GS系列机型 - 第69页
2004-10-7 GS SERIES 69 GS SERIES GS SERIES 无铅回流焊 无铅回流焊 H 、检查260卡输出信号线423 、 634是否松动; I 、检查控制回路中各接线处有 无松动。 J 、确认上述情况后 上电试 机, 观察。 备注: 在有一些特殊环境下,静电或 磁场 会对解码器的输出信号线710 有干扰,造成显示不稳定,可将解 码器的屏蔽线接地,这样也可以解 除干扰。 0 . 1 -2 . 5 V D C 输…
2004-10-7 GS SERIES 68
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
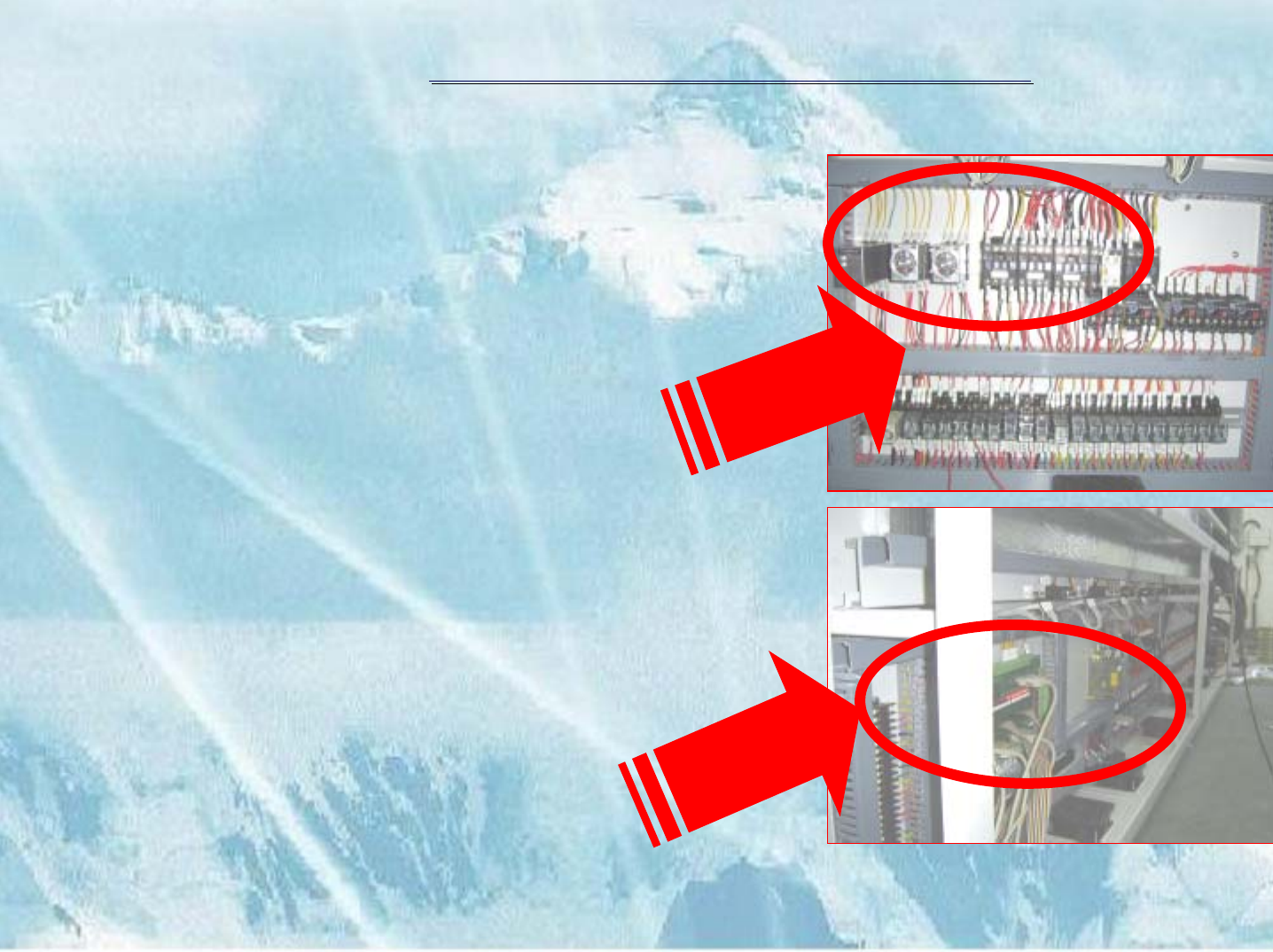
维修流程:A、检查适配板有无输出信
号及电压输出(线号662);
B、检查继电器CR1工作是否
正常,触点接触是否良好;
C、检查电磁接触器MS1工作
是否正常,热继电器有否跳闸;
D、检查DV1234调速器输入电
压是否正常;
E、检查DV1234调速器输出电
压是否正常;
F、检查马达信号线422、423
电压是否正常;
G、检查解码器信号线710是否
松动;
控制
回
路
主
回路

2004-10-7 GS SERIES 69
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
H、检查260卡输出信号线423、
634是否松动;
I、检查控制回路中各接线处有
无松动。
J、确认上述情况后上电试机,
观察。
备注: 在有一些特殊环境下,静电或
磁场会对解码器的输出信号线710
有干扰,造成显示不稳定,可将解
码器的屏蔽线接地,这样也可以解
除干扰。
0
.
