KE-2070-2080-2080R 操作手册2 Rev00.pdf - 第303页
操作手册Ⅱ Rev02 4-72 ● 管状转换器的设置 这是利用 HMS 补正管状转换器的吸附位置的功能。设置项目如下所示。 项目 详细内容 输入范围 使用 设置是否通过 HMS 校正吸取位置功能。 ON/OFF 检查位置偏差 设置用 HMS 检查吸附位置偏差的开始位置。 输入从元件端面至开始检查位置的偏差。 元件吸附位置偏差小时, 不进行吸附位置的校正,只缩小运 行节拍的降低幅度。默认值为 1.00 mm。 -5 ~ 5 mm 检查元…
操作手册Ⅱ Rev02
4-71
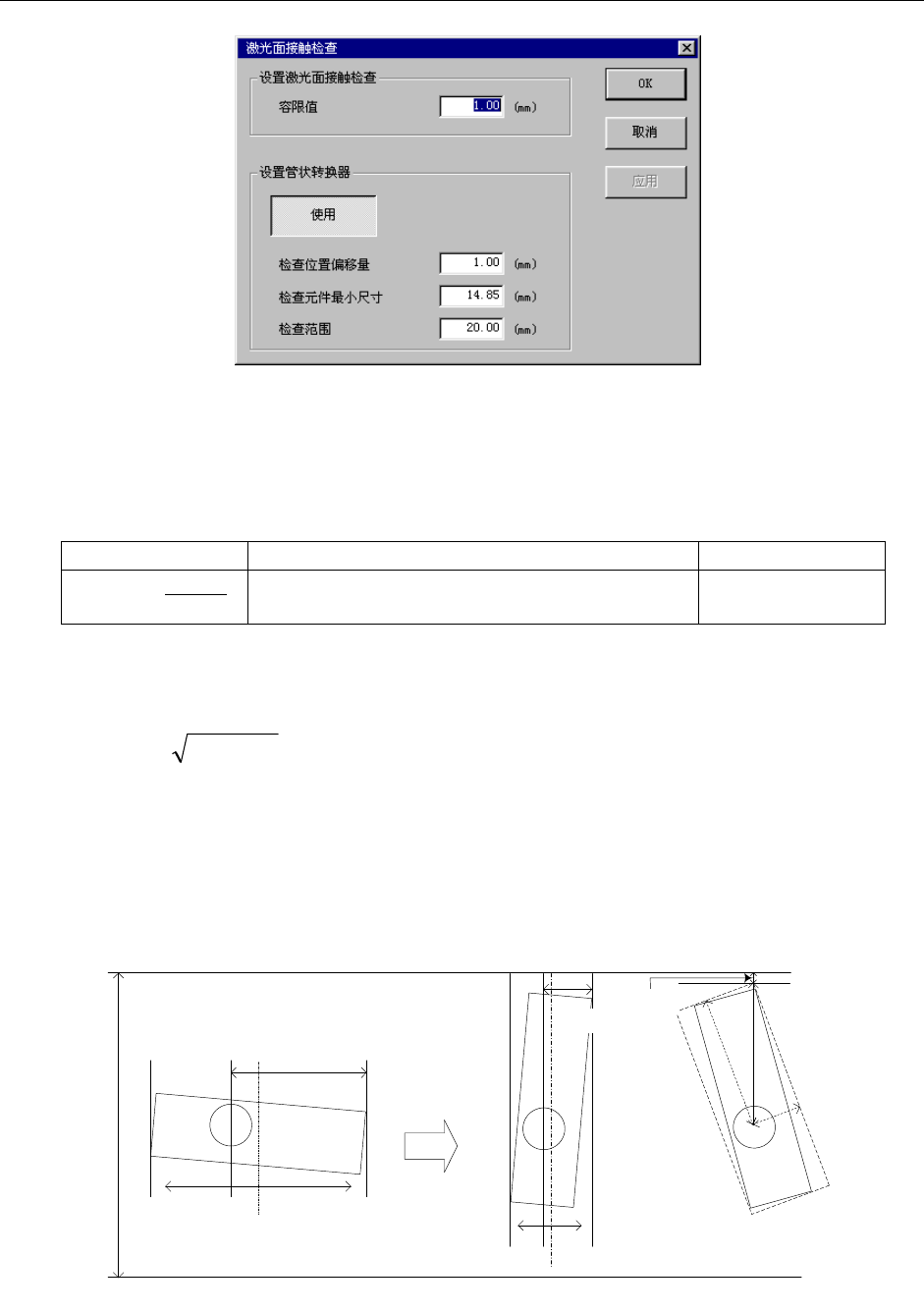
4-4-4-18 激光面接触检查
选择激光面接触检查后,显示下列激光面接触检查设置对话框。
图 4-44 激光面接触检查对话框
●设置激光面接触检查
这是为了防止接触元件的激光玻璃表面,在吸取后,进行激光定心旋转、测量元件前,检查是否
接触激光面的功能。
可以设置激光面接触检查时的容限值。
项目 详细内容 输入范围
检查边距容限值 在进行激光面接触检查时,设置元件和玻璃表面
距离的容限值 (默认值 = 1.00 mm)。
0.10 ~ 5.00 mm
《关于边距容限值》
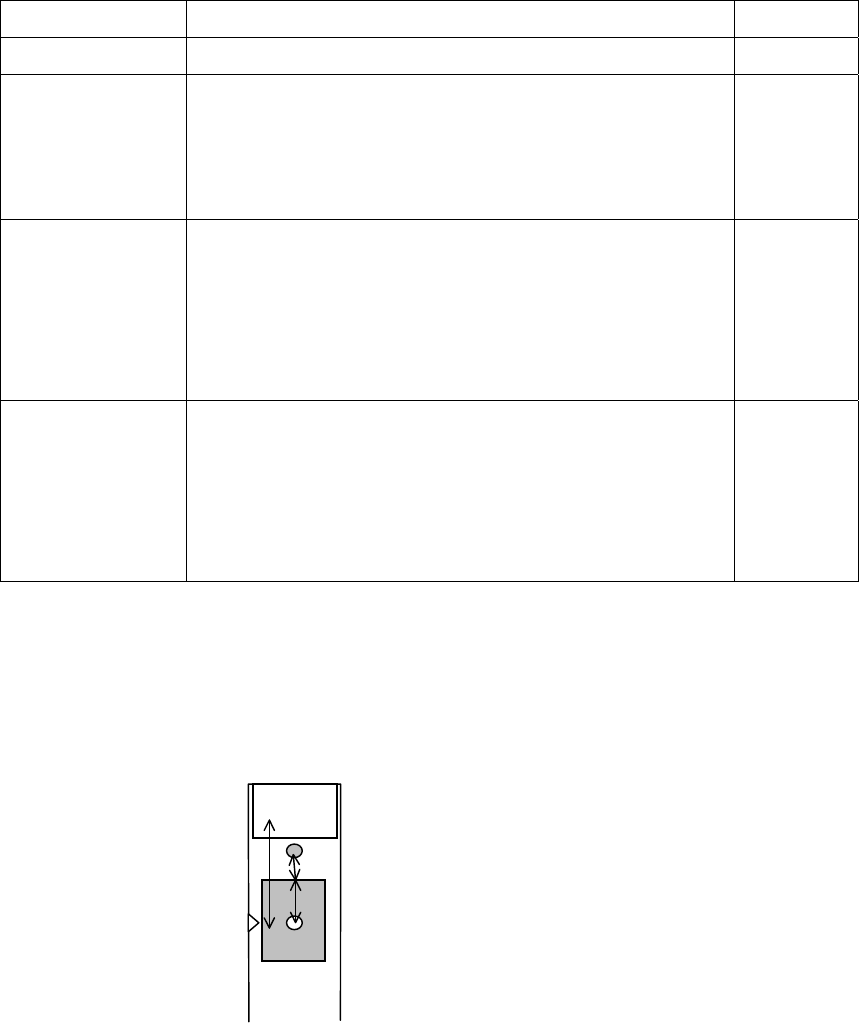
