OM-1351-003_w.pdf - 第59页
6-10 Tg1356-ID-SO 0609-003 塗布確認 しない 、 使用する (100 %)、 使用する (80 %)、 使用する (60 %) 塗布確認の使用するかしないかを選択します。 停留時間 [ 秒 ] フラックス塗布時の下至点停留時間を設定します。 • 単位: 秒 • データの設定範囲: 0.00 ~ 1.00 [ 秒 ] 下降減速 [%] L 軸下降時の 2 段目の減速値を設定します。 下図はドラム塗布面に対しての …
6-9
Tg1356-ID-SO
0609-003
[2] フラックス塗布データ
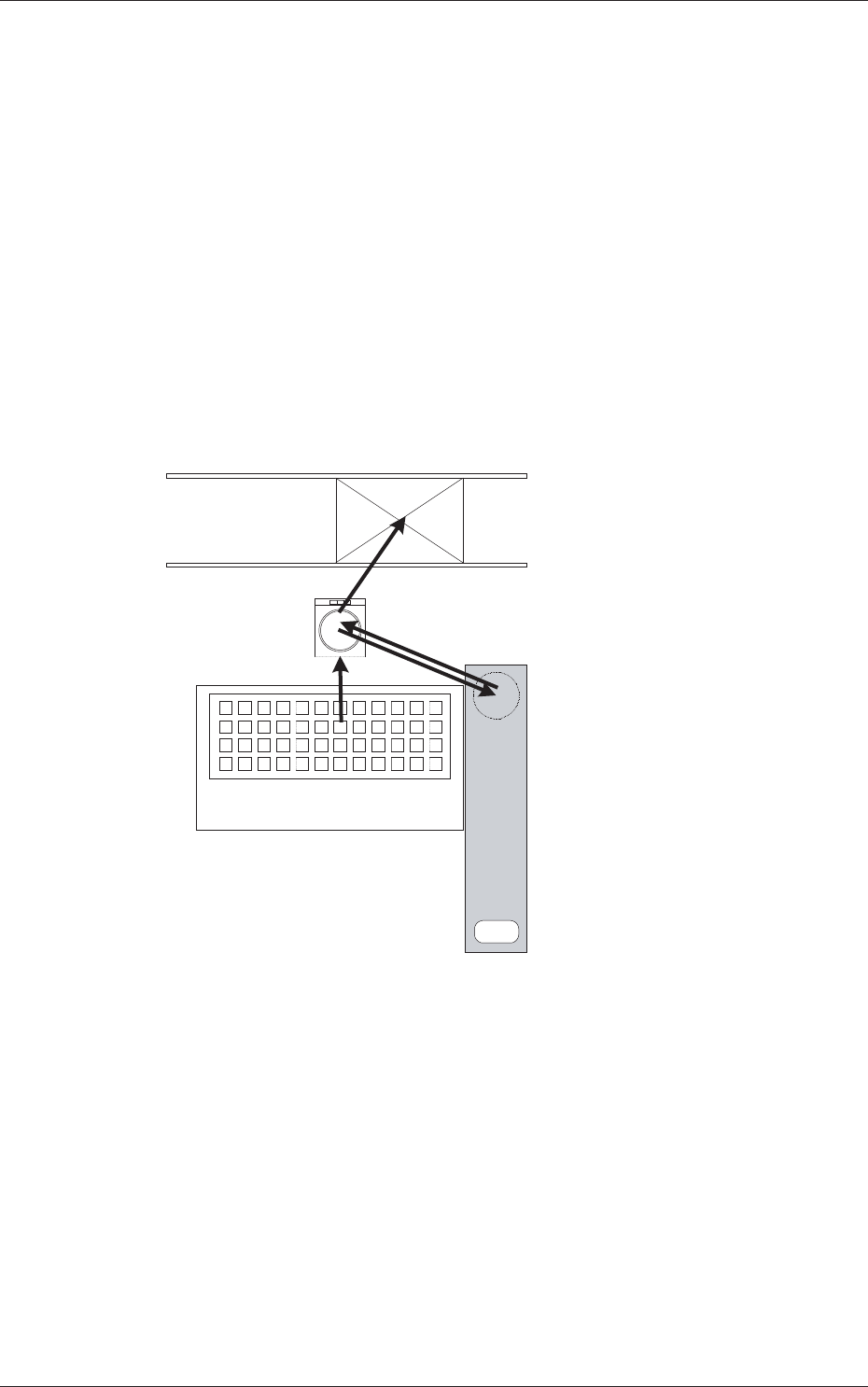
動作モード
“動作モード”を設定します。
外形認識 : ボール + 外形 → 塗布 → 外形
バンプ認識 : ボール → 塗布 → ボール
•
外形認識モード
フラックス塗布後にバンプ認識ができない場合は、このモー
ドを使用します。
フラックス塗布前にバンプ認識と外形認識を行い、塗布後に
再度外形認識を行います。
塗布前後の外形認識の位置関係により、バンプ位置を算出し
装着動作を行います。
多段トレイフィーダ
3.フラックス塗布
1.部品吸着
2.部品認識
