m220_383_02_process_manual工艺手册.pdf.pdf - 第53页
PROCESS DESCRIPTION P ROCESS M ANU AL 4.2-8 118 19 BACKFILL 2 119 Message BACKFILL [14]. Sonalert alarm No 120 Time: 000:10:00 (hr:min:sec ) Variable Command: No 121 Gas N2 [1] at 100.0 [slm] Variable Command: No 122 Dig…

PROCESS DESCRIPTION
P
ROCESS MANUAL
4.2-7
76 Alarm limit setting for Gas SIH4REAR [3] at 10 % ( ± 30.0 ) Variable Command:
No
77 Branch on gas/pressure SIH4DOOR [2] to step EVACUATE. Sonalert alarm Yes
78 Branch on gas/pressure SIH4REAR [3] to step EVACUATE. Sonalert alarm Yes
79 13 DEPOSITION
80 Message DEPOSITION [13]. Sonalert alarm No
81 Time: [000:30:00] (hr:min:sec) Variable Command: Yes
82 Alarm limit setting for Gas PRESSURE [8] at 5 % ( ± 0.0 ) Variable Command: No
83 Branch on gas/pressure SIH4DOOR [2] to step EVACUATE. Sonalert alarm Yes
84 Branch on gas/pressure SIH4REAR [3] to step EVACUATE. Sonalert alarm Yes
85 Branch on gas/pressure PRESSURE [8] to step EVACUATE. Sonalert alarm Yes
86 14 EVACUATE
87 Message EVACUATE 3 [10]. Sonalert alarm No
88 Time: 000:05:00 (hr:min:sec) Variable Command: No
89 Gas N2 [1] at 0.0 [slm] Variable Command: No
90 Gas SIH4DOOR [2] at 0.0 [sccm] Variable Command: No
91 Gas PRESSURE [8] at 0.0 [mtor] Variable Command: No
92 Digital out N2 PURGE[9] = OFF,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACSIL1[12] = OFF,EVACSIL2[13] = OFF,EVACSIL3[14] =
OFF,SOFTSTRT[15] = ON,MAINVAC[16] = ON Variable Command: No
93 Alarm limit setting for Gas SIH4DOOR [2] at 0 % ( ± 0.0 ) Variable Command: No
94 Alarm limit setting for Gas SIH4REAR [3] at 0 % ( ± 0.0 ) Variable Command: No
95 Alarm limit setting for Gas PRESSURE [8] at 1 % ( ± 0.0 ) Variable Command: No
96 Wait for gas PRESSURE [8]
97 15 PURGE
98 Message PURGE [12]. Sonalert alarm No
99 Time: 000:05:00 (hr:min:sec) Variable Command: No
100 Digital out N2 PURGE[9] = ON,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACSIL1[12] = OFF,EVACSIL2[13] = OFF,EVACSIL3[14] =