激光面接触检查时,把元件吸附点至元件端的长度作为(X、Y),用下列计算式预测是否接触。
计算式
2/
22
GAPYX レーザマージン <++
不满足此计算式的条件时,即判断为接触激光面,立即停止生产。
在此计算式中,X
2
+ Y
2
的平方根表示元件旋转半径 (L) 。
激光 GAP 为 47 mm。用[检查
边距容限值]设置的值,在激光面接触检查的判定时,因为考虑中心
偏差,加算到元件转动半径(L)。
下图表示各项目之间的关系。
Center
Width
X
Center
Width
Y
Laser surface
Laser surface
LaserGap
Nozzle
Nozzle
Component
Component
N
o
z
z
le
L
Y
X
Margin
+边距容限值<激光 GAP/2
激光面
激光面
元件
元件
容限值
操作手册Ⅱ Rev02
4-72
● 管状转换器的设置
这是利用 HMS 补正管状转换器的吸附位置的功能。设置项目如下所示。
项目 详细内容 输入范围
使用 设置是否通过 HMS 校正吸取位置功能。 ON/OFF
检查位置偏差 设置用 HMS 检查吸附位置偏差的开始位置。
输入从元件端面至开始检查位置的偏差。
元件吸附位置偏差小时,不进行吸附位置的校正,只缩小运
行节拍的降低幅度。默认值为 1.00 mm。
-5 ~ 5 mm
