KIC2000用户使用手册.pdf - 第78页
KIC 2000 v2.0.5.x KIC2000 用户手册 Page 78 附录 A: 制程工艺指数 一个衡量你温度曲线性能的方法 问题 当普遍使用数据统计有效的方式来衡 量你的贴片和印刷时侯,但却没 有一个普遍可接受的方法来 评估你 的温度曲线,也相当于说没有一个可 等级化热工艺性能的衡量系统。 一旦做一个曲线测量后,判 断是否 这个曲线是在规格内还是超出了规格 ,也许会是主观地判断 OK, 好或真好。在追踪 工艺性能方面, SPC…
KIC 2000 v2.0.5.x
KIC2000 用户手册 Page 77
设置SlimKIC 2000 的最大温度
参照SlimKIC 2000 能读取的最高温度来设置最大温度。当你收到你的 SlimKIC 2000时,它事先的最大温度
设置是 932°F (500°C)。这个设置是可以更改的。SlimKIC 2000 能读到的最高温度是1050°C。
TIP:
当你做曲线测量时,如果你超越了这个温度, 就会读到 超出范围 。
TC OVR( )
如果发生了这种事情,第一的原因就有可能是你使用
SlimKIC 2000
所测量的温度范围超出了最大温度设
置。
根据以下步骤改变
SlimKIC 2000
的最大温度设置。
• 开启电脑并打开KIC 2000 或 KIC 24/7 软件
。
• 用直接连接线连好 SlimKIC 2000 与电脑。
• 开启你的SlimKIC 2000。
