00196044-05 - sg x und x4i fse_en.pdf - 第457页
Modular Conveyor Setting the Laser Light Barrier for t he Stopper Position Conveyor Settings S tudent Guide (FSE) SIPL ACE X Series and X4I Edition 01/2009 EN Modular Conveyor 457 Overvi ew 11-15: Laser light barrier Leg…
Modular Conveyor
Conveyor Settings Setting the Laser Light Barrier for the Stopper Position
Student Guide (FSE) SIPLACE X Series and X4I
Modular Conveyor Edition 01/2009 EN
456
11.3.3.2 Setting the Pneumatic Cylinder Proximity Switch on the Adjustment Unit
X Set any conveyor width. The adjustment units are positioned directly under the conveyor side.
X Start the I/O menu.
X Activate the pneumatic cylinder.
X Set the proximity switch on the pneumatic cylinder so that the LED (H35/H37 for TSP 301) (H64/65
for TSP 201) shines when connected.
11.3.4 Setting the Laser Light Barrier for the Stopper Position
Tools
[00369205-xx] Setting gauge for laser light barrier
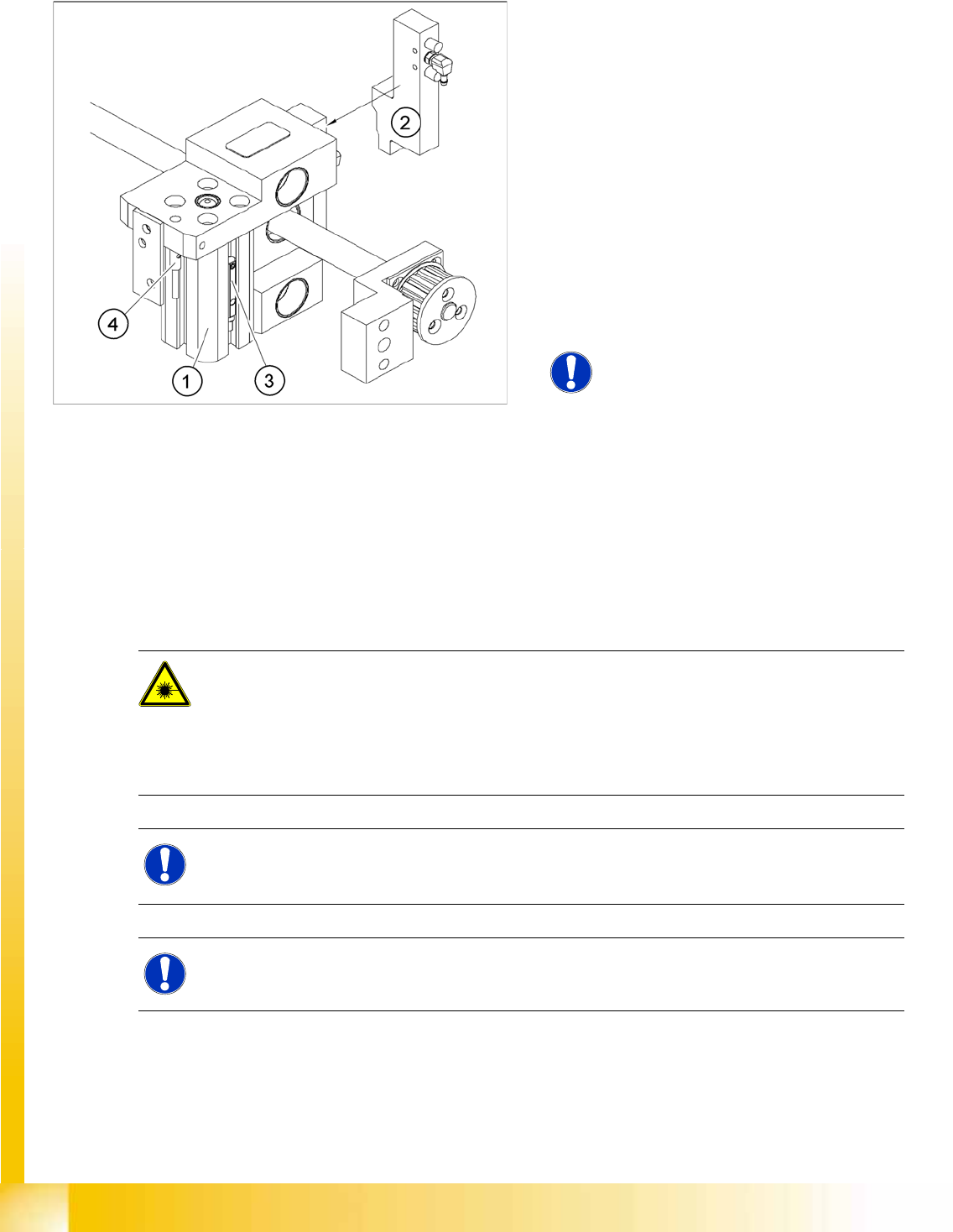
11-14: Overview of the proximity switches on the adjustment unit for width
adjustment
Legend
1. Pneumatic cylinder
2. Solenoid valve
3. Proximity switch for pneumatic cylinder (for
"locking pin up" recognition)
4. Proximity switch for adjustment unit(for
conveyor side recognition)
The proximity switch (3) on the adjustment unit
cylinder should operate when the adjustment
unit pin is pushed out by the pneumatic
cylinder and therefore connected to the
conveyor rail. This signal enables the width
adjustment motor.
