00195760-0102_UM_D3_SR605_EN.pdf - 第215页
User Manual SIPLACE D3 4 Setting up and commissioning From software version SR.605.xx 07/2008 EN Edition 4.3 Setting up the machine 215 4.3.9 Fitting the input conveyor 4.3.9.1 T ools – Allen keys, DIN 91 1, set – Philli…
4 Setting up and commissioning User Manual SIPLACE D3
4.3 Setting up the machine From software version SR.605.xx 07/2008 EN Edition
214
4.3.8.3 Fitting the axis unit
→ Carefully lift the axis unit onto the rail in the extension kit.
→ Make sure that you do not squash any cables.
→ Push the axis unit into the extension kit as far as the stop.
→ Secure the axis unit with the fillister head screw.
→ Insert the cover.
→ Fix the grounding cable to the doors (item 2 in Fig. 4.3 - 8
, page 207),
as shown in Fig. 4.3 - 9
on page 210.
→ Lock the doors.
4.3.8.4 Fitting the side plates
→ Fix the grounding cable to each side plate (item 6 in Fig. 4.3 - 8, page 207), as shown in Fig.
4.3 - 9
page 210.
→ Fix the side plate to the machine frame with 6 fillister head screws.
PLEASE NOTE 4
If you have dismantled the output conveyor, continue from Section 4.3.9
" Fitting the input con-
veyor" on page 215.
Once the input conveyor is fitted, then continue the assembly work from Section 4.3.14
"Fitting
the indicator lamps" on page 232.
User Manual SIPLACE D3 4 Setting up and commissioning
From software version SR.605.xx 07/2008 EN Edition 4.3 Setting up the machine
215
4.3.9 Fitting the input conveyor
4.3.9.1 Tools
– Allen keys, DIN 911, set
– Phillips screwdriver, size 1
4.3.9.2 Assembly
4
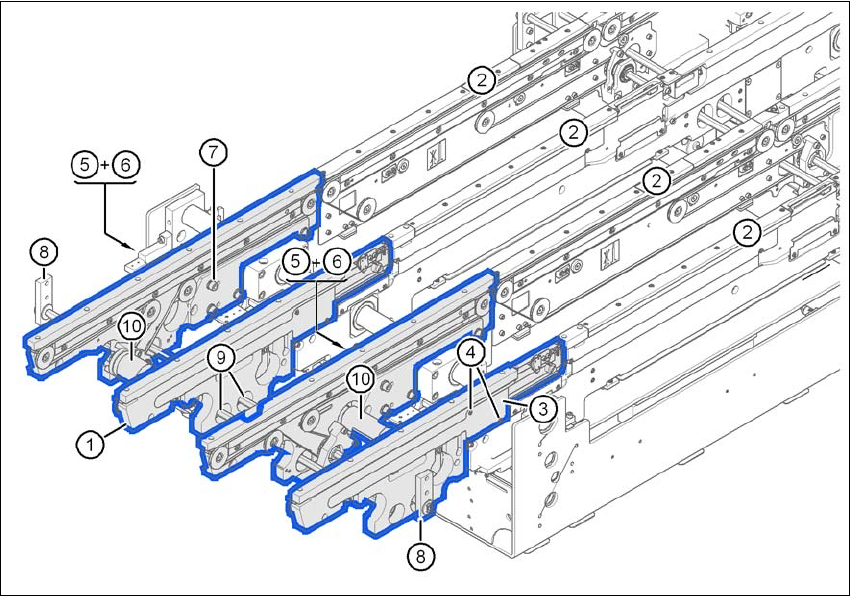
Fig. 4.3 - 12 Input conveyor - dual conveyor
(1) Rail, input conveyor
(2) Rail, processing conveyor 1
(3) Cable cover 20 x 200
(4) Countersunk screw, ISO 7046, M3x6, 2x per cable cover
(5) Cable cover 20 x 310
(6) Fillister head screw DIN 912, M3x5, 1x per cable cover
(7) Fillister head screw DIN 912, M6x16, and washer, 4x per rail
(8) Guide for hexagonal shaft
(9) Hexagonal shaft (single conveyor: one, dual conveyor: two)
(10) Drive unit
4 Setting up and commissioning User Manual SIPLACE D3
4.3 Setting up the machine From software version SR.605.xx 07/2008 EN Edition
216
→ Remove the cable covers (items 3 and 5 in Fig. 4.3 - 12, page 215) from the input conveyor
(item 1 in Fig. 4.3 - 12
, page 215).
→ Carefully place the rail (item 1 in Fig. 4.3 - 12
, page 215) against the rail on the processing
conveyor (item 2 in Fig. 4.3 - 12
, page 215).
CAUTION 4
Be careful not to cut through any of the light barrier or drive motor cables.
→ Fix each rail using 4 fillister head screws M6x16 and the associated washers (item 7 in Fig.
4.3 - 12
, page 215).
→ Connect the power cable to the light barriers and drive motors.
→ Fix the cable covers in place (item 3 and 5 in Fig. 4.3 - 12
, page 215).
→ Introduce the hexagonal shaft (item 9 in Fig. 4.3 - 12
, page 215) into the drive unit (item 10 in
Fig. 4.3 - 12
, page 215).
→ Make sure that the hexagonal shaft guide (item 8 in Fig. 4.3 - 12
, page 215) always points
towards the conveyor side wall to which the drive unit (item 10 in Fig. 4.3 - 12
, page 215) is
fixed.