GS系列机型电气原理 - 第7页
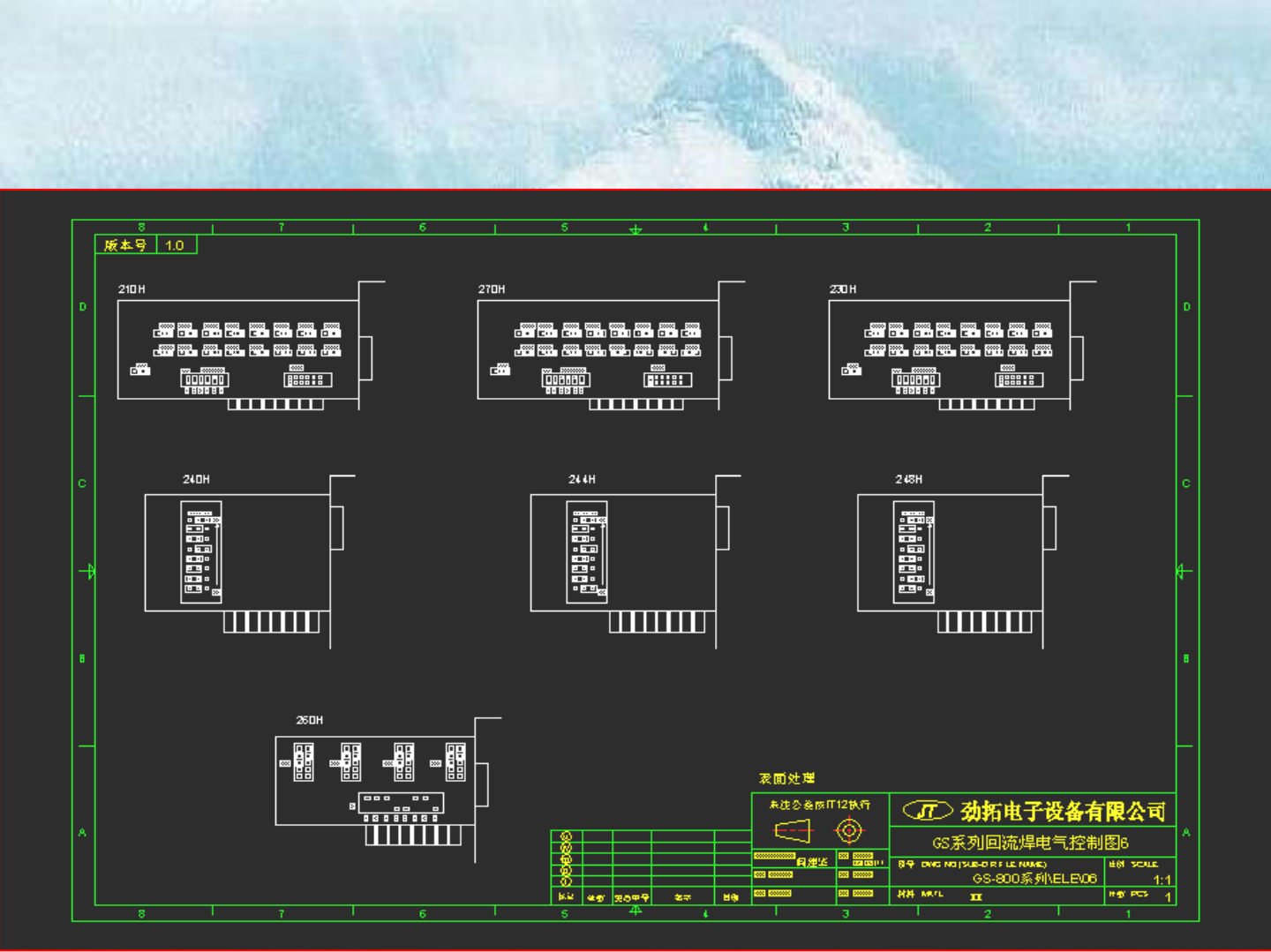
GS SER IE S GS SER IE S无铅回流焊 无铅回流焊 9.2.1.3 设备电 气原理分析 1.601-608由210 控制卡控制(记 数/定时,由40C排线的9-16脚 对 应)。其中602,604, 606,608 控制下层加热,条件是须先打开加 热风机。若机器方向为左-右则控制 1-4区,右-左则控制5-8区。 2021/10/27 GS SER IES 7 先开风机 , 后开 加热 , 可预防电 阻丝烧坏