NOTE:
The proximity switch on the pneumatic
cylinder is set when engaged.
The proximity switch is off when the
cylinder is extended into free space.
DANGER: Laser class 2
The laser light barrier transmitter emits class 2 laser beams. You do not need to take additional
protective measures!
X However, you should never look into the laser beam.
X Do the adjustment of the LASER Diode Beam direction only from the rear side of the LASER
(left machine side).
NOTE:
The laser beam deflection has greatest effect at the maximum conveyor width, it should always
be calibrated at the maximum conveyor width.
NOTE:
After setting the laser light barrier you must check or re-teach the PCB reference corner!
Modular Conveyor
Setting the Laser Light Barrier for the Stopper Position Conveyor Settings
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN Modular Conveyor
457
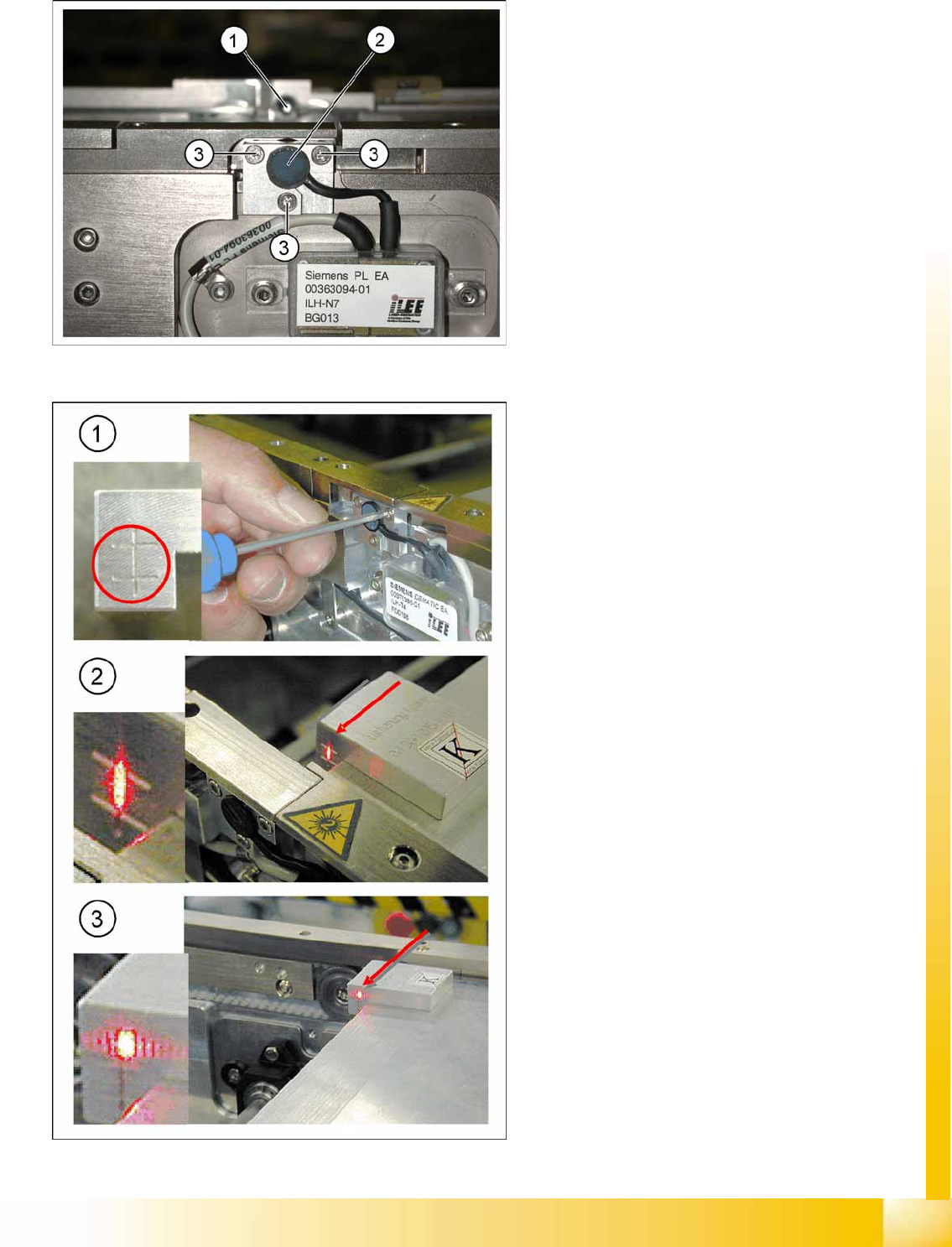
Overview
11-15: Laser light barrier
Legend
1. Laser receiver
2. Laser diode
3. Setting screws (3x)
11-16: Focussing the laser beam
Legend
1. Setting the laser light barrier
2. Minimum width
3. Maximum width
Procedure
X Set the maximum conveyor width.