OFF,SOFTSTRT[15] = ON,MAINVAC[16] = ON Variable Command: No
101 16 EVACUATE
102 Message EVACUATE 3 [10]. Sonalert alarm No
103 Time: 000:05:00 (hr:min:sec) Variable Command: No
104 Digital out N2 PURGE[9] = OFF,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACSIL1[12] = OFF,EVACSIL2[13] = OFF,EVACSIL3[14] =
OFF,SOFTSTRT[15] = ON,MAINVAC[16] = ON Variable Command: No
105 17 READY
106 Message STANDBY [1]. Sonalert alarm No
107 Digital out N2 PURGE[9] = ON,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACSIL1[12] = OFF,EVACSIL2[13] = OFF,EVACSIL3[14] =
OFF,SOFTSTRT[15] = OFF,MAINVAC[16] = ON Variable Command: No
108 Wait for operator
109 18 BACKFILL 1
110 Message BACKFILL [14]. Sonalert alarm No
111 Time: 000:01:00 (hr:min:sec) Variable Command: No
112 Gas N2 [1] at 0.0 [slm] Variable Command: No
113 Gas SIH4DOOR [2] at 0.0 [sccm] Variable Command: No
114 Gas PRESSURE [8] at 0.0 [mtor] Variable Command: No
115 Digital out N2 PURGE[9] = ON,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACSIL1[12] = OFF,EVACSIL2[13] = OFF,EVACSIL3[14] =
OFF,SOFTSTRT[15] = ON,MAINVAC[16] = OFF Variable Command: No
116 Alarm on digital in PRESS N2[1] = ON,PRESSAIR[2] = ON,doorclsd[3] =
ON,VACFAIL[4] = OFF,,,TEMP SCR[7] = ON,EXCESS[8] = ON
117 Abort recipe 08
PROCESS DESCRIPTION
P
ROCESS MANUAL
4.2-8
118 19 BACKFILL 2
119 Message BACKFILL [14]. Sonalert alarm No
120 Time: 000:10:00 (hr:min:sec) Variable Command: No
121 Gas N2 [1] at 100.0 [slm] Variable Command: No
122 Digital out N2 PURGE[9] = ON,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACSIL1[12] = OFF,EVACSIL2[13] = OFF,EVACSIL3[14] =
OFF,SOFTSTRT[15] = OFF,MAINVAC[16] = OFF Variable Command: No
123 END
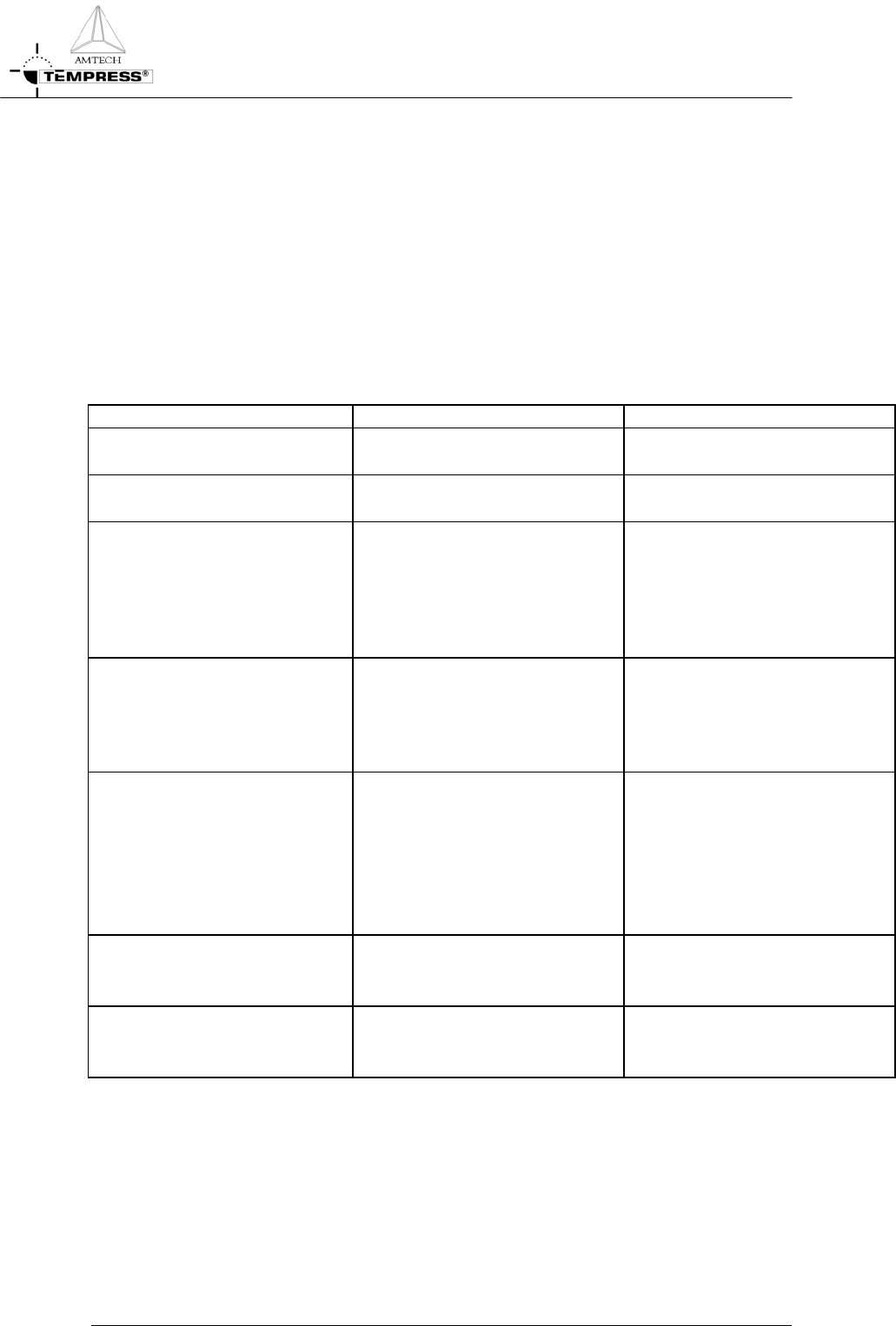
4.2.8
Troubleshooting a flat poly process
Problem: Cause: Solution:
Wafers are thick at door side and
thin at pump side.
