RS-1_维修调整要领书.pdf - 第174页
维修调整要领书 10 ) 拆下毡和毡支持,新的上刀片 组件。固定螺钉( 圆螺丝 M4 L=6 2 处) 在下面的图中所示的 面是对 于毡, 应用 MULTEMP 润 滑脂。 11 ) 上刀组件叶片表面粘贴保护胶 带(如胶带),安 装在安装台。 则按住如下如图以固 定的箭头的方向上 刀片组件。固 定螺丝(带垫圈的六 角凹头螺栓 M4 L=30 ) ※ 拆下固定螺 钉将下降固定刀刃 。 请不要落下来支持比 其他工作者的上刀 片是工人谁总 是…
维修调整要领书
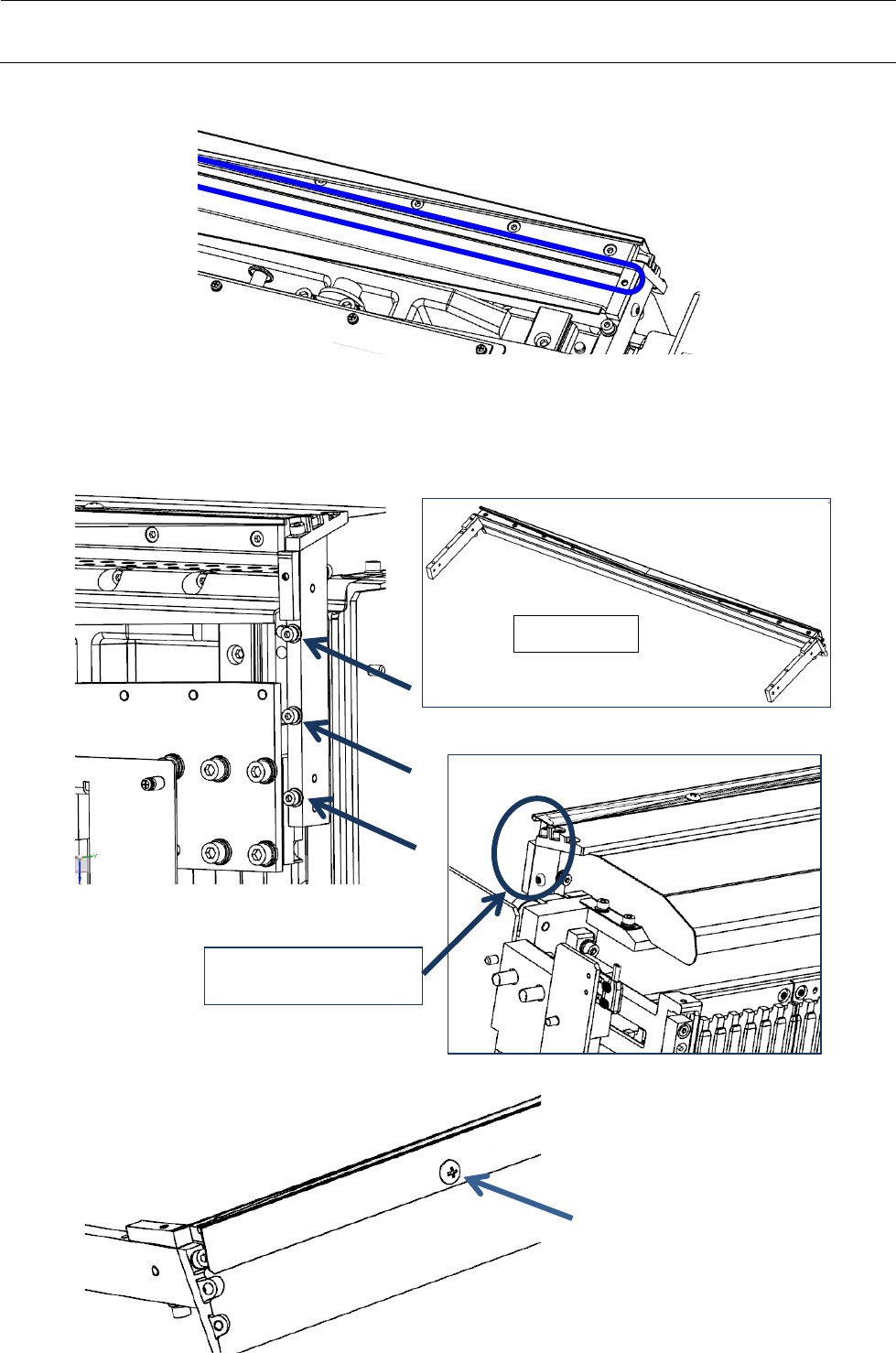
7) 上刀片磁带保护(总长度 684 毫米)(如:包装胶带)的叶片表面粘贴。
8) 请拆下固定螺丝(带垫圈的六角凹头螺栓 M4 L=30),卸下上刀片组件。
※ 拆下固定螺钉将下降固定刀刃。
请不要落下来支持比其他工作者的上刀片是工人谁总是取下固定螺丝。
9) 松开固定螺钉(圆螺丝 M4 L=6)从上部刀片组件,卸下毡支持和毡。