X Select
Safety mode switch on
.
X Activate the relevant laser diode using the
input/output functions in the station software.
X Check the path of the laser beam with the help
of the gauge.
X With the help of the three setting screws,
adjust the laser beam to the center of the
gauge cross (1).
X Now position the conveyor to minimum width
(2) and check the setting.
X Check the PCB reference corner and reteach,
if necessary.
Modular Conveyor
Conveyor Settings Light Barrier Function in the Placement Area
Student Guide (FSE) SIPLACE X Series and X4I
Modular Conveyor Edition 01/2009 EN
458
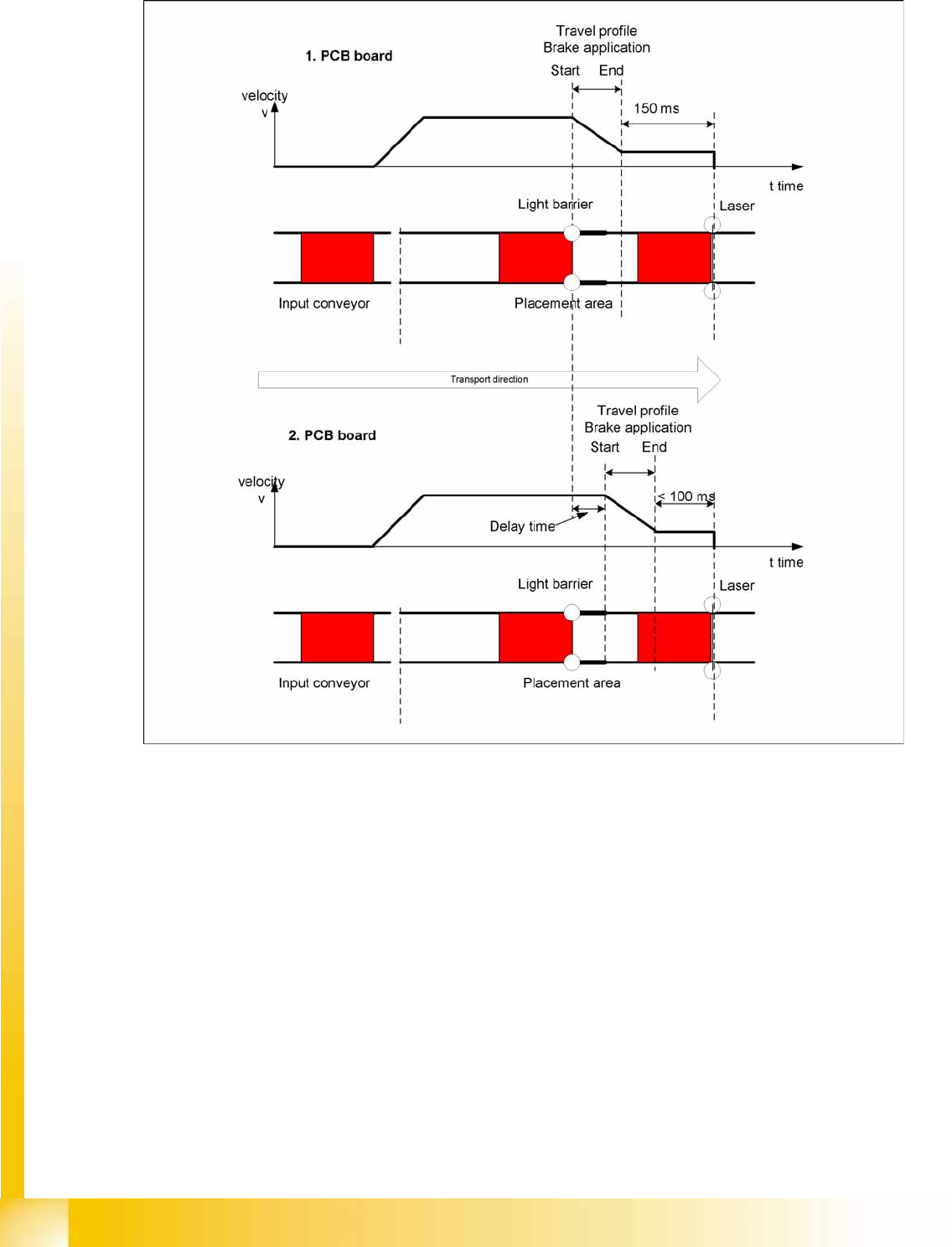
11.3.5 Light Barrier Function in the Placement Area
11-17: Diagrams PCB braking
Function:
Switch on the laser light barrier.
Starting the board braking procedure.
The light barrier recognizes the board and the software automatically teaches the creep speed for the
board. Once the travel profile for braking the PCB has begun (on time), the PCB will be reliably stopped
at the laser light barrier, after a maximum of 100ms.
Due to the automatic teaching at the beginning of the travel profile, the stopper position is always
reached in a constant time, irrespective of the board weight. The transport time remains constant.