00196044-05 - sg x und x4i fse_en.pdf - 第488页
Calibration General Explanation of Calibratio n Steps Head Mapping S tudent Guide (FSE) SI PL ACE X Series and X4I Calibration Edition 01/2009 EN 492 12.4.9 Head Mapping Head mapping is used to measure the linearity of t…
Calibration
PCB Mapping General Explanation of Calibration Steps
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN Calibration
491
12.4.7.5 Nozzle Changer (C&P Head, Twin Head):
Each nozzle magazine has an fiducial which will recognize during the calibration procedure at first.
After that, the machine recognize the two fiducial of the holder from the magazine on the left and
right side.
optional, calibrate the pick up height from the nozzle changer.
optional, calibrate the reject position from the nozzle changer, necessary to reject nozzle which are
defekt.
12.4.7.6 Calibrate closed vacuum:
This function measure onto the fixed conveyor side with the nozzle 518 the closed vacuum values of the
vacuum system for the segment 1 and 2.
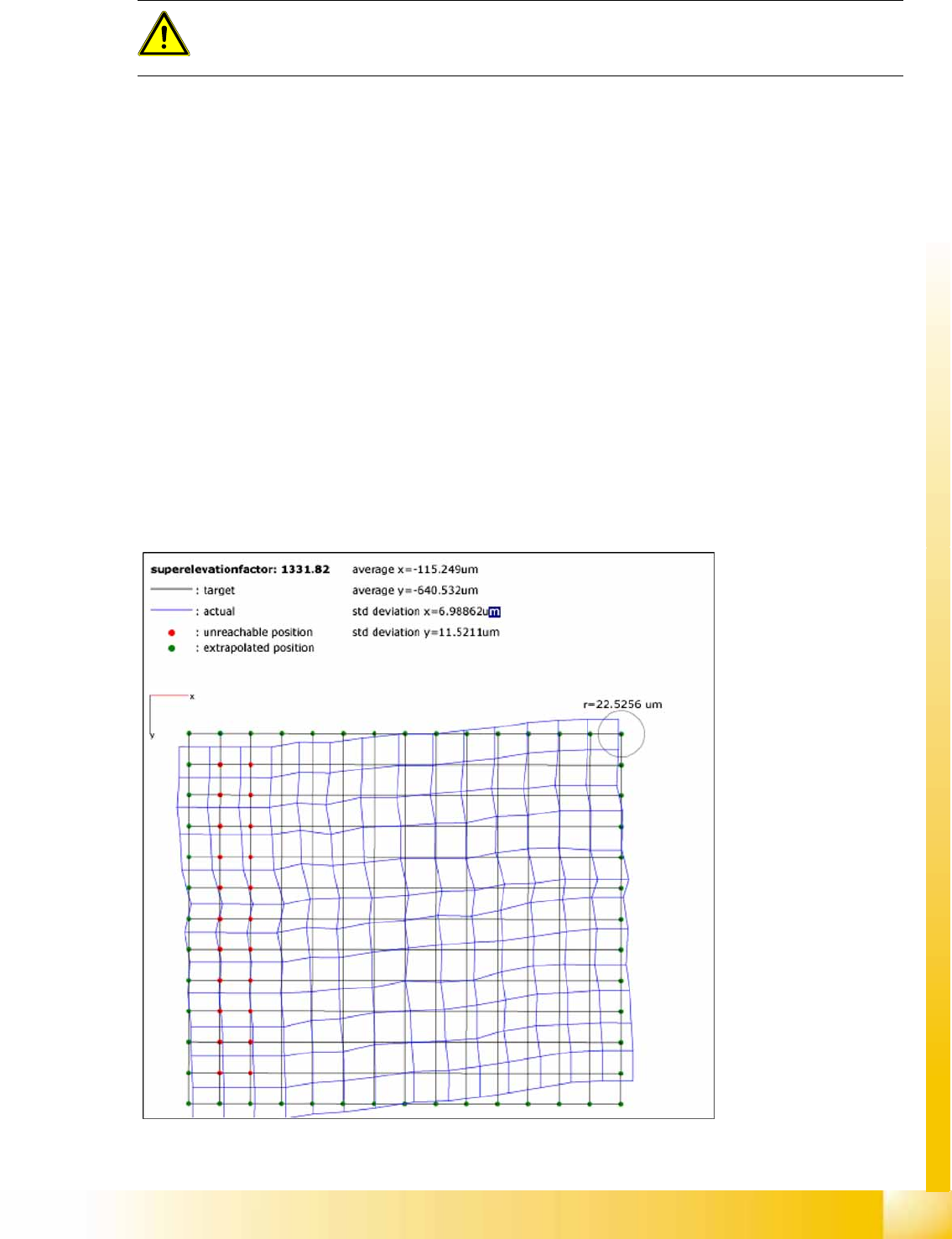
12.4.8 PCB Mapping
During PCB mapping, the right angular position of the X and Y axes to one another is measured with the
PCB camera for all gantries and conveyor lanes.