GS SERIESGS SERIES无铅回流焊无铅回流焊
9.2.1.3 设备电气原理分析
2021/10/27 GS SERIES 6
GS SERIESGS SERIES无铅回流焊无铅回流焊
9.2.1.3 设备电气原理分析
1.601-608由210控制卡控制(记
数/定时,由40C排线的9-16脚对
应)。其中602,604,606,608
控制下层加热,条件是须先打开加
热风机。若机器方向为左-右则控制
1-4区,右-左则控制5-8区。
2021/10/27 GS SERIES 7
先开风机,后开
加热,可预防电
阻丝烧坏
GS SERIESGS SERIES无铅回流焊无铅回流焊
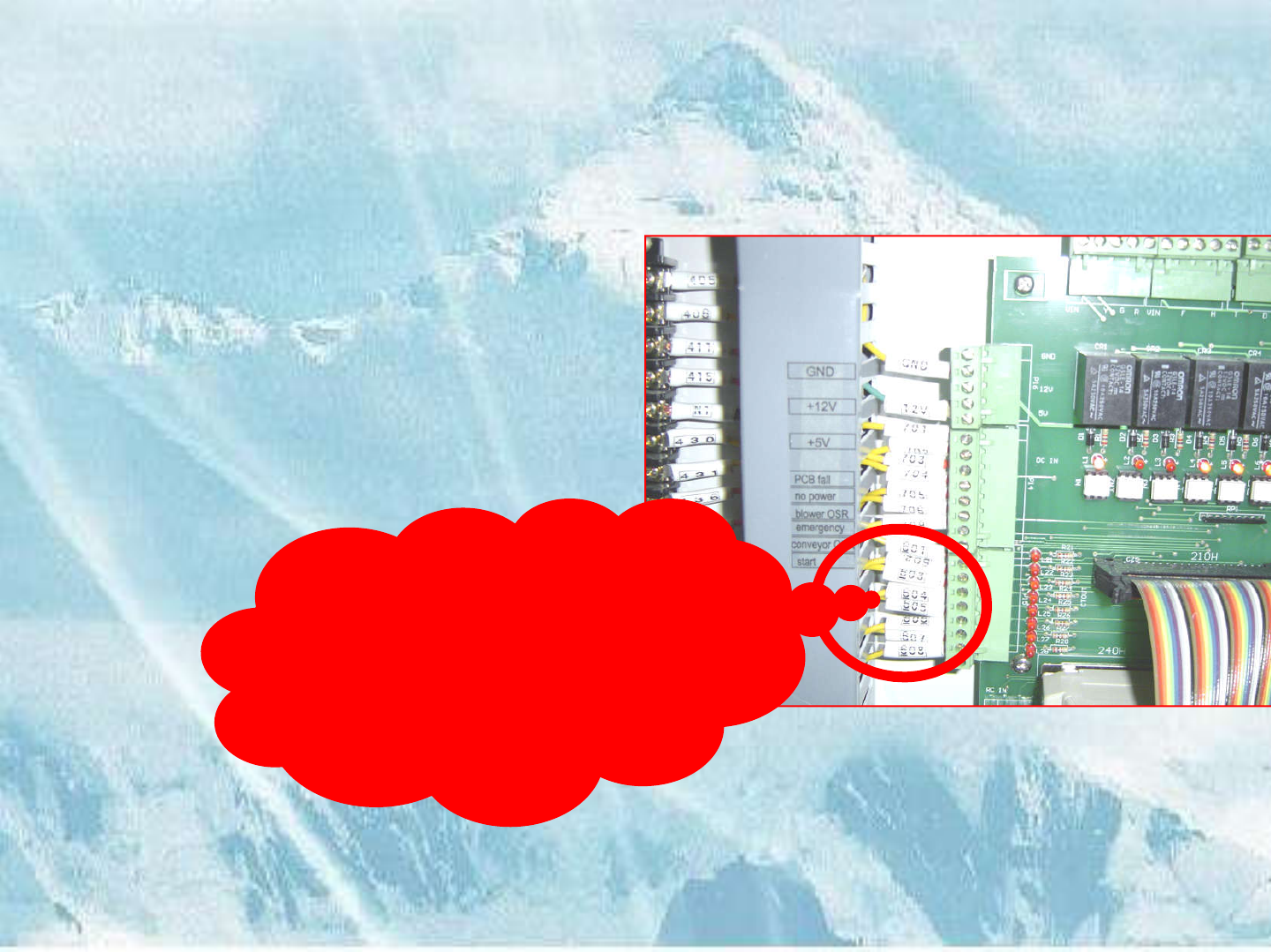
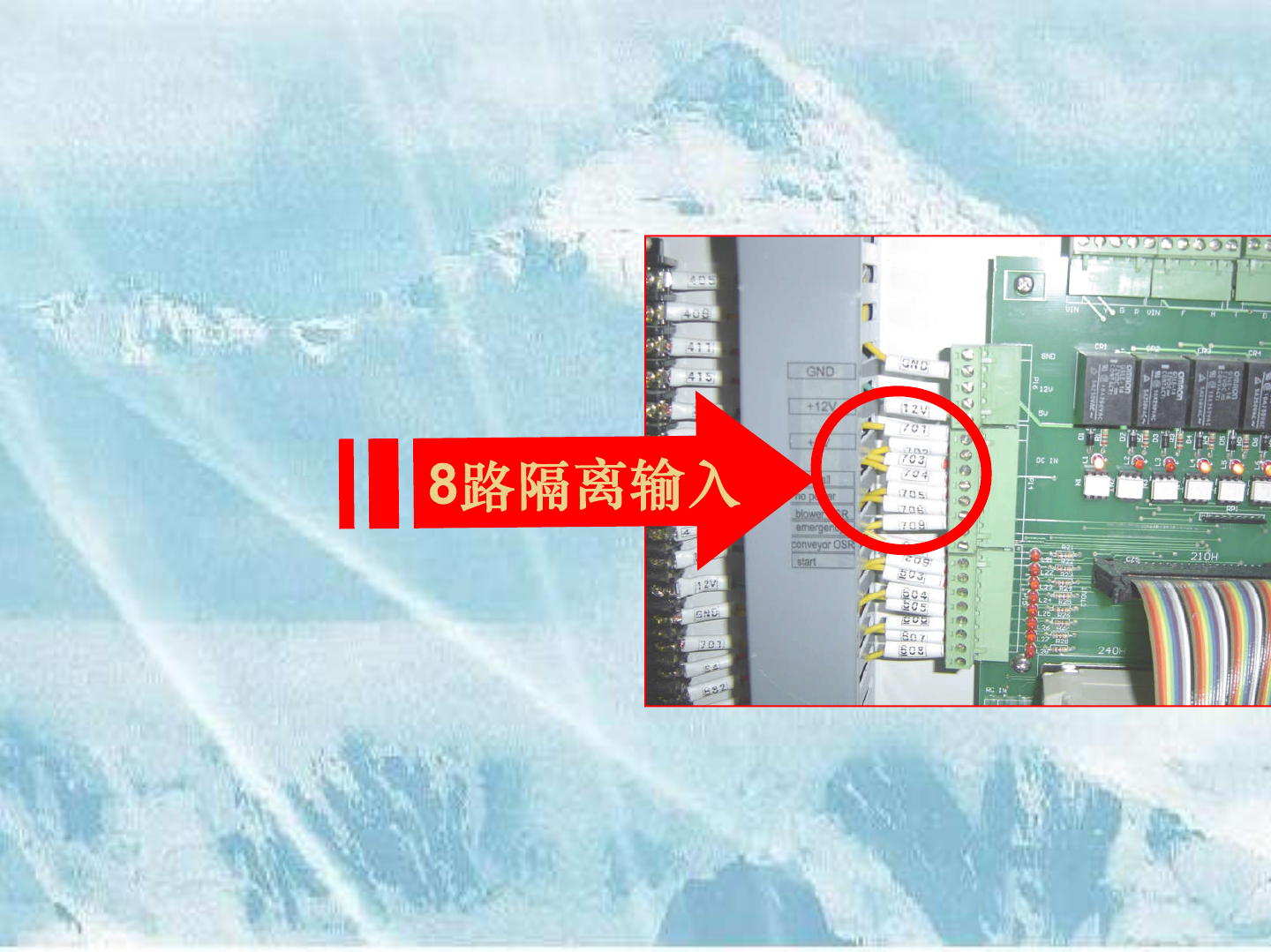
2.701-708由210控制卡控制(隔
离输入,由40C排线的21-28脚对
应)。分别对应掉板,掉电,风机
限流,紧急停止,传输限流,启动,
调宽限位1,调宽限位2。
2021/10/27 GS SERIES 8