• Gas distribution is incorrect • Increase gasload from the
pump side
Wafers are thick at the pump side
and thin at the door side.
• Gas distribution is incorrect • Increase gasload from the
doorside
Wafers are thick at the top and
thin at the bottom.
• The paddle is situated too
high in the tube.
• The paddle is colder then the
wafers and the tube.
• Adjust height of the paddle at
the cantilever system.
• Insert temperature
stabilization step in the recipe
after ‘evacuate’ and/or ‘heat
up’ step.
Wafers are thick at the edges and
thin at the center.
• Temperature is not
homogeneous within wafer.
• Pressure is too high.
• Insert temperature
stabilization step in the recipe
after ‘boat in’ and/or ‘heat up’
step.
• Decrease pressure.
No consistency in uniformity.
• Dirty quartz ware or wafers.
• No constant pressure control.
• Draft along the furnace.
• Clean tube, quartz ware and
paddle.
• Use clean wafers.
• Check pressure control.
• Decrease draft by reducing
overpressure cleanroom or
close possible draft holes.
Layer is too thin cross load.
• Deposition time is too short.
• Pressure is too low.
• Increase deposition time in
recipe.
• Increase pressure.
Layer is too thick cross load
• Deposition time is too long.
• Pressure is too high.
• Decrease deposition time in
recipe.
• Decrease pressure.

PROCESS DESCRIPTION
P
ROCESS MANUAL
4.3-1
4.3 Silicondioxide (LTO SiO
2
) from SiH
4
and O
2
4.3.1 Basic configuration
LPCVD Low Temperature Oxide (LTO)
SiH
4
, O
2
, (PH
3
and/or TMB optional)
Injectors are used for SiH
4
+PH
3
+TMB, and for O
2
Flat temperature of 425
o
C
Quartz caged cassettes
4.3.2
Description
4.3.2.1 Purpose
Low Temperature Oxide (LTO) is mainly used as a passivation layer over devices, which
already have metal contacts. Aluminum is widely used but with melting point of roughly
600
o
C a passivation layer deposition technique with a deposition temperature higher than the
aluminum melting point is not possible.
LTO is used to create a passivation layer while maintaining the aluminum contact integrity.
The low temperature reduces the electrical and mechanical properties of the deposited SiO
2
film, which makes it typically unsuitable for electrical applications.
4.3.2.2 Chemicals
Oxygen is the basic gas of every combustion reaction and therefore leaks can be dangerous
near hot areas.
SiH
4
is a pyrogenic gas, which means it will burn spontaneously when it comes into contact
with O
2
or air. It is also toxic and should be handled accordingly, although generally it will
burn before it gets toxic.
4.3.2.3 Process
Due to the pyrophoric nature of SiH4 combining SiH
4
and O
2
to do a process requires a
distinct handling procedure. This includes reduction of the process pressure and applying a
specific gas distribution system.
The deposition of LTO from SiH
4
and O
2
is a very physical process. This means, the
deposition rate strongly depends on the gas flows and diffusion properties. The gas flow is
mainly affected by the hardware configuration and not so much by the temperature. The
result is, that the deposition rate and thickness uniformity do not react much on temperature
changes, but do react on hardware changes such as cage and injector design, position of these
in view of each other, injector alignment and wafer alignment.
Additionally, as with most LPCVD processes, the pressure will also affect the process results.
The chemical reaction of a basic LTO process is as follows:
SiH
4
+ O
2
Æ SiO
2
+ 2 H
2