00196044-05 - sg x und x4i fse_en.pdf - 第272页
C&P20A Pickup and Placement Cycle for C&P20A Po sitioning to Pickup/Placement Angle S tudent Guide (FSE) SI PL ACE X Series and X4I C&P20A Edition 01/2009 EN 272 7.4.22 Positioning to Pickup/Placement Angle P…
C&P20A
Pickup and Placement Cycle For the Next Components Pickup and Placement Cycle for C&P20A
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN C&P20A
271
7.4.19 Pickup and Placement Cycle For the Next Components
After all the components of the first head cycle have been placed on the board, the gantry axes move
the placement head to the pickup position of the next pickup cycle.
The next pickup cycle is performed for components 21 - 40.
The subsequent pickup cycles follow the same procedure. If necessary the machine performs repair
cycles.
7.4.20 Segment with a "Defective Component“
If the optical centering of a component fails (ident. error) or component recognition before placement
fails, the component will not be placed and will remain on the nozzle.
The turning station will still turn this nozzle to the pickup angle of the new component if this segment
is in area A.
If this segment is in pickup position:
The reject procedure will be activated and
the X/Y axes will move to the reject position for this gantry,
The component will be rejected to the reject box below, via air blast
The new component is picked up.
The rejected component will then be placed in a repair run after all the other placement cycles for this
placement head have been performed.
7.4.21 Finishing Board Placement
After placing the last component, the gantry axes move the placement heads to the waiting position.
An optical nozzle scan is performed after the first board or after the relevant board (depending on
the scan parameters).
The SIPLACE placement station activates the conveyor system and moves the board to the
intermediate/output conveyor.