This also creates a reference to the position of the conveyor system to the gantry system. In this case,
the PCB camera is used to measure fiducial crosshairs on a high-precision glass plate.
This glass mapping plate has been calibrated with a measurement device and the measurement
protocol is taken into account for the mapping process.
12-7: Result of PCB mapping
The results are stored in an XML file for each gantry and conveyor lane.
ATTENTION:
Precondition for calibrate the nozzle changer is to check or determine the zero point correction
for the D - Axis Twinhead, the configuration of the nozzle changer and the fill level.
Calibration
General Explanation of Calibration Steps Head Mapping
Student Guide (FSE) SIPLACE X Series and X4I
Calibration Edition 01/2009 EN
492
12.4.9 Head Mapping
Head mapping is used to measure the linearity of the X and Y linear guides of the C&P head i.e. any
twisting of the gantry is compensated.
The C&P head places the calibration tool on the predefined target positions of the mapping plate. The
PCB camera measures the placement accuracy of these placements for the whole placement area. After
each measurement run, the calibration tool is remeasured with the component camera, before the next
target position on the mapping plate is approached.
The PCB camera measures the placement accuracy with the 4 fiducials on the calibration tool upper
side. This mapping determines a position-dependent offset to the existing head offset, in the placement
area.
12.4.10 Conveyor Sides
In modular conveyors, all conveyor sides can be adjusted. A stepping motor, driven by a positioning drive
toothed belt, is used to adjust the conveyor sides. The position of the rails are recognize with a BERO
and therefore we have different switch point on each conveyor rails. With this calibration the switch
points are optimized of the entire travel range of the width adjustment. The calibration is necessary that
all three Driver units move the conveyor rails parallel.
Automatic sequence (transport mapping):
The positioning drive is initialized and moves the conveyor side to the right-hand side (end position
switch).
The positioning drive recognizes the fixed conveyor side(s) (two for dual conveyor) and moves the
adjustable conveyor side(s) to the standard position of 55 mm.
The positioning drive moves the flexible conveyor side step by step (10mm steps) and determines
the offset of the positioning drive switching points in the various conveyor side positions.
This calibration is performed from left to right and back again.
The results are saved in the conveyor controller as correction values and taken into account later
when setting and measuring the conveyor width.
12.4.11 Conveyor Width Calibration
The conveyor width offset is determined with a board of any width. The width of the board is entered
manually and the current width of the conveyor is then determined. The difference is taken into account
internally as an offset.
NOTE:
Calibration needs to be performed for lanes 1 and 2.
