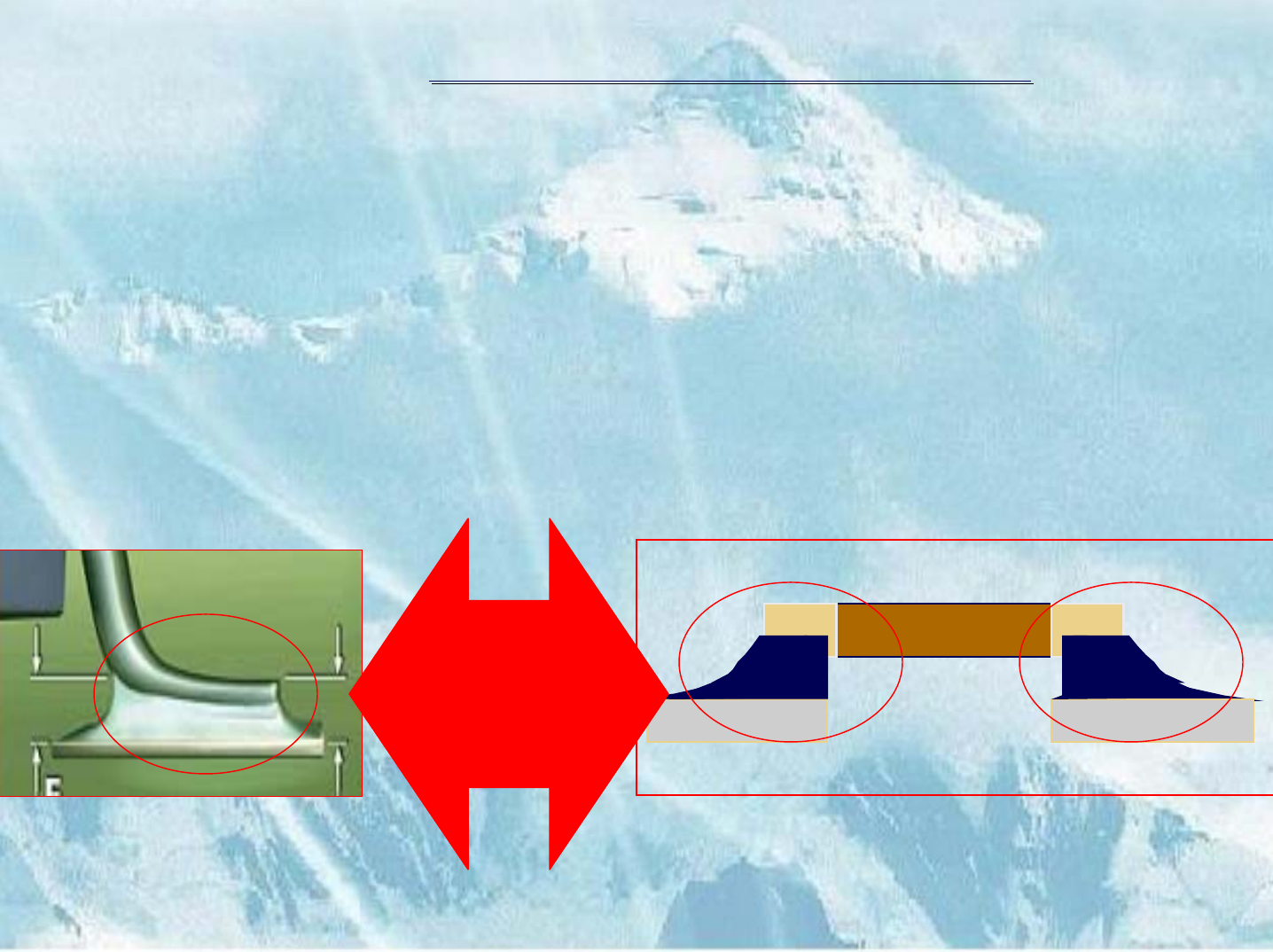
处于氮气氛围内的元器件,受元件本体因素的影响较大(同一元件引脚都存在轻微
的氧化):
当共处于大气氛围时,其升温速率和润湿强度大致能保持一致.
当处于氮气氛围时,其升温速率夜可保持一致,但润湿强度将发生大比例拉开.未氧
化或极轻度氧化的元件及焊盘润湿性能得到大幅提升,能快速与焊盘润湿.而氧
化相对氧化重的元件引脚及焊盘润湿性能得不到有效的提升.这势必导致两者
的钎接过程出现时差,而这正是立碑产生的重要过程.