(バンプ、外形)
4.部品認識(外形)
5.装着
フラックス塗布装置
Fig.28
•
バンプ認識モード
フラックス塗布後でも、バンプ認識できる場合はこのモード
を使用します。
“2. 部品認識 ( バンプ、外形 )”、“4. 部品認識 ( 外形 )”で
それぞれバンプ認識を行います。
6.2 部品ライブラリ
6-10
Tg1356-ID-SO
0609-003
塗布確認
しない 、使用する (100 %)、使用する (80 %)、使用する (60 %)
塗布確認の使用するかしないかを選択します。
停留時間 [ 秒 ]
フラックス塗布時の下至点停留時間を設定します。
•
単位:秒
•
データの設定範囲:0.00 ~ 1.00 [ 秒 ]
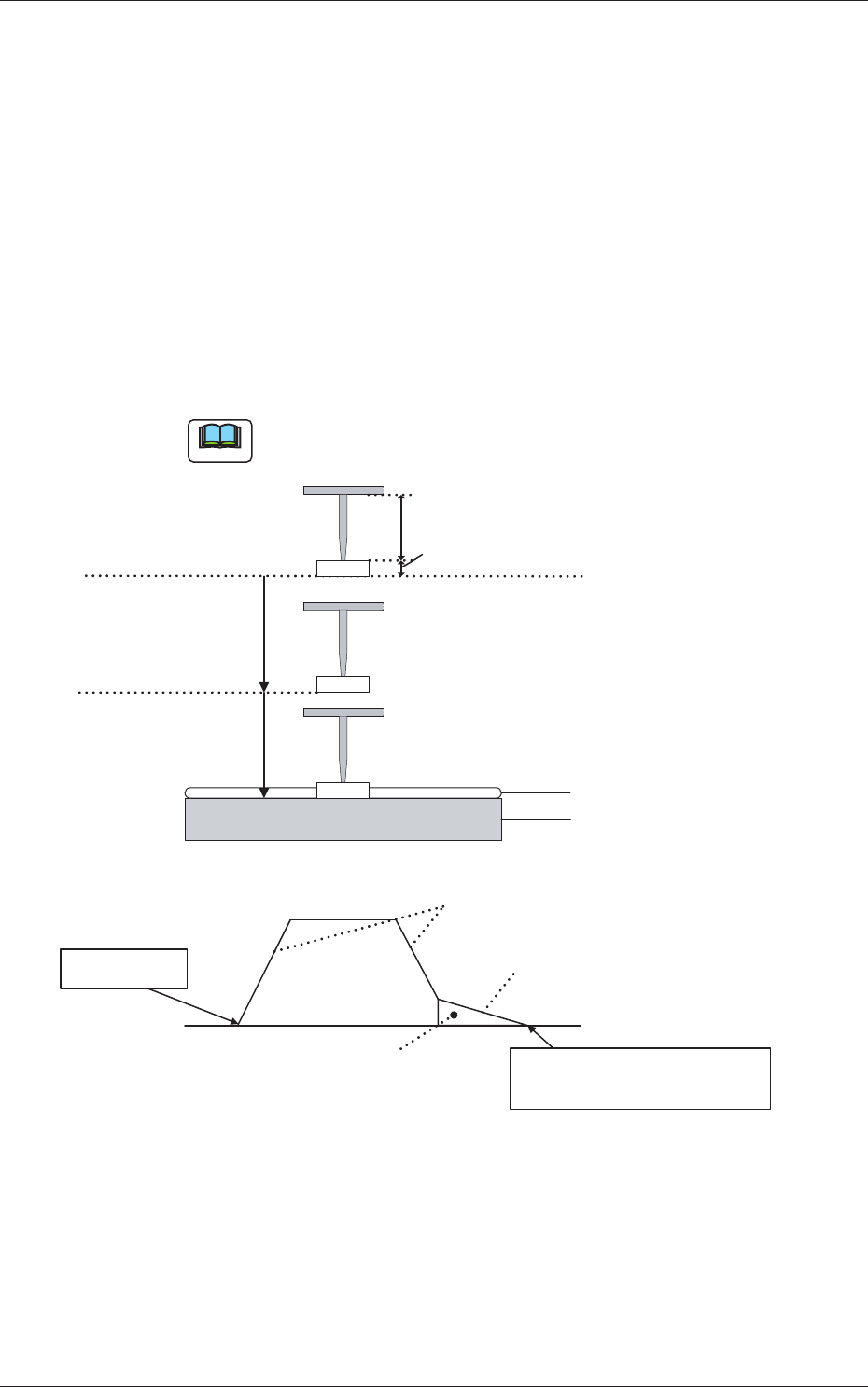
下降減速 [%]
L 軸下降時の 2 段目の減速値を設定します。
下図はドラム塗布面に対しての L 軸制御方式を表しています。
ノート
L 軸下降時の 1 段目の減速は、“装着減速 下降 [%]”が適応し
ます。
上パスライン
または
下パスライン
ノズル長
部品厚み(t)
装着減速 下降1 [%]
フラックス塗布データ
下降減速 [%]
フラックス(膜厚:数10μm)
ドラム (回転ディスク)