从上而支撑上刀片组件
(左和右对称的位置)
上刀片组件
9-4
维修调整要领书
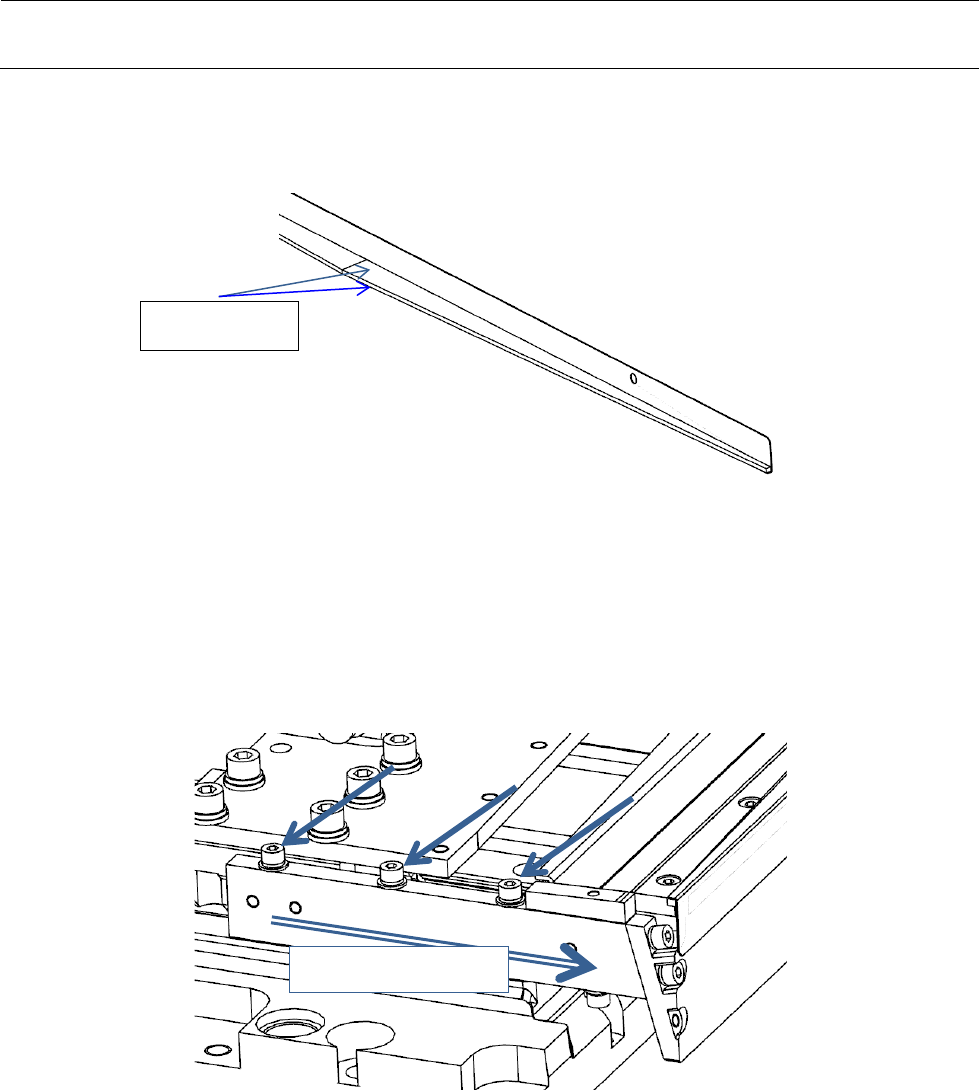
10) 拆下毡和毡支持,新的上刀片组件。固定螺钉(圆螺丝 M4 L=6 2 处)
在下面的图中所示的面是对于毡,应用 MULTEMP 润滑脂。
11) 上刀组件叶片表面粘贴保护胶带(如胶带),安装在安装台。
则按住如下如图以固定的箭头的方向上刀片组件。固定螺丝(带垫圈的六角凹头螺栓 M4 L=30)
※ 拆下固定螺钉将下降固定刀刃。
请不要落下来支持比其他工作者的上刀片是工人谁总是取下固定螺丝。
润滑脂涂层面
上刀片组件按压方向
9-5
维修调整要领书
12) 保护带(如胶带),以较低的刀具的刀片面粘贴。组装左和右的下刀刃。
固定螺丝(带垫圈的六角凹头螺栓 M5 L=12)
※ 对齐左和右固定的下刀刃的尖端角。
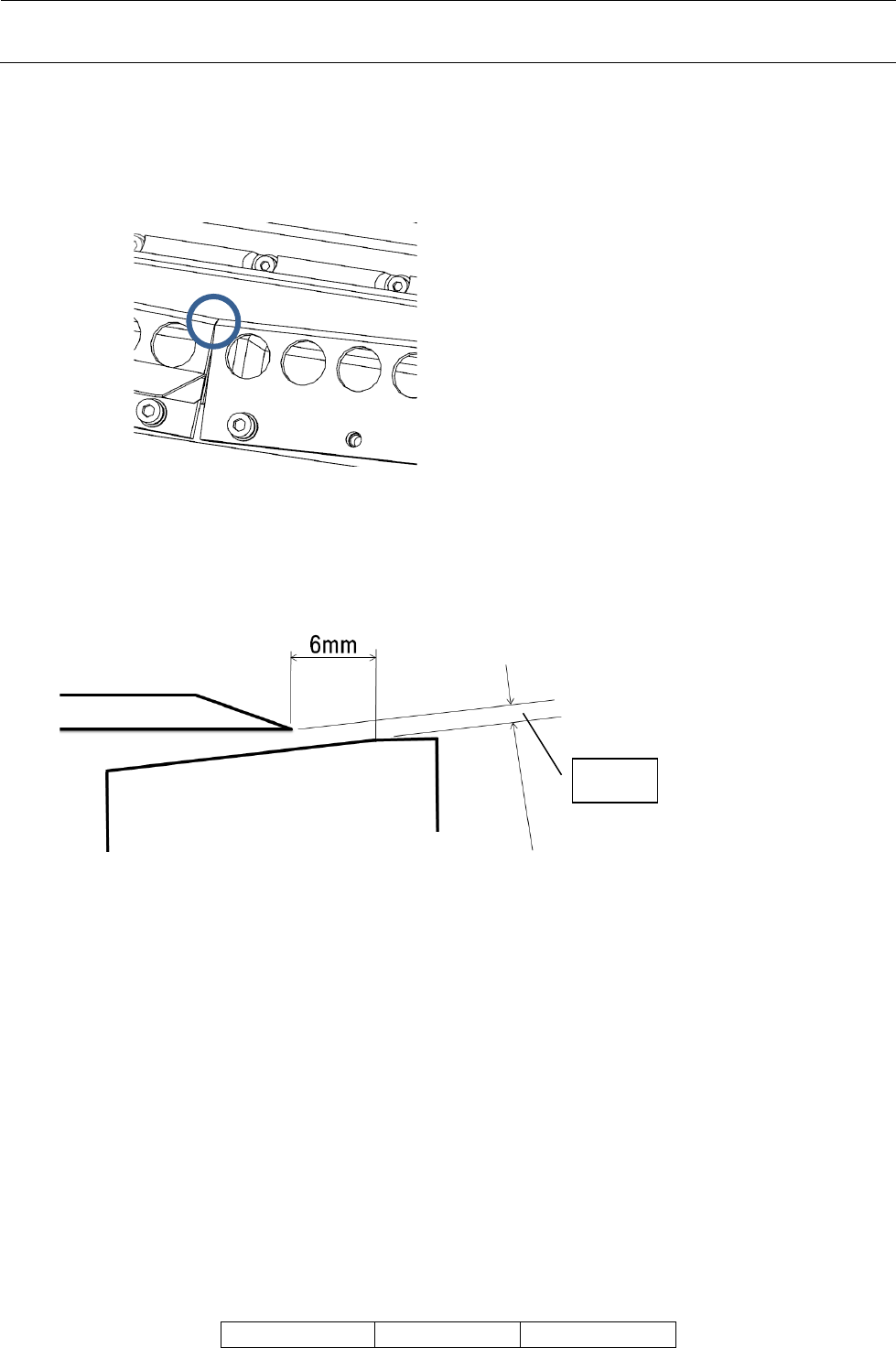
13) 从上刀片和下刀片的刀刃表面除去保护带,测量间隙。
(1) 斜坡导向坡面起点和下刀刃尖端移动下刀片到 6mm。
(2) 斜坡导引斜面和下刀片之间的间隙在厚度计测量的。(左,右)
值间隙 0.10mm。停止厚度计 0.09mm,如果 0.10 毫米穿过,则不需要进行下一步。请继续进行该过
程的 15)。
14) 要调整间隙。
(1) 下刀片的刀片表面的保护胶带(如:包装胶带)粘贴,拆下固定螺丝(带垫圈的六角凹头螺栓
M5 L =12),并取出下刀。请拆下左,右的下刀刃。
(2) 上刀片断裂表面上的保护胶带粘贴,拆下固定螺丝(带垫圈的六角凹头螺栓 M4 L =30),并取
出上刀片组件。
※ 拆下固定螺钉将下降固定刀刃。
请不要落下来支持比其他工作者的上刀片是工人谁总是取下固定螺丝。
(3) 减 0.1mm 从测量间隙的垫片,然后从以下选择。基于边缘的安装台安装面润滑油的痕迹应用粘
贴。(左,右分别实现)
零件号 部件名称 厚度
空隙
下刀片
斜坡导
9-6