Finally, the SIPLACE placement station sends the number of consumed components (placed and
rejected ones) to the computer with the OIS (Operator Information System).
The OIS (Operator Information System) calculates the placement statistics referring to the
programmed station setup, the programmed panel or the last reset time. This detailed data is used
to optimize the process.
The machine is now ready for the next board.
C&P20A
Pickup and Placement Cycle for C&P20A Positioning to Pickup/Placement Angle
Student Guide (FSE) SIPLACE X Series and X4I
C&P20A Edition 01/2009 EN
272
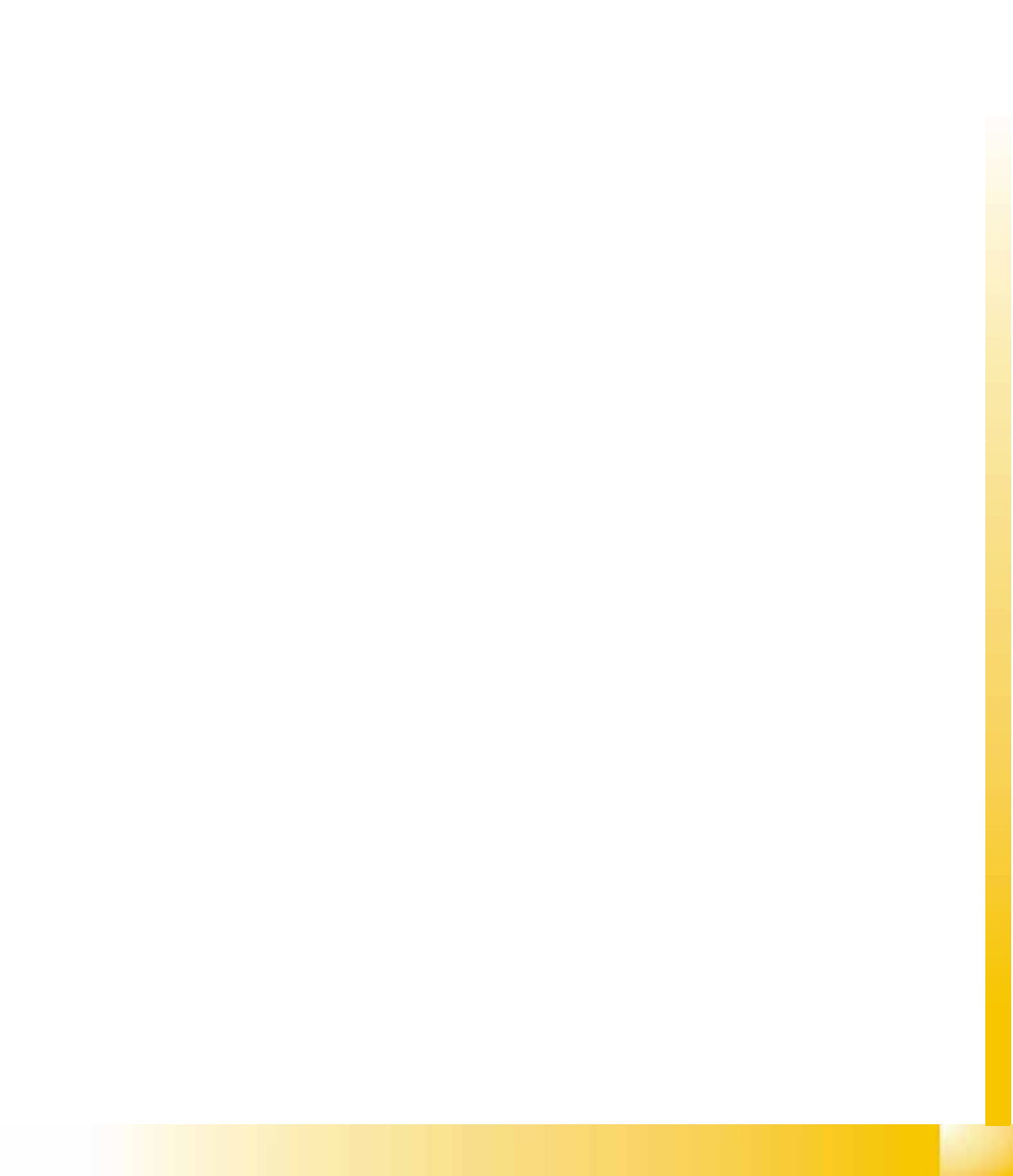
7.4.22 Positioning to Pickup/Placement Angle
Positioning to the pickup/placement angle is performed individually by the DP master for each segment
of the C&P20A head, since each segment is equipped with its own DP station.
Each DP drive has its own measurement system for positioning the pickup/place angle.
Once the DP stations have found their 0° position during the reference run, the pickup/placement cycle
control turns the segments in area A into their pickup or centering angle (90° step) and corrects the
placement angle in area B.
7.4.23 Detailed Standard Pickup Procedure: Z Axis Down
Enables vacuum query: segment open threshold ? YES
Component sensor switches due to Z axis movement:
Measurement value for nozzle length "empty"
Axis controller:
Enable "light barrier down" signal.
LB down switches:
End signal Z axis positioning down
Z axis measurement value for pickup height optimization
7-36: Positioning to Pickup/Placement Angle
The 20 DP stations are controlled via the DP
master. The machine control system can therefore
effectively perform 4 actions simultaneously:
X Starts a certain rotary axis after pickup/
placement.
X Starts a certain rotary axis after Vision.
X Waits for a certain rotary axis before Vision.
X Waits for a certain rotary axis before pickup/
placement.
