IPC J-STD-001E CN 焊接的电气与电子组件要求 2010年4月.pdf - 第15页
1.7 优先顺序 合 同 总 是 优先 于本 标准、引用标准和 图 纸 。 1.7.1 冲突 如 果 本 标准的要求 与 适 用的组装 图 / 文 件 之 间 发 生 冲突 ,以 用户 批 准的 适 用组装 图 / 文 件 为 准 。如 果 本 标准内 容 与本 标准引用 文 件不一 致,以本 标准 为 准 。如 果 本 标准的要求 与 用户 尚 未 批 准的组装 图 或 文 件 相 冲突 ,以本 标准 为 准 。 当 合 同 引用或要…

例:
[A1P2D3]是1级可接受,2级制程警示,3级缺陷。
[N1D2D3]是1级未建立要求,2级和3级均为缺陷。
[A1A2D3]是1级和2级均可接受,3级缺陷。
[D1D2D3]是对所有级别都是缺陷。
对于1级产品是缺陷的特征意味着对于2级和3级产品也是缺陷。对于2级产品是缺陷的特征意味着对
于3级产品也是缺陷,但对于可采用较低标准要求的1级产品可能不是缺陷。
“应该”
一词反映了推荐性规定,用于反映仅作为指南的业界普遍采用的惯例和程序。
⽰意图和插图⽤于帮助解释本标准所述的⽂字要求。⽂字总是优先于图表。
IPC-HDBK-001是本标准的配套文件,它由IPC技术委员会汇编,包含了与本标准有关的说明和指导
性信息,尽管这份手册不是本标准的一部分,但认为本标准不够明确时,读者可将这份手册作为辅
助资料查阅。
当段落旁出现航天飞机符号,表明J-STD-001E的单行本J-STD-001ES《航天应用电子部件》对这一
段
有不同的要求。J-STD-001ES标准不适用,除非采购文件明确要求采用该单行本。
1.5.1 部件缺陷和制程警⽰ 部件特性或状况不符合本标准要求时,可将其分类为部件缺陷或部件
制程警示。
缺陷是可能会影响产品在最终使用环境下的外观、装配或功能的状况,或由制造商规定的其他风险
因素(见1.8.5节)。缺陷应当[D1D2D3]由制造商在设计、服务和客户要求的基础上鉴定、文档化和处
置。处置是确定如何处置缺陷产品,包括但不仅限于返工、报废、照常使
用或维修。
制程警示是材料、设备操作、工艺要求或制程发生变化而导致的一种状况(不是缺陷),但不影响外
观、装配、或产品的功能。本标准末列出所有的制程警示。应该监控部件的制程警示数据(见11.3
节),但部件无需处置。
用户(见1.8.13节)有责任定义适用于产品的其他缺陷或特有缺陷,而制造商(见1.8.5节)有责任鉴
别其组装过程中特有的缺陷和制程警示(见1.13.2节)。
1.5.2 材料和⼯艺不符合 由于所采用材料或工艺不符合本标准要求,而发现生产的部件有缺陷,
应当[D1D2D3]对这些部件进行处置。这种处置应当[D1D2D3]考虑到不符合对部件
功能的潜在影响,