检查元件
最小尺寸
设置进行吸附位置偏差检查的元件最小 Y 尺寸 (吸附数据
基准的 Y 方向的尺寸)。
此设置仅限于对容易产生问题的大型元件进行检查,可以
起到抑制运行节拍降低的效果。
默认值为 14.85 mm。
0 ~ 50 mm
检查范围 设置用 HMS 检查元件端面的范围。
输入从吸取位置到管转换器挡块的距离。在这个范围内,
检查不出元件端面时,作为元件用完处理。但是,不累加
到元件用完次数里。
默认值为 20.00 mm。
5 ~ 50 mm
在[检查位置偏差]、[检查元件最小尺寸]中设置的值,作为与生产程序无关的固定的值使用。默认
值为,用 SOP、SOJ 管转换器上、以 16.51 mm 作为 X 方向最大尺寸计算出的值。
各设置值的关系请参见下图。
ストッパ
検査位置オフセット
吸着位置から部品端面までの距離
=|吸着位置-部品 Y サイズ/2|
検査範囲
挡块
检查范围
检查位置偏差
从吸附位置到元件端面的距离
=[吸附位置-元件 Y 尺寸/2]
操作手册Ⅱ Rev02
4-73
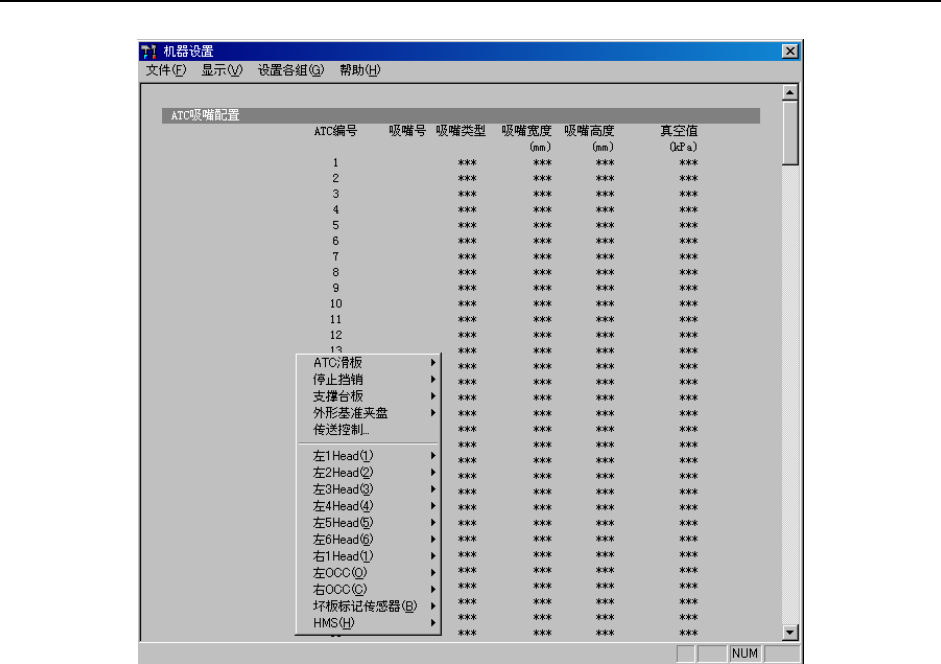
4-4-5 机器设置
在机器设置的输入中需要驱动机器时,请点击鼠标的“右”键或按“F9”键,启动弹出菜单。
图 4-45 机器设置的弹出菜单
用鼠标选择并点击、或用光标键选择按“ENTER”键,可以驱动机器。