OM-1668-001w_FX-G200.pdf - 第42页
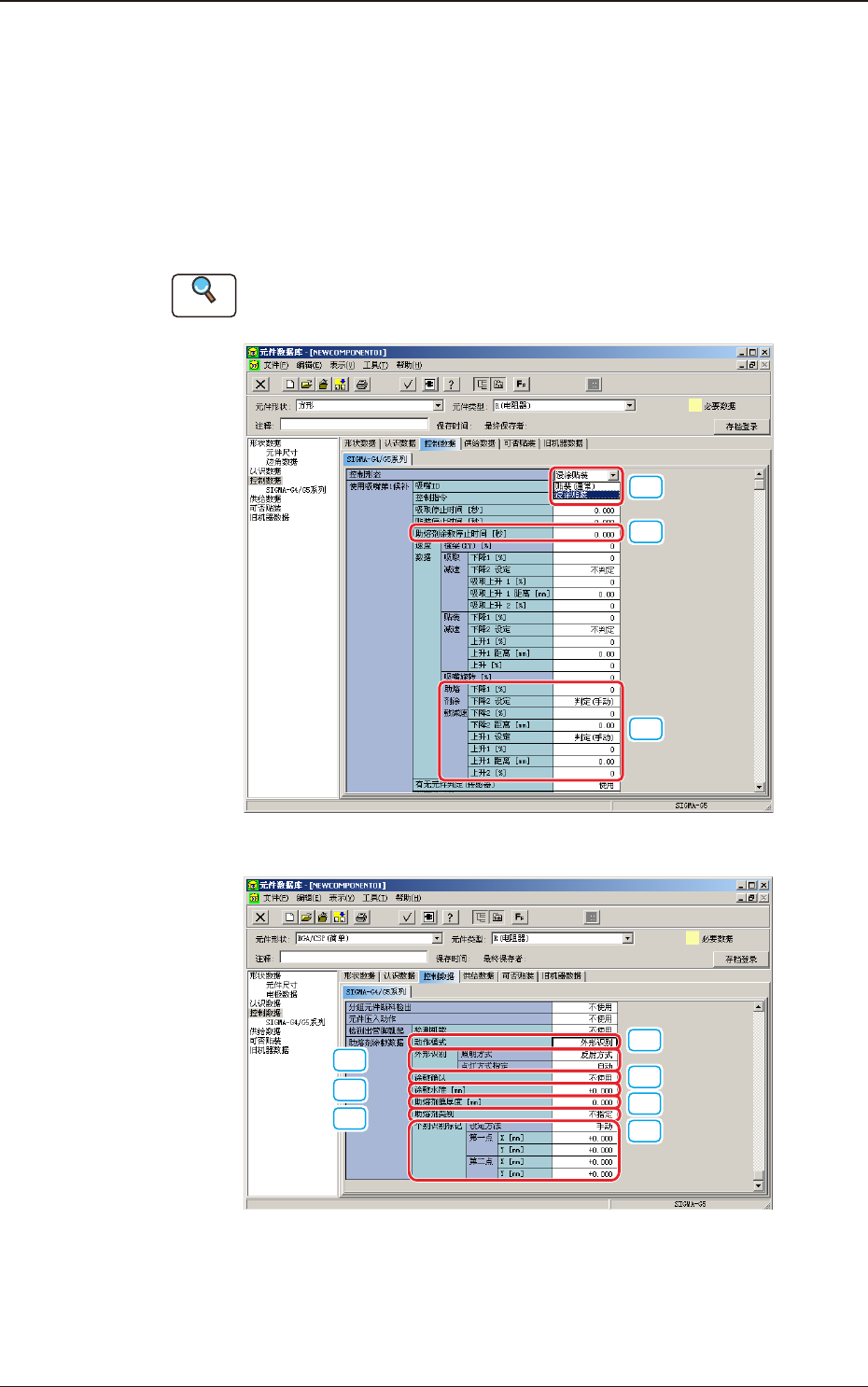
20 OM-1668 5. 数 据 5.1 元件数据库 进行对应于助焊剂涂敷单元的元件的设定。 在 “ 元件数据库编辑 ” 界面中,按 [ 控制数据 ]Tab,便显示 “ 控制数据 ” 选 项卡。 Reference 详细内容请参照主机使用说明书 “ 第六卷元件数据库 ” 。 [1] [2] [3] F17 [4] [6] [8] [10] [5] [7] [9] F18 5. 数 据 1010-001
19
OM-1668
4. 助焊剂涂敷单元设定步骤
元件数据库的设定
线路板程序的设定
助焊剂涂敷元件识别测试
自动运行
运行方式的设定
•
进行元件数据库的设定。
详细内容请参照
“
5.1 元件数据库
”
。
•
进行线路板程序的设定。
详细内容请参照
“
5.2 线路板程序
”
。
•
通过助焊剂涂敷元件识别测试进行确认。
详细内容请参照
“
6.1
助熔剂 ( 助焊剂 ) 涂敷元件识别测试
”
。
•
进行运行方式的设定。
详细内容请参照
“
6.2
“
运行方式
”
菜单
”
。
4. 助焊剂涂敷单元设定步骤
1010-001
Reference
Reference
Reference
Reference
20
OM-1668
5. 数 据
5.1 元件数据库
进行对应于助焊剂涂敷单元的元件的设定。
在
“
元件数据库编辑
”
界面中,按 [ 控制数据 ]Tab,便显示
“
控制数据
”
选
项卡。
Reference
详细内容请参照主机使用说明书
“
第六卷元件数据库
”
。
[1]
[2]
[3]
F17
[4]
[6]
[8]
[10]
[5]
[7]
[9]
F18
5. 数 据
1010-001
21
OM-1668
5.1 元件数据库
[1] 控制形态
从以下选择是否浸涂元件。
贴装 ( 通常 ) : 进行照常的元件贴装。
浸涂贴装 : 进行元件浸涂。
[2] 助熔剂 ( 助焊剂 ) 涂敷停止时间 [ 秒 ]
设定助焊剂涂敷时的下至点停留时间。
•
数据的设定范围
0.00~1.00
[3] 助熔剂涂敷减速
下降 1[%]
输入助焊剂涂敷下降动作开始时的减速。
F19 表示涂敷基准面 ( 旋转盘上面 ) 的控制方法。
Note
(a)从通过线 ( 下通过线或上通过线 ) 开始下降。
设定
“
下降 2距离
”
时,下降到留下该距离的位置。
(b)下通过线是已装元件 ( 贴装完成元件 ) 厚度在 6.5mm 以下时,XY
横梁移动时的最下面水准。
上通过线是已装元件 ( 贴装完成元件 ) 厚度超过 6.5mm 时,XY
横梁移动时的最下面水准。( 仅限贴装线路板区域内 )
下降 2 设定
设定是否
“
判定(手动)
”
或
“
不判定
”
助焊剂涂敷下降时的第 2 阶段
的减速。
设定助焊剂涂敷减速,通过将助焊剂涂敷下限为止的剩余距离设为超
低速下降,可以求得精密元件的助焊剂涂敷的稳定化。
下降 2[%]
在
“
下降 2设定
”
选择
“
判定(手动)
”
时,进行设定。
设定下降
“
下降 2距离
”
设定的助焊剂涂敷下限为止的剩余距离时的
减速。
Note
仅在大于
“
下降 1
”
的减速指定时有效。
“
下降 1
”
的减速率高于
“
下降 2
”
时,不进行 2 阶段减速,只跟随
“
下降 1
”
下降。
1010-001