1
-2
.
5
V
D
C
输
出
2004-10-7 GS SERIES 70
GS SERIES
GS SERIES
无铅回流焊
无铅回流焊
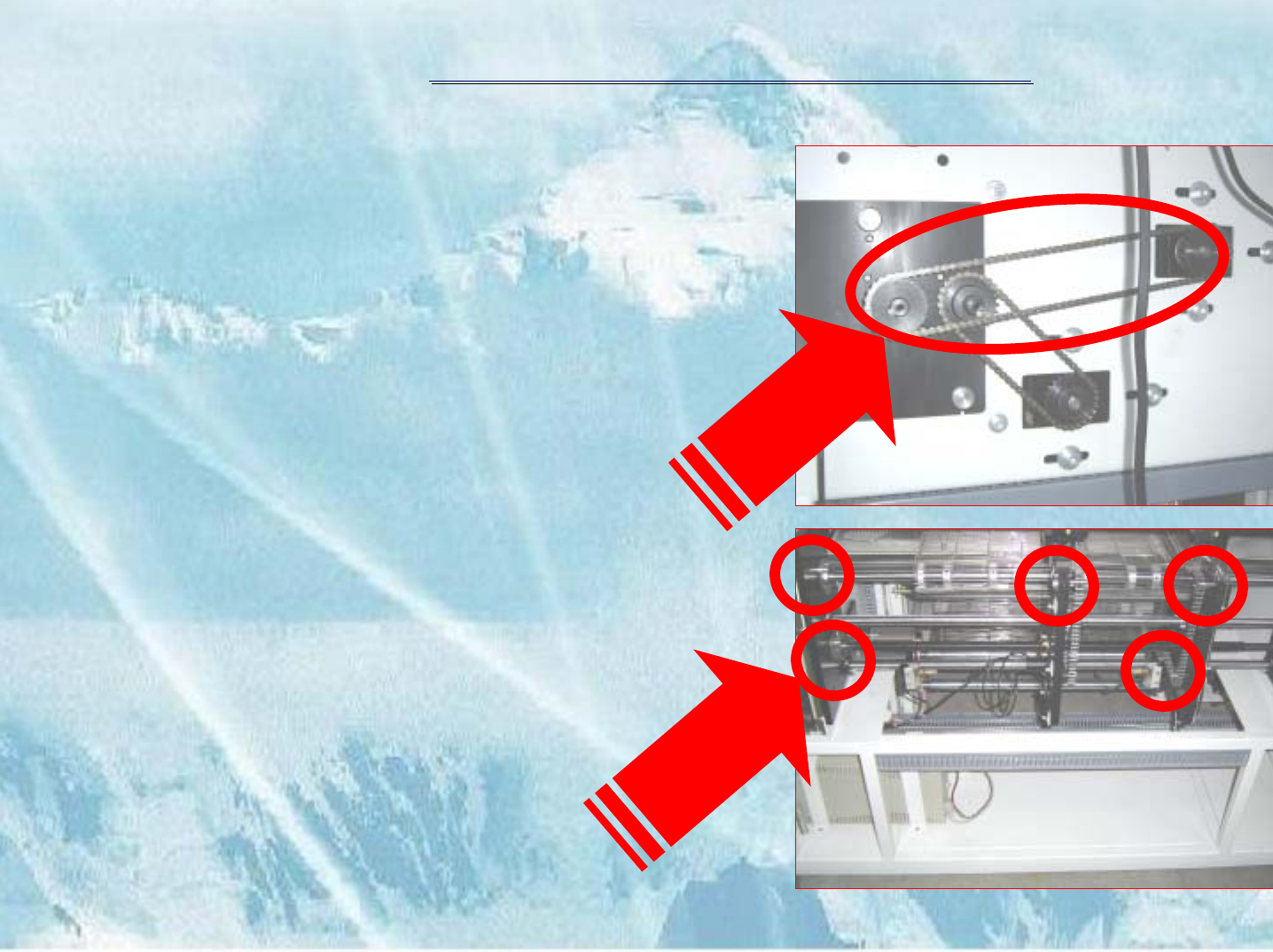
相关因素:机械部件故障。
具体表现:链网运行中有抖动或跳动。
解决方案:检查所有机械传动部件,
确认各轴承及齿轮啮合部位是否顺
畅。
维修流程:A、检查主传动齿轮的定位
机米有无松动;
B、检查出口和入口的导向轮内
的轴承有无卡死;
C、检查主传动轴的定位轴承有
否转动不灵活;
D、检查轨道内有无异物堆积;
E、处理完以上流程后上电试机
并观察。
确
认
行
走
顺
畅
确
认
相
关
轴
承