00196044-05 - sg x und x4i fse_en.pdf - 第316页
Collect, Pick and Place Head (CPP) Overview Overvi ew of Parts S tudent Guide (FSE) SI PL ACE X Series and X4I Collect, Pick and Place Head (CPP) Edition 01/2 009 EN 316 8.2.7.16 Component Camera Legend 1. Component ca m…
Collect, Pick and Place Head (CPP)
Overview of Parts Overview
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN Collect, Pick and Place Head (CPP)
315
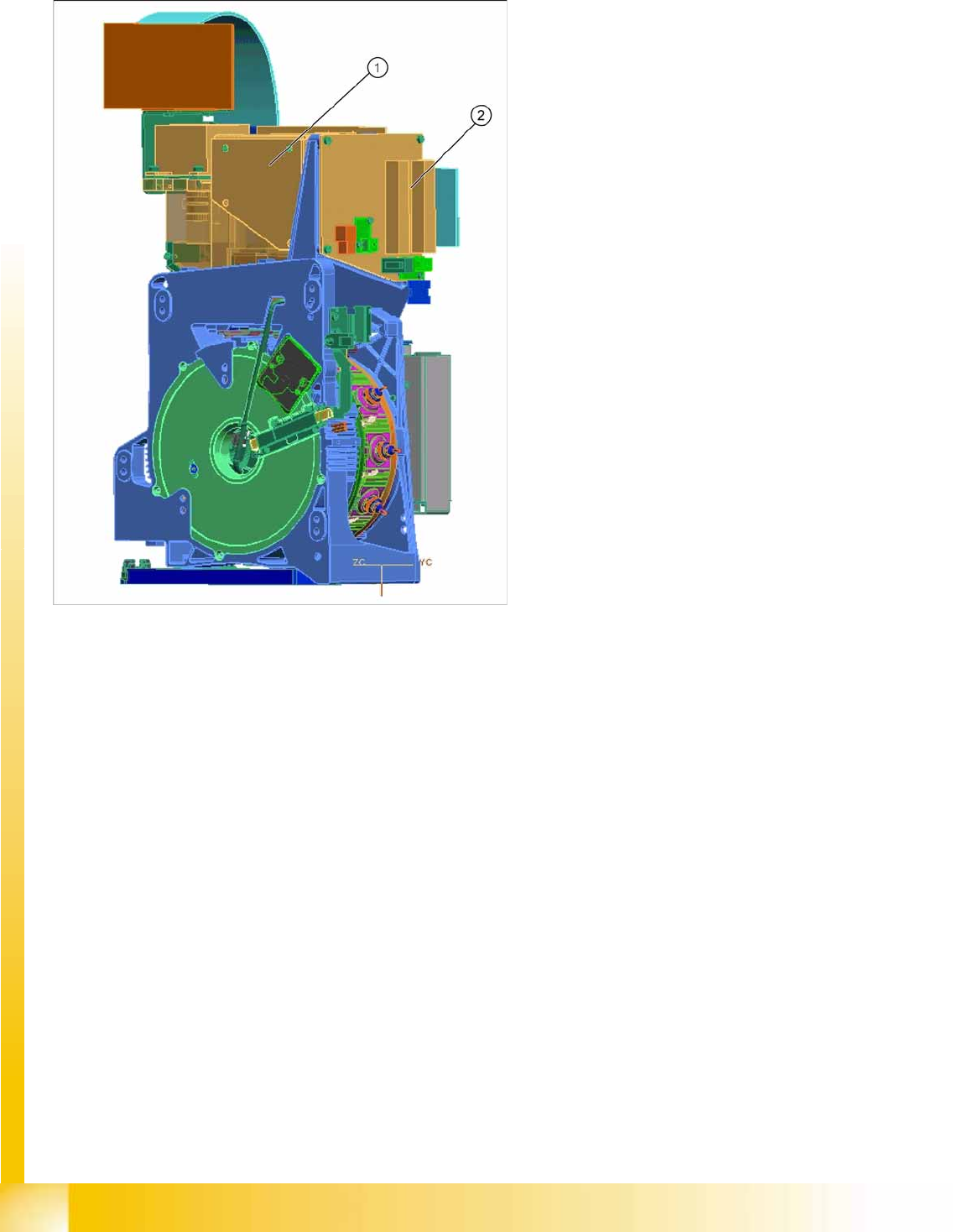
8.2.7.15 Intermediate distributor
Legend
The intermediate distributor consists of two
boards>
1. Intermediate distributor 1 is fitted to the front of
the head.
2. Intermediate distributor 2 is fitted to the left
side of the head.