Calibration
General Procedure Teaching Machine Positions
Student Guide (FSE) SIPLACE X Series and X4I
Edition 01/2009 EN Calibration
493
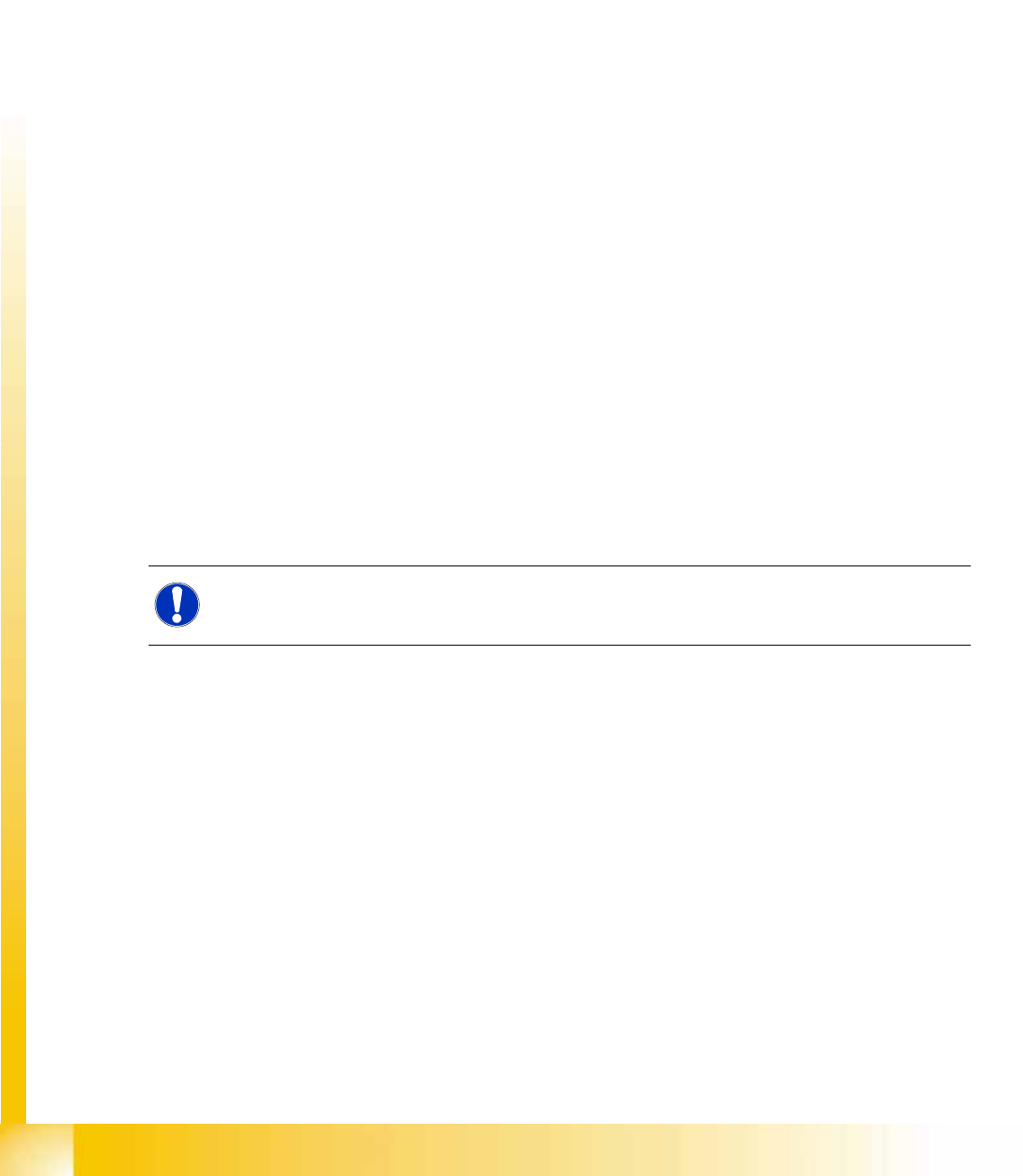
12.5 Teaching Machine Positions
12.5.1 General Procedure
The function Teaching machine positions can be
performed with the user level
Machine service
(1)
or
Siemens service
.
A successful overall machine reference run is a
precondition for this.
X Switch over to the service menu (2).
X Click on
Teaching Machine Positions
(3)
button, to start the wizard.
