YSM20_YSM20W_Mainte_C.pdf - 第86页
3-29 3 3.7 PU 轴 PU 轴 ( 顶板轴 ),是在夹固基板时防止基板翘起,贴装时防止基板下沉用的非常重要的轴。此外,还可以防止在 贴装元件时因基板下沉引起贴装精度发生偏差。因此,为了保证 PU 轴的功能正常,需定期进行点检。 c 注意 PU 轴发生故障时,请与销售代理商或直接与本公司联系。客户自行拆开清洁不在保修范围内。 3.7.1 PU 轴滚珠丝杆的清洁与加油 1 进行作业前的准备。 将易受磁场影响的手表、ID 磁卡等随身…
3-28
3
8
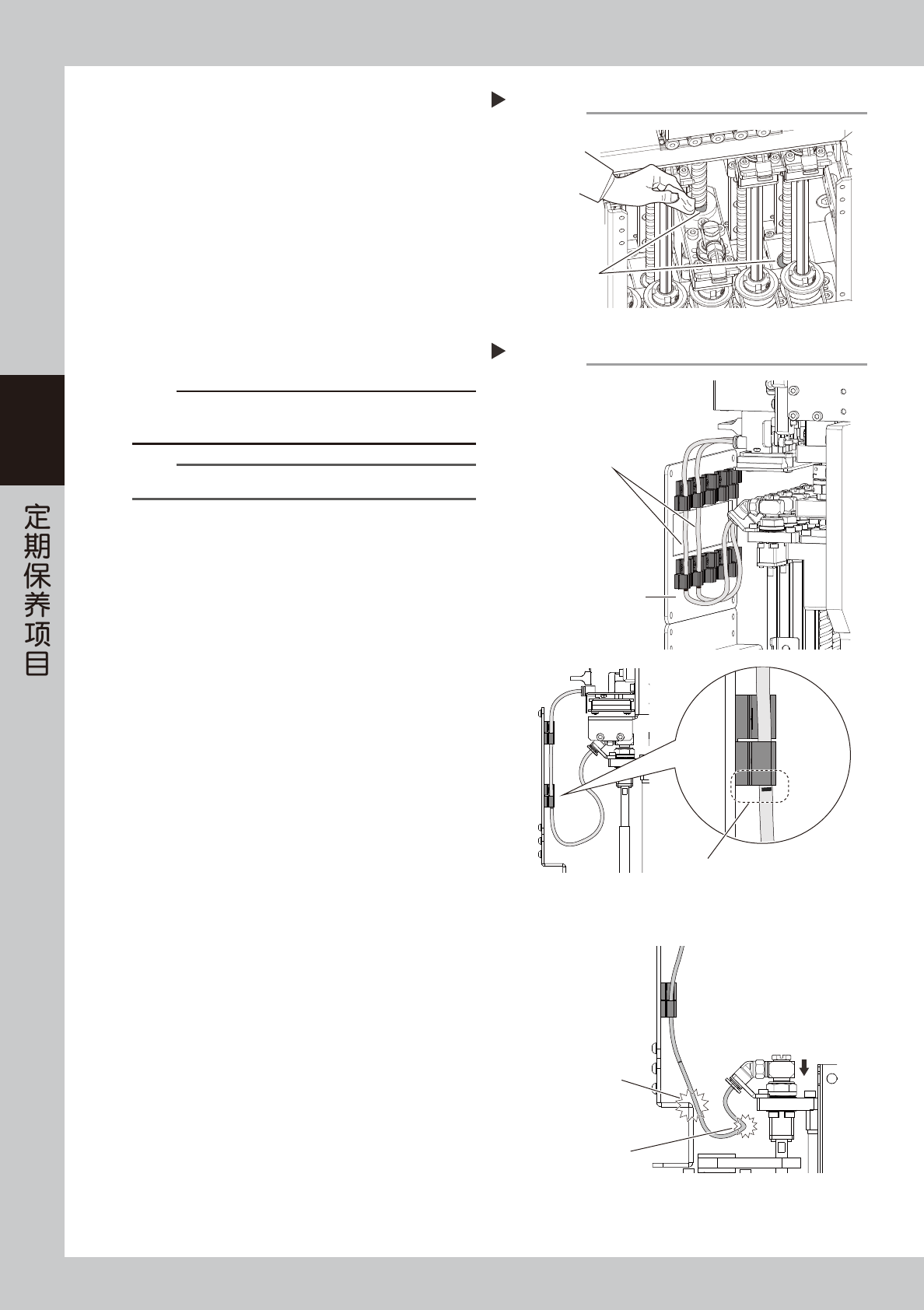
擦去多余的润滑油。
使贴装头上下移动数次后,擦去堆积的多余润滑油。
55334-N2-00
9
将贴装头装回原状。
1. 将空气软管插回上下接头。
2. 安装贴装头单元的正面盖板。
3. 取出垫着的方巾。
0
确认空气软管的安装状态。
确认空气软管没有与邻近的空气软管相交叉,空气
软管的记号与软管支架下侧已对齐。
55375-N2-00
c
注意
若空气软管的安装状态不良,在贴装头下降时空气软管会被
过度拉伸或弯折。这可能会导致空气软管或零部件被损坏。
参考
空气软管的记号位置应在距离下侧接头 80mm 的位置。
擦去多余的润滑油
Step 8
堆积的润滑油
确认空气软管的安装状态
Step 10
不要使空气软管相互交叉
空气软管的记号必须与软管支架的
下侧对齐
正面盖板
若安装不正确 (贴装头下降时)