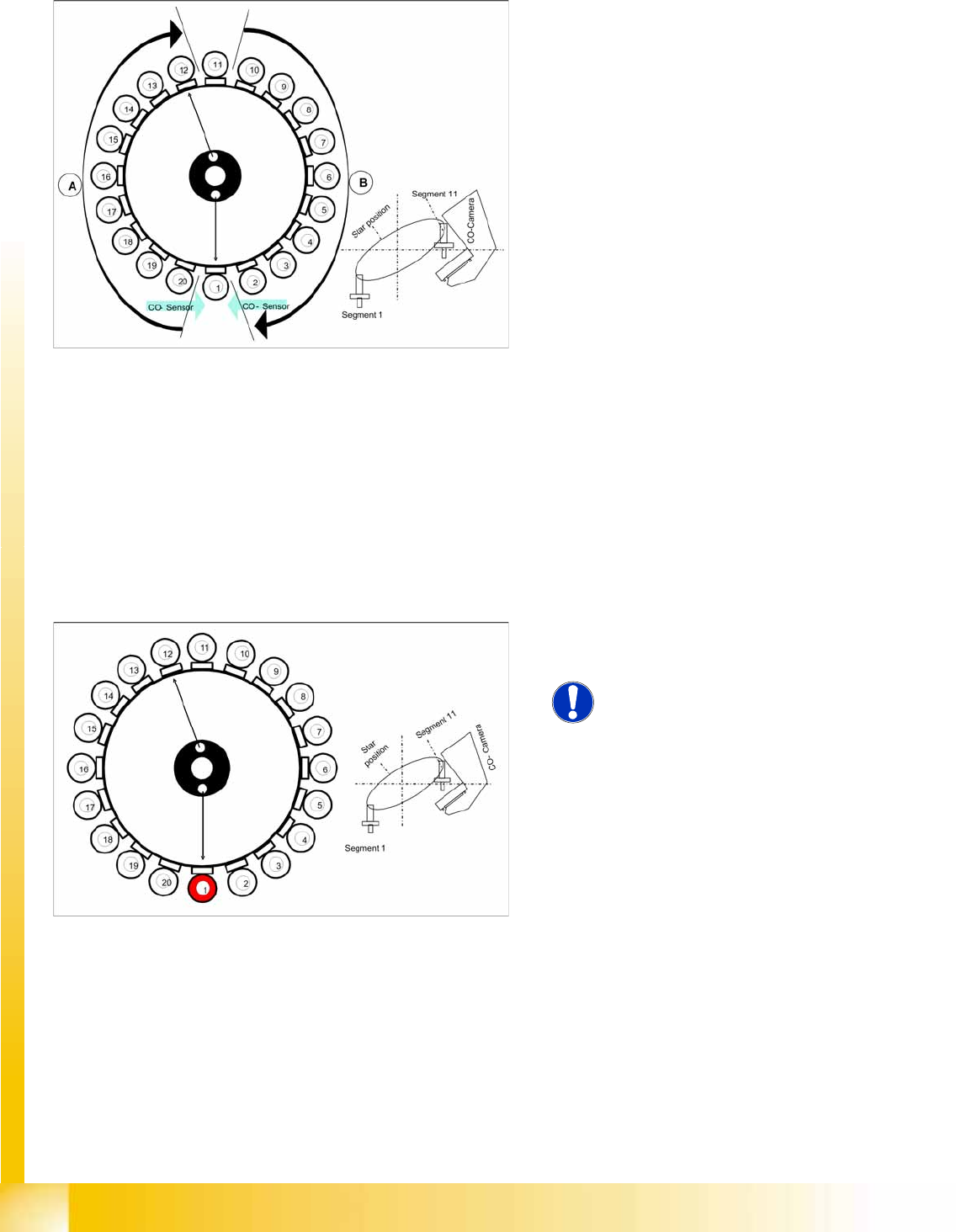
7-37: Star position 0°: detailed pickup sequence - Z axis down
Start gantry axes to the pick up position of next
feeder.
NOTE:
The Vacuum is by default always on.
Start signal for X and Y axes to move to next
feeder.
End signal X, Y axes:
X/Y end position signals available.