Intermediate distributor function:
LEDs show the operating voltages at the head
and the sensor states
Test connector for the track signals and test
pins for analog signals
Controlled power supply for incremental
encoder from Z and star drive
Interface for component sensor, vacuum unit,
vacuum sensor of holding circuit and
EEPROM
Startup control for the return cylinder
Collect, Pick and Place Head (CPP)
Overview Overview of Parts
Student Guide (FSE) SIPLACE X Series and X4I
Collect, Pick and Place Head (CPP) Edition 01/2009 EN
316
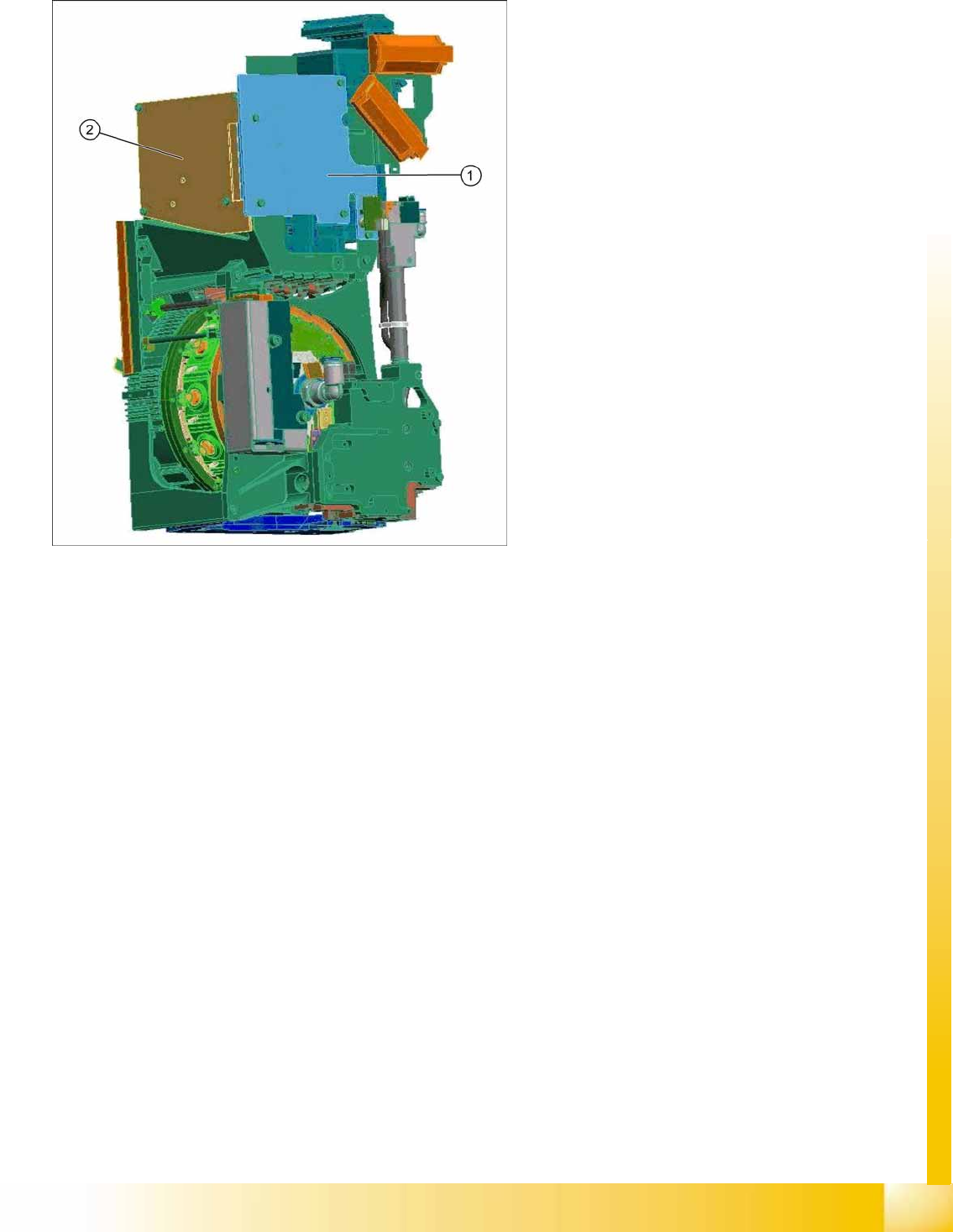
8.2.7.16 Component Camera
Legend
1. Component camera
2. Intermediate Distributor 2
Component camera (SST28 / SST29 /
SST38)
The component camera is fitted in the 12.00
position, as in the case of the C&P6/12 heads.
This camera is responsible for optically
recognizing the component and for calculating its
centerpoint.