因碰触,空气软管被损坏
空气软管被弯折
3-29
3
3.7 PU 轴
PU 轴 ( 顶板轴 ),是在夹固基板时防止基板翘起,贴装时防止基板下沉用的非常重要的轴。此外,还可以防止在
贴装元件时因基板下沉引起贴装精度发生偏差。因此,为了保证 PU 轴的功能正常,需定期进行点检。
c
注意
PU 轴发生故障时,请与销售代理商或直接与本公司联系。客户自行拆开清洁不在保修范围内。
3.7.1 PU 轴滚珠丝杆的清洁与加油
1
进行作业前的准备。
将易受磁场影响的手表、ID 磁卡等随身物品全部取出。
2
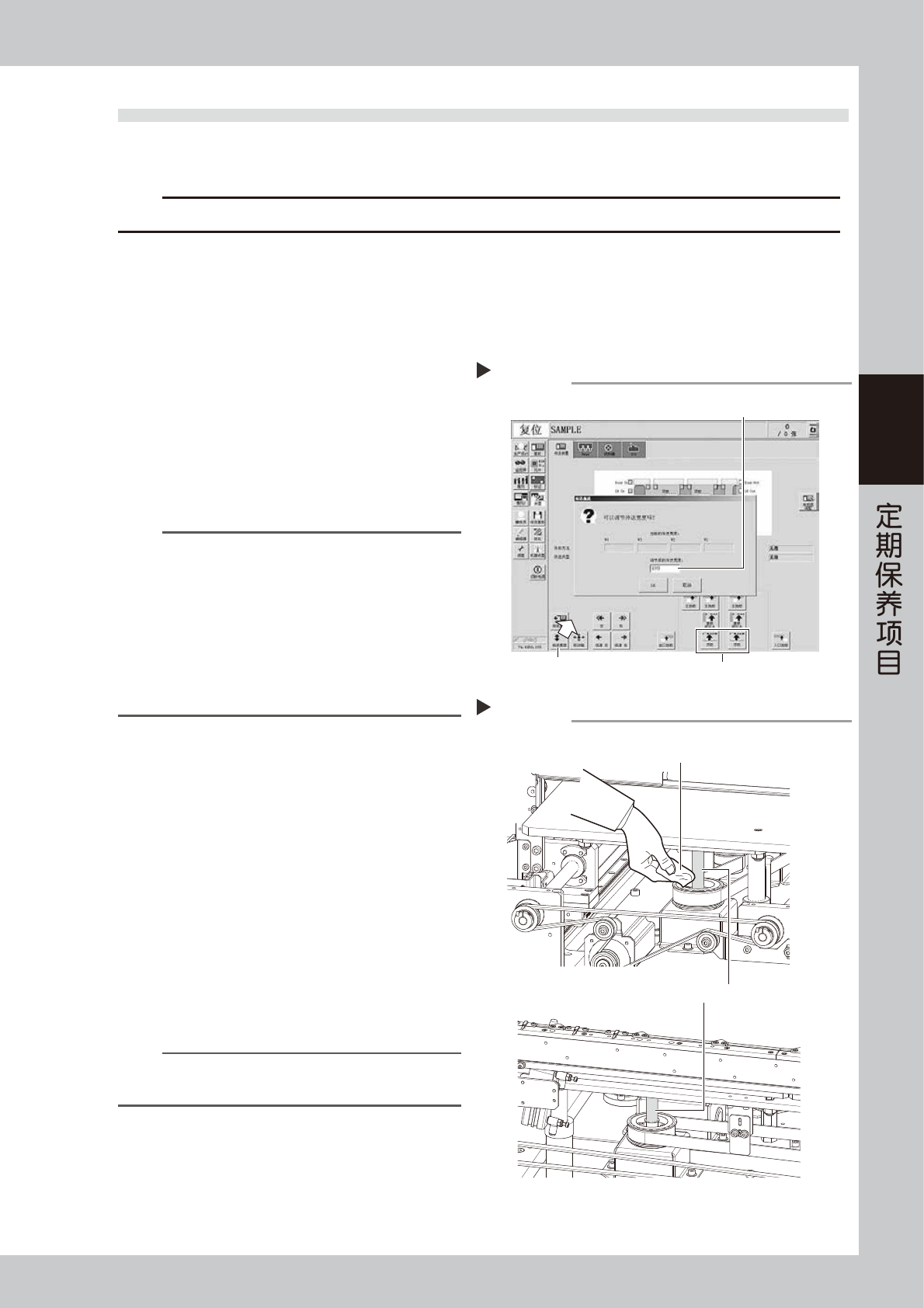
将传送宽度调到最大。
1. 按“装置”画面的 [ 传送宽度 ] 按钮,打开调
节传送宽度的对话框。
2. 在“调节后的传送宽度”输入框中输入最大规
格宽度之后,按 [OK] 按钮。传送宽度变为指定
的宽度。
56303-N2-00
n
要点
贴片机各机型的最大传送宽度如下 :
YSM20 双段输送台机型 : 490mm
YSM20 单轨机型 : 490mm
YSM20W 单轨机型 : 742mm
双轨机型时,请根据加油对象轨道在轨道 1 或轨道 2 中输入
最大传送宽度。单侧轨道的最大传送宽度如下 :
YS20 双轨机型 : 410mm
YSM20W 双轨机型 : 662mm
3
使顶板上升。
1. 在 [ 装置 ] -“传送装置”画面中按需要加润滑
油的输送台或轨道的 [ 顶板 ] 按钮,打开“顶板”
画面。
2. 在“厚度”输入框中输入“0.1”,按 [OK] 按钮,
