m220_383_02_process_manual工艺手册.pdf.pdf - 第62页
OPERATION INSTRUCTIONS P ROCESS M ANU AL 5.Operation Instructions This document describes the various proced ures required for a process eng ineer. The procedures describe all informati on according to the process engine…
PROCESS DESCRIPTION
P
ROCESS MANUAL
4.3-8
116 Gas O2 [2] at 0 [SCCM] Variable Command: No
117 Gas SIH4 [3] at 0.0 [SCCM] Variable Command: No
118 Gas PRESSURE [8] at 0 [MTOR] Variable Command: No
119 Digital out N2 PURGE[9] = ON,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACSIH4[12] = OFF,,,SOFTSTRT[15] = ON,MAINVAC[16] = OFF
Variable Command: No
120 Alarm on digital in PRESS N2[1] = ON,PRESSAIR[2] = ON,doorclsd[3] =
ON,VACFAIL[4] = OFF,,,TEMP SCR[7] = ON,EXCESS[8] = ON
121 Abort recipe 08
122 20 BACKFILL 2
123 Message BACKFILL [14]. Sonalert alarm No
124 Time: 000:10:00 (hr:min:sec) Variable Command: No
125 Gas N2 [1] at 10.00 [SLM] Variable Command: No
126 Digital out N2 PURGE[9] = ON,N2PROCES[10] = ON,PROCESS[11] =
ON,EVACSIH4[12