OM-1668-001w_FX-G200.pdf - 第40页
18 OM-1668 1010-001 3.5 助焊剂更换步骤 Procedure (1) 清扫旋转盘、刮板部分。 (2) 更换注射器。 (3) 拆卸助焊剂供给管,用工业酒精清扫。 (4) 使用空气取出内部的助焊剂、工业酒精,之后,将供给管安装到单元。 (5) 在旋转盘供给助焊剂,再次教示助焊剂量。 3.5 助焊剂更换步骤

17
OM-1668
1010-001
(6)按下 [ 转动旋转盘 ] 按钮,转动旋转盘,形成助焊剂膜。
Notice
请转动旋转盘一分钟以上。
此时,请确认刮板的助焊剂在滚动。
助焊剂的量保持在刮板高度的一半左右。
由于量少而停止转动时,请供给助焊剂。
(7)确认稳定转动,教示助焊剂量。
( 打开助焊剂涂敷单元后部传感器的灰尘盖,转动旋转盘的同时按下传
感器的 [SET] 按钮。此时,助焊剂量的传感器值为阈值。)
3.4 助焊剂形成膜厚度调整步骤

18
OM-1668
1010-001
3.5 助焊剂更换步骤
Procedure
(1)清扫旋转盘、刮板部分。
(2)更换注射器。
(3)拆卸助焊剂供给管,用工业酒精清扫。
(4)使用空气取出内部的助焊剂、工业酒精,之后,将供给管安装到单元。
(5)在旋转盘供给助焊剂,再次教示助焊剂量。
3.5 助焊剂更换步骤
19
OM-1668
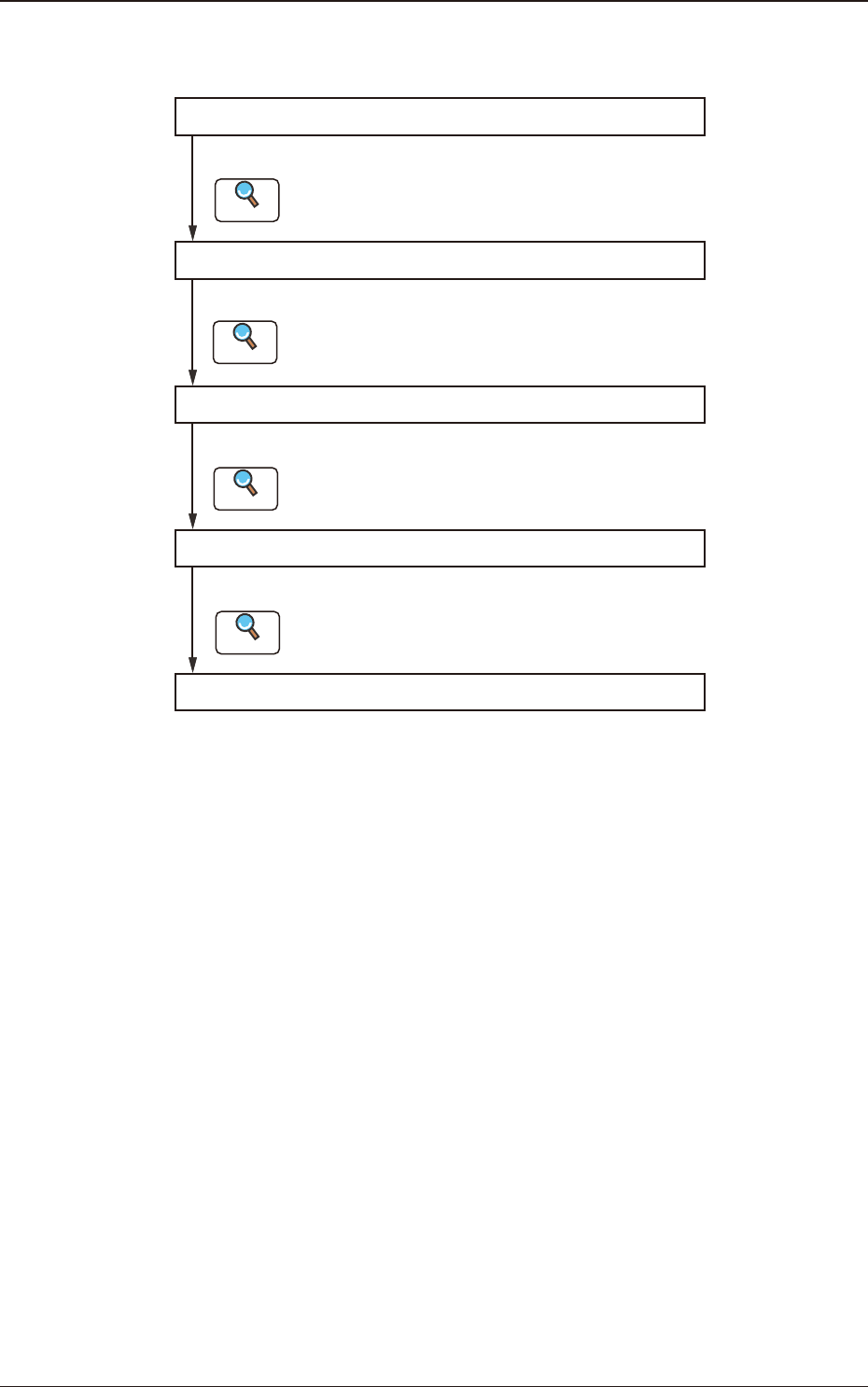
4. 助焊剂涂敷单元设定步骤
元件数据库的设定
线路板程序的设定
助焊剂涂敷元件识别测试
自动运行
运行方式的设定
•
进行元件数据库的设定。
详细内容请参照
“
5.1 元件数据库
”
。
•
进行线路板程序的设定。
详细内容请参照
“
5.2 线路板程序
”
。
•
通过助焊剂涂敷元件识别测试进行确认。
详细内容请参照
“
6.1
助熔剂 ( 助焊剂 ) 涂敷元件识别测试
”
。
•
进行运行方式的设定。
详细内容请参照
“
6.2
“
运行方式
”
菜单
”
。
4. 助焊剂涂敷单元设定步骤
1010-001
Reference
Reference
Reference
Reference