如部件可靠性和设计寿命(使用寿命)等。
注:材料和工艺不符合,不同于部件缺陷或部件制程警示,材料/工艺不符合通常不会导致部件外
观明显变化,但会影响部件的性能,例如被污染的焊料、焊料合金成分不正确(根据图纸或程序)
等。
1.6 ⼀般要求 使用本标准时,要求协商确定产品所属的等级。如果用户和制造商未协商确定且文
档化验收等级时,制造商可以确定产品等级。
本标准所述焊接操作、设备和状况的前提是电气/电子电路已按表1–1所列规范进行了设计
和生产。
2010年4月IPC J-STD-001E-2010
2
--`,,,,`,`,,`,```,,`,``````,,`,-`-`,,`,,`,`,,`---
1.7 优先顺序 合同总是优先于本标准、引用标准和图纸。
1.7.1 冲突 如果本标准的要求与适用的组装图/文件之间发生冲突,以用户批准的适用组装图/
文件为准。如果本标准内容与本标准引用文件不一致,以本标准为准。如果本标准的要求与用户尚
未批准的组装图或文件相冲突,以本标准为准。
当合同引用或要求采用IPC J-STD-001时,如果没有特别要求,不采用IPC-A-610的要求
。当IPC-A-
610或其它相关文件与IPC J-STD-001一起被引用时,应当[D1D2D3]在采购文件中规定采用的优先顺
序。
注:当IPC-A-610作为J-STD-001的配套文件使用时,J-STD-001和IPC-A-610的修订版本应该一
致,如J-STD-001D和IPC-A-610D。同时使用不同修订版本的两份标准时,要求可能会不对应。
用户(客户)有责任明确规定验收要求。如果没有规
定、要求或引用验收要求,那么采用最佳的制
造惯例。
1.7.2 引⽤条款 当本标准中的某条款被引用时,其子条款也适用。
1.7.3 附录 本标准中的附录不作为本标准的要求,除非适用的合同、组装图纸、文件或采购定单
有具体明确地要求。
1.8 术语和定义 除了下列术语之外,本标准所用其它术语的定义均与IPC-T-50一致。
1.8.1 缺陷 不符合本标准要求的状况,或由制造商确定的其它风险因素(见1.8.5节)。
1.8.2 处置 应该如何处理缺陷的决定。处置包括但
不限于返工、照常使用、报废或维修。
1.8.3 电⽓间隙 在本标准中,未绝缘非公共导体(如导电图形部分、材料、部件或残留物)间的
最小间距称为“最小电气间隙”。此要求在适用的设计标准、或批准文件、或受控文件中规定。绝缘
材料需要提供足够的电气隔离。在缺少已知设计标准情况下,可采用附录B(引自IPC-2221)。
1.8.4 ⾼电压 术语“高电压”随设计和应用场合不同而不同,本文件中的高电压要求只在图纸或
采购文件有特别要求
时才适用。
1.8.5 制造商(组装⼚) 为确保组件完全符合本标准要求,负责制定组装工艺和必要验证操作的