同一元件的待
焊点需保持一
致的升温速率
及润湿强度
2004-10-7 GS SERIES 141
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
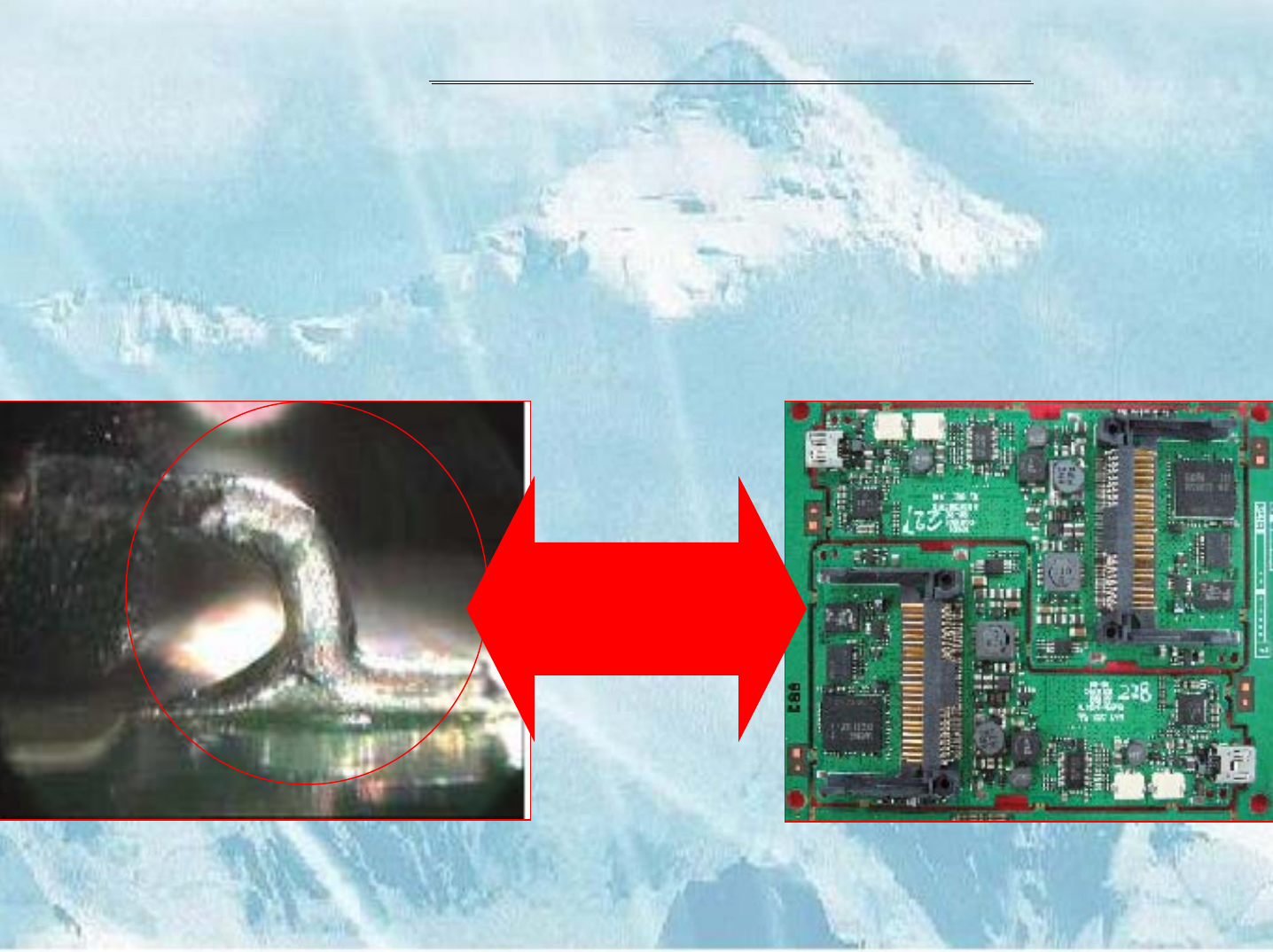
另一方面由于氮气的高膨胀特性导致炉内气流的紊乱也是可能产生立碑的一个原
因.