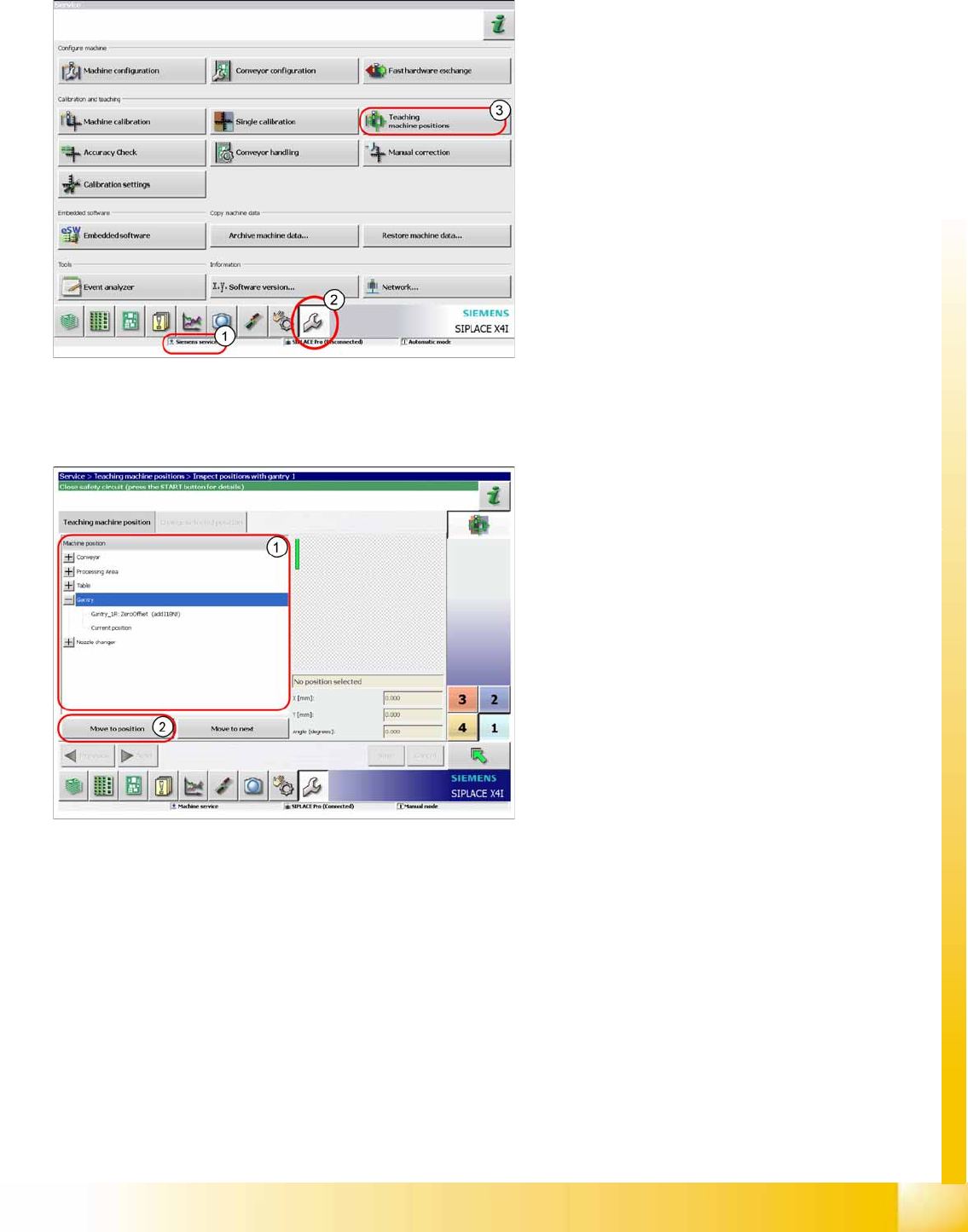
The machine positions are divided into the
following positions:
Conveyor
Processing area
Table
Gantry
Nozzle changer
X Select the position to be taught (1).
X Click on
Move to position
(2).