• 在硬件信息状态界面上,观察你要校正的SlimKIC 2000最大温度数值。
取下SlimKIC 2000的盖子,使用一个小镙丝刀缓慢地调节最大温度电位器直到达到你所想要得最大温度。
o 顺时针是降低最大温度。
o 逆时针是增大最大温度。
KIC 2000 v2.0.5.x
KIC2000 用户手册 Page 78
附录 A:
制程工艺指数
一个衡量你温度曲线性能的方法
问题
当普遍使用数据统计有效的方式来衡量你的贴片和印刷时侯,但却没有一个普遍可接受的方法来评估你
的温度曲线,也相当于说没有一个可等级化热工艺性能的衡量系统。一旦做一个曲线测量后,判断是否
这个曲线是在规格内还是超出了规格,也许会是主观地判断OK,好或真好。在追踪工艺性能方面,SPC或
QC通常都集中在曲线数据统计的单一或一个小范围,举例来说:在样板上的一个或两个热电偶的峰值温
度。制程工艺指数是用于等级化温度曲线和热工艺性能的数据统计方法。
定义制程工艺指数
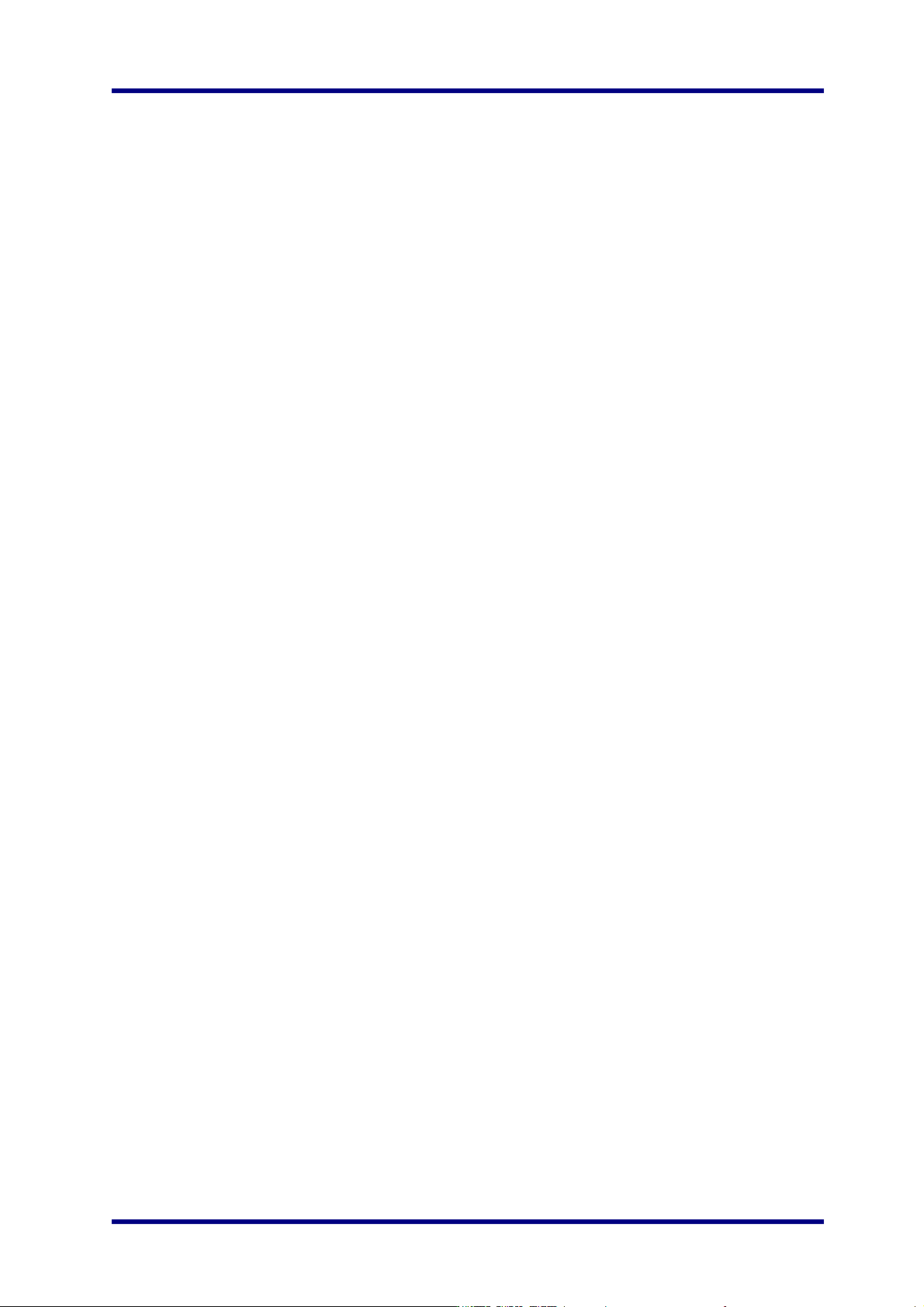
制程工艺指数是一个衡量标准,判断一个曲线是否符合用户所定义的工艺界限。 (见图 1)
制程工艺指数是通过按照怎样的曲线“符合”工艺临界
统计来等级化工艺曲线而得来的。没有任何一项参数超
出工艺临界统计的工艺曲线就会体现在制程工艺窗口
中。制程工艺窗口的中心值是零,临界值是99%。
制程工艺指数是100%或更大,这就表示这个曲线将不会在