L軸下降開始
装着減速
下降1
フラックス塗布データ
下降減速
フラックス塗布データ
下降ストローク移動量
L軸位置決め完了
ドラム(回転ディスク)設置面
Fig.29
6.2 部品ライブラリ
6-11
Tg1356-ID-SO
0609-003
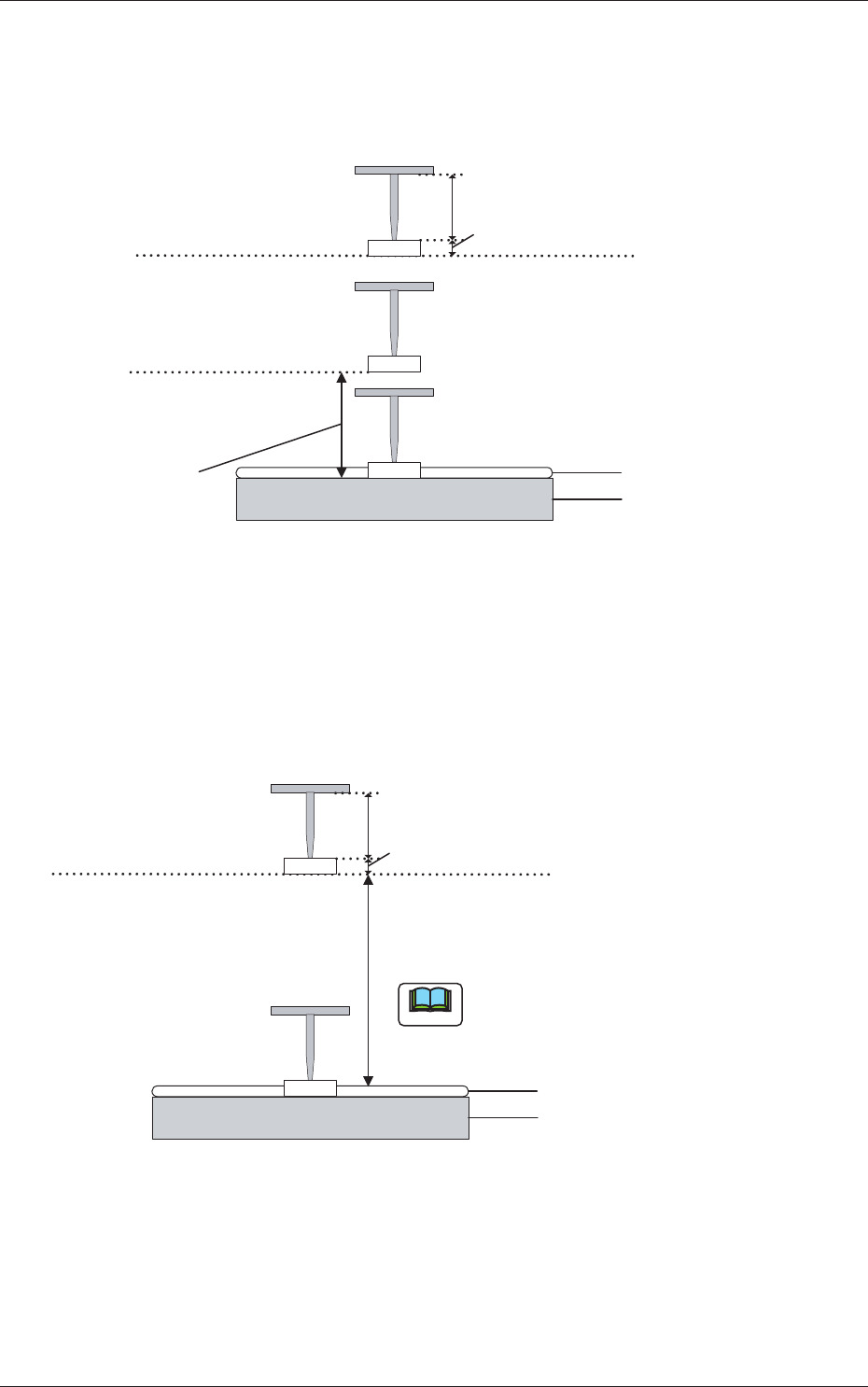
下降減速ストローク [mm]
下降減速時のストローク領域を設定します。
下図はドラム ( 回転ディスク ) 塗布面に対しての L 軸制御方式
を表しています。
上パスライン
または
下パスライン
ノズル長
部品厚み(t)
フラックス塗布データ
下降ストローク [
mm]
フラックス(膜厚
:数10μm)
ドラム (回転ディスク)
Fig.30
•
データの設定範囲:0.0 ~ 0.3 [mm]
上昇減速 [%]
L 上昇時の減速値を設定します。
下図はドラム ( 回転ディスク ) 塗布面に対しての L 軸制御方式
を表しています。
ノズル長
部品厚み(t)
フラックス(膜厚:数
10μm)
ドラム (回転ディスク)
フラックス塗布データ
上昇減速 [%]
ノート
上記の値が吸着上昇減速より大きい場合、
吸着上昇減速の値を使用します。
Fig.31
6.2 部品ライブラリ