The component camera evaluates the data
determined and calculates the offset between the
component centerpoint and the nozzle centerpoint
plus the angle in the placement position.
Collect, Pick and Place Head (CPP)
Overview of Parts Reference run CPP head
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN Collect, Pick and Place Head (CPP)
317
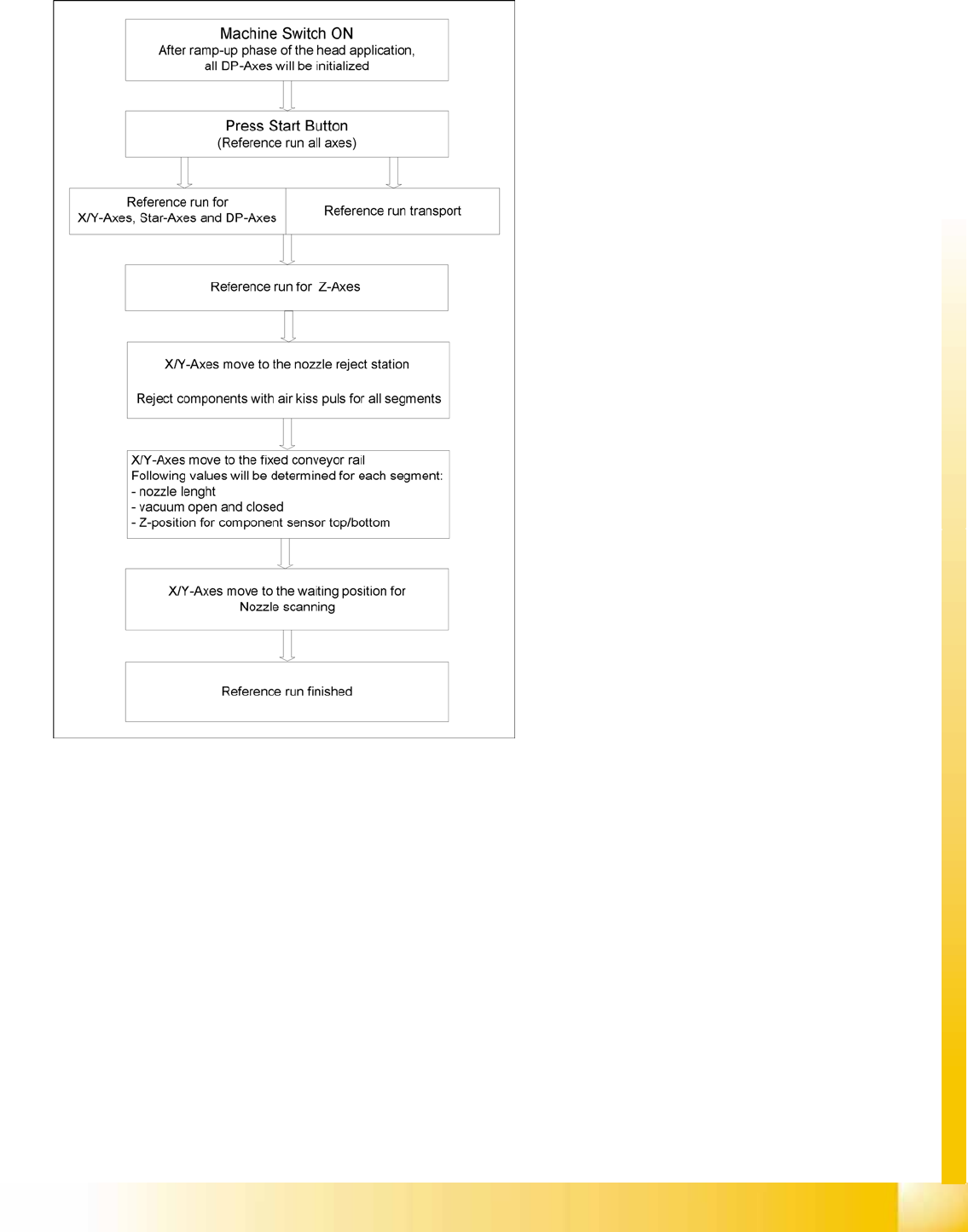
8.3 Reference run CPP head
8-2: Reference run CPP head
Description
The CPP head has a Z axis, a star axis and twelve
independent DP axes. All these axes need to be
initialized before placement begins. This ensures
that the control system knows where their actual
mechanical position is.
When the software is started, the embedded
software checks all subsystems and sends the
result to the superior control software.
The reference run is started by pressing the start
button (see adjacent flow diagram). The
processes have been optimized as far as possible
and can run parallel to one another (star and DP
axes plus initialization of conveyor).