规格内处理产品。99%的制程工艺指数表示曲线将会在规
格内处理产品,但是它非常靠近工艺窗口的边缘。
小于99%的制程工艺指数表示曲线在规格内,并且告
诉用户他们使用的制程工艺窗口的百分率是多少。
例如: 70%的PWI表示这个曲线使用的是70%的工艺规
格。
PWI 正确地告诉用户他们使用的曲线的制程工艺指数是
多少,曲线的完善程度。PWI值越低就代表曲线越好。
99%的PWI 是很危险的,因为它表示工艺很容易超出控制
大多数的用户寻找的是小于80%的PWI,并且普遍可以做
到曲线的制程工艺指数达到50%到60%之间(如果炉子有充
足的弹性空间和比较好的性能)
。
图 2 显示的是针对单一热电偶的峰值温度的制程工艺指数。对于整套曲线统计数据的制程工艺指数是以
在这套数据统计中最差的数据(最高数字)来计算的。
图 2: 制程工艺指数
(单一的数据统计— 一个热电偶的峰值温度)
图 1: 制程工艺窗口和PWI
KIC 2000 v2.0.5.x
KIC2000 用户手册 Page 79
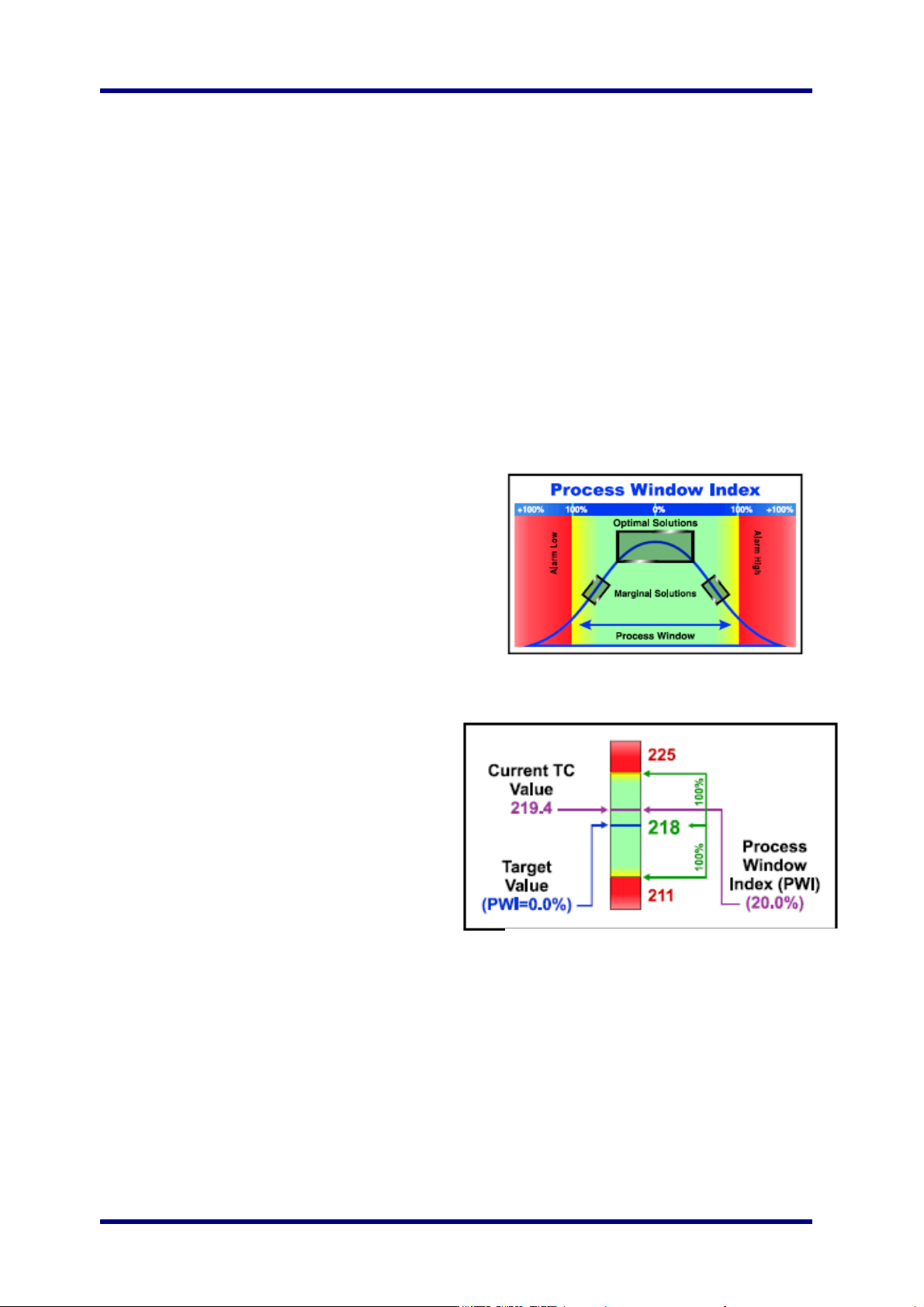
例如: 如果做曲线测量时使用了6个热电偶,每个热电偶使用了4个数据统计数据,那么那个曲线就有一组
24个数据统计,PWI就是这组曲线数据统计的最糟值(最高的百分率)。图3显示的是用户为每个单一热电
偶指定的临界统计。 (
见图
3)
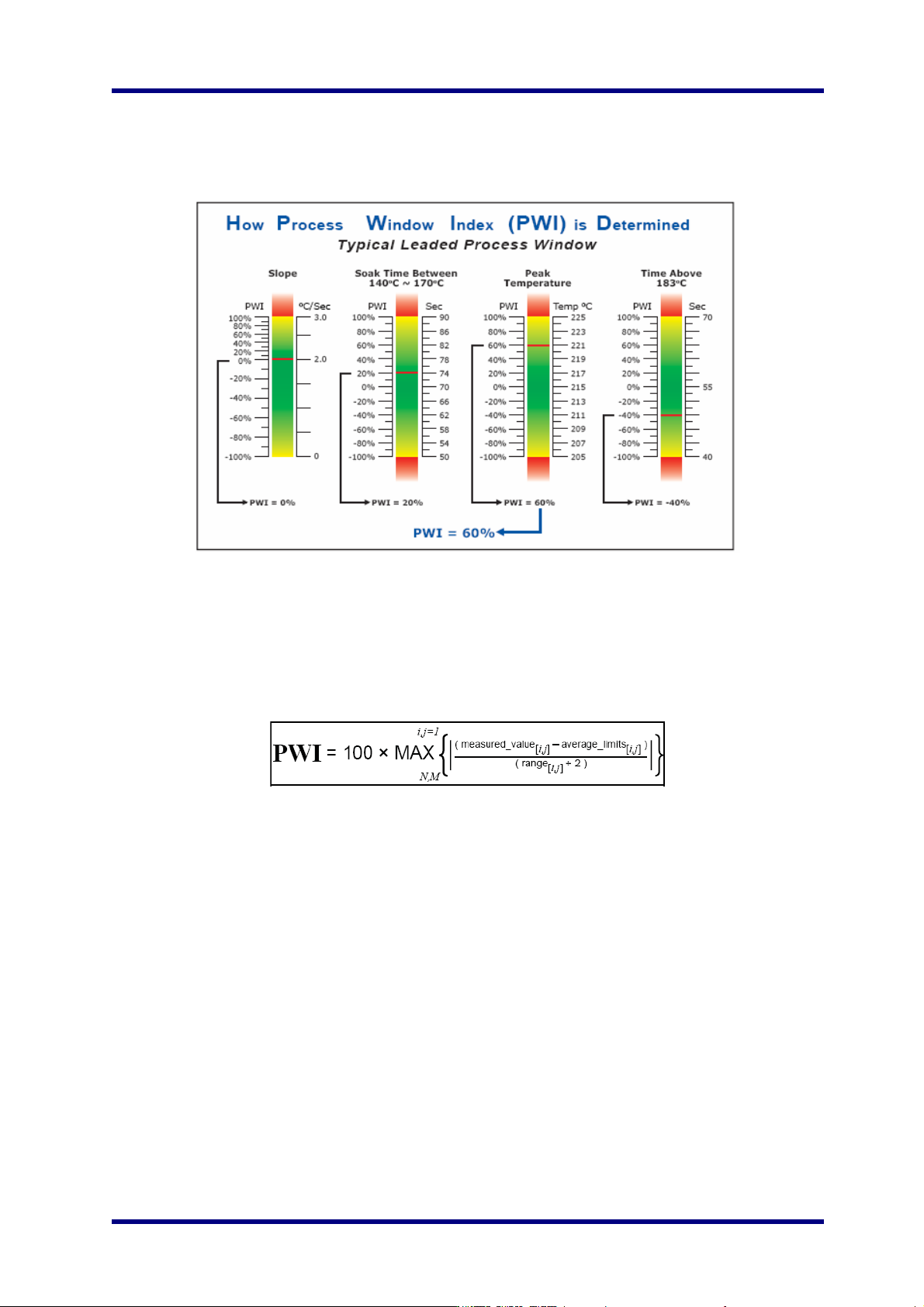