Z axis starts:
Z axis starts positioning downwards
End position signal for star axis
C&P20A
Detailed Standard Pickup Procedure: Z Axis Up Pickup and Placement Cycle for C&P20A
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN C&P20A
273
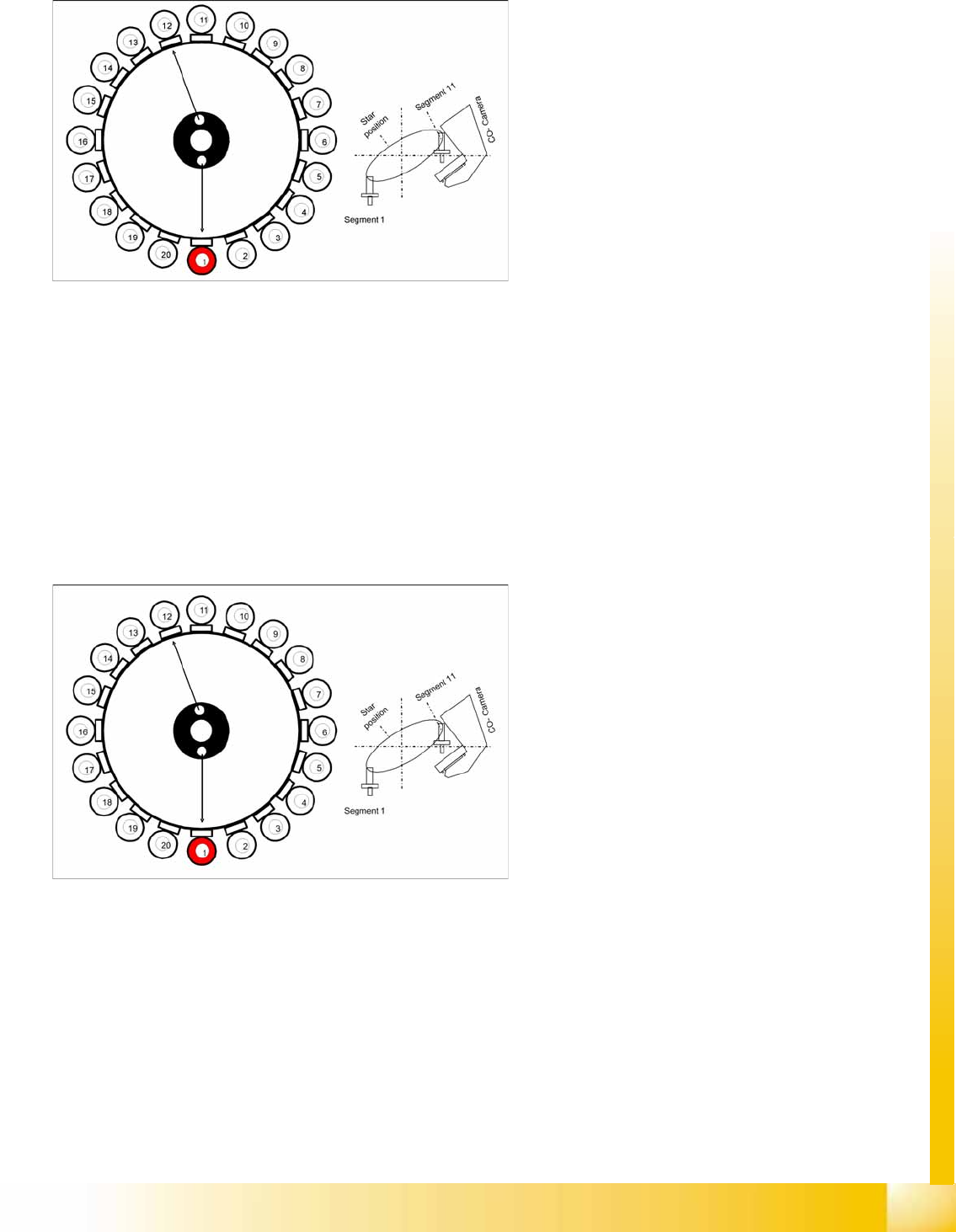
7.4.24 Detailed Standard Pickup Procedure: Z Axis Up
7.4.25 Standard Mode - Placement: Z Axis Down
Axis controller:
Enable signal for "light barrier down" function
LB down switches:
End signal Z axis positioning downwards;
Digital pressure control valve: switches "Air blast ON"
Pickup/placement position; air blast threshold "place component"reached? Yes.
7-38: Detailed pickup procedure: Z Axis Up
LB down switches:
Vacuum Threshold comp. picked reached?
YES
Z axis starts:
Z axis starts positioning upwards
Component sensor switches due to Z axis
movement:
Z axis position value; nozzle length +
comp.height measurement threshold
reached? YES
Z axis position in safety area:
reset light barrier state,
X, Y gantry axes start
start component feeder (communication to
feeder table)
Vacuum query:
Vacuum threshold for holding circuit reached?
YES
Star axis starts.
7-39: Detailed component placement procedure: Z Axis Down
In this mode (light barrier down) the placement
force at the C&P20A head is around 2N.
End position signal for X and Y axes--> Z axis
starts:
Positioning of Z axis downwards
Component sensor checks nozzle length with
component. Z axis measurement value -
nozzle length "with component" - threshold
reached? YES
End position signal for star axis:
Performs vacuum test "before placement".
"Vacuum closed" threshold reached? YES to
determine whether the component is held by
holding force on the nozzle.