正因为这些原因,在回流焊接工艺里,当氮气PPM越低,上叙情况也越明显,(一般正
常维持1000PPM)
适度的氮气氛围
即可保障焊接效果
2004-10-7 GS SERIES 142
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
虚焊
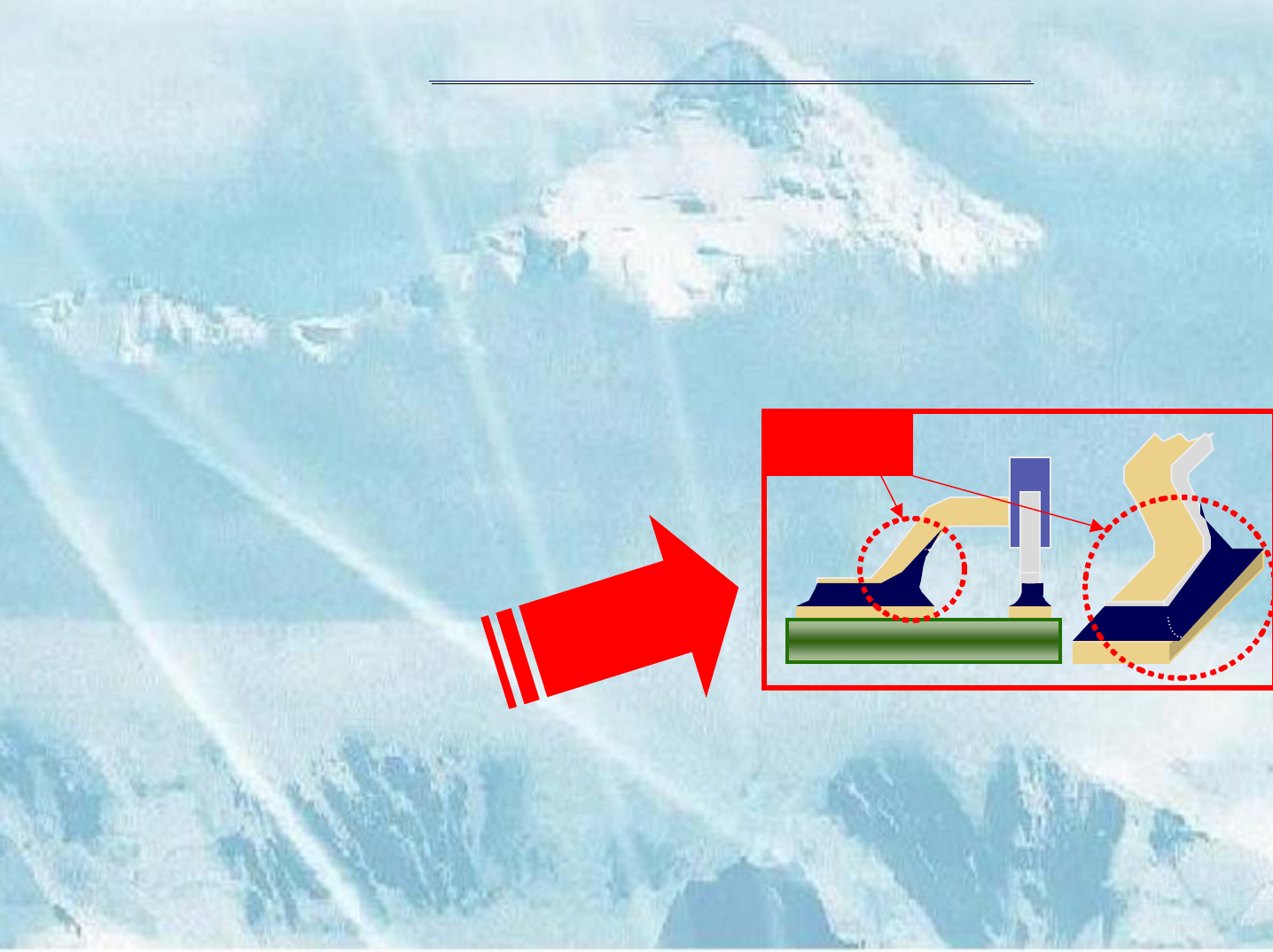
虚焊形成的本质是润湿不良,在实际生产中形成原因大致有下面三个原因:
1、 温度低:
由于设置温度太低或其它原因造成温区温度过低,助焊剂的活性得不到释放或锡
膏的相变温度没有达到所造成的问题。
OK
低
温
将
导
致
润
湿
不
良