PWI的计算
计算制程工艺指数: i=1 到 N (热电偶数量); j=1 to M (每个热电偶的数据统计数量); measured_value[i,j] 是第
[i,j]
的数据统计值; average_limits[i,j] 是第[i,j]数据统计的上限和下限的平均值; range[i,j] 是第[i,j] 个数据统计
的上限减下限。
表 1: 制程工艺指数公式
因此,PWI的计算包含了所有热电偶的数据统计。曲线的PWI值是曲线数据统计的最糟情况(最大的,或
所使用的制程工艺最高百分率),去它的值都比它小。
等级化温度曲线性能的好处
用制程工艺指数分析温度曲线有4大好处。第一,曲线很容易比较,用户能十分确定地使用他们工艺能达
到的最好的曲线。在使用PWI分析曲线之前,比较曲线是凭主观,用户不能为他们的产品确定出哪一个曲
线是最好的。PWI 为制程工艺改善提供了一个极好的机会,它的使用相零缺陷生产迈进了重大的一步。
第二个好处是PWI非常简单化了曲线测量过程。在使用这个先进的曲线测量工具时,所有的曲线统计数据
都归纳为一个连最没有经验的操作员也能看懂的简单数据(PWI)。这就意味着在节省培训花费方面有重大
意义并且降低了由于操作员的错误而导致的缺陷。更进一步的是相当于在数几分钟内,一个毫无经验的
操作员能使用最优化的曲线设置炉子,完成这给工作在以前往往要花费一个有经验的工程师几个小时。
图 3: 制程工艺指数
(
为单一热电偶提供多种数据统计并计算最终PWI
)