使顶板上升。
4
擦拭滚珠丝杆。
e
1. 按急停按钮之后,打开贴片机的正面安全机盖。
2. 使用一次性换料车的机型,需将料车从贴片机
上拆下。
3. 用无尘擦拭纸等擦去滚珠丝杆 (2 处 ) 上的脏污
润滑油与尘屑。
55359-N2-00
n
要点
仔细擦拭包括螺旋槽部在内的滚珠丝杆全杆,并确认没有尘
屑残留。
调节传送宽度与升起顶板
<以双段输送台机型画面为例>
输入最大宽度
Step 2-3
3
2
擦拭滚珠丝杆
Step 4
无尘纸
滚珠丝杆(2处)
■ 双段输送台机型
■ 双轨机型

3-30
3
5
涂抹润滑油。
用手指蘸上 2cmm 左右的润滑油 (NSL) 均匀地涂抹
在滚珠丝杆的表面及螺旋槽部。
55360-N2-00
6
使润滑油遍布滚珠丝杆。
1. 关闭贴片机的正面机盖,解除紧急停机状态。
使用一次性换料车的机型,需将料车固定在贴
片机上。
2. 在 [ 装置 ] -“传送装置”画面中按加了润滑油
的输送台或轨道的 [ 顶板 ] 按钮,使顶板下降。
3. 按照前述 Step3 的方法,使顶板上升。
4. 使顶板上升、下降 2 〜 3 次,以便润滑油遍布
滚珠丝杆全杆。润滑油遍布之后,使顶板保持
上升状态。
7
用手指将多余的润滑油除去。
e
1. 按急停按钮之后,打开贴片机的正面安全机盖。
使用一次性换料车的机型,需将料车从贴片机
上拆下。
2. 用手指将多余的润滑油除去。
涂抹润滑油
Step 5
滚珠丝杆(2处)
■ 双段输送台机型
■ 双轨机型
润滑油