个人、组织或公司。
1.8.6 客观证据 以硬拷贝、电脑数据、视频或其他媒介形式存在的文件。
表1–1 设计和制造规范
印制板类型 设计规范 制造规范
通用要求 IPC-2221 IPC-6011
刚性印制板 IPC-2222
IPC-6012
IPC-A-600
挠性印制板 IPC-2223 IPC-6013
刚挠性印制板 IPC-2223 IPC-6013
2010年4月 IPC J-STD-001E-2010
3
--`,,,,`,`,,`,```,,`,``````,,`,-`-`,,`,,`,`,,`---
1.8.7 过程控制 为了满足或超过质量和性能目标,而不断地采取措施控制作业,以减少过程或产
品异常波动的体系或方法。
1.8.8 制程警⽰ 由材料、设备操作、工艺变化而引起的可检测到的异常现象,但其不是缺陷。
1.8.9 熟练程度 依照本标准详细规定的要求和验证工艺程序完成任务的能力。
1.8.10 焊接终⽌⾯ 焊料经过镀覆孔流向的印制电路板(PCB)面。
1.8.11 焊接起始⾯ 在其上施加焊料的印制电路板(PCB)面。
1.8.12 供应商 为制造商(组装厂)提供部件(电子产品、机电产品、机械产品、印制板等)和/
或材料(焊料、助焊剂、清
洗剂等)的个人、组织或公司。
1.8.13 ⽤户 负责以合同形式采购电气/电子部件等产品,并指明其权力的个人、组织、公司或代
理机构,有权定义产品等级、更改或限制本标准要求(也就是规定详细需求合同的制定者/管理
者)。
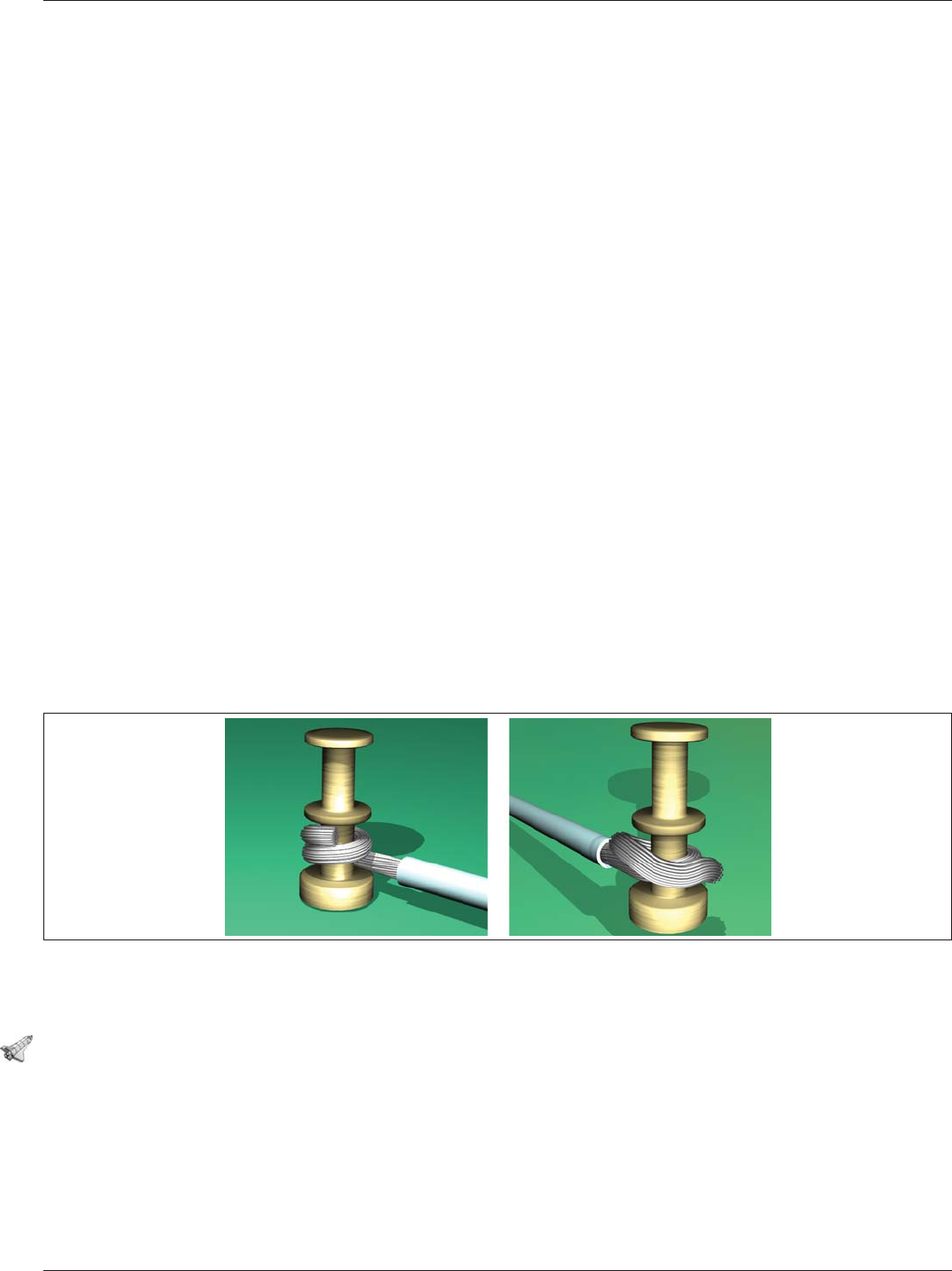
1.8.14 导线过缠绕 导线或引线缠绕接线柱柱干超过360°后,仍接触接线柱柱干,称之为导线过
缠绕,见图1–1。
1.8.15 导线重叠 导线或引线缠绕接线柱柱干超过360°后,与自身重叠,即未继续保持与接线柱
柱干接触,称之为
导线重叠,见图1–2。
1.9 要求下传 当合同要求采用本标准时,本标准的相应要求(包括产品分级 – 见1.3节)应当
[D1D2D3]强制用于所有适用的子合同、组装图、文件和采购定单。除非另有规定,本标准对现货供
应(COTS或目录)的组件或子组件的采购不作强制要求。
当一个零部件已由其他某规范充分规定时,只有在必须符合最终产品要求的情况下,本标准才强制
用于对该零部件的生产制造。若不清楚标准下传到何处应该
停止,制造商有责任与用户一起协议确
定。
如组件(即子板)通过采购获得,组件应该满足本标准的要求。如果组件是由同一制造商生产,焊
接要求要符合总组件合同规定。
图1–1 过缠绕 图1–2 重叠
IPC-001e-1-001-2
2010年4月IPC J-STD-001E-2010
4
--`,,,,`,`,,`,```,,`,``````,,`,-`-`,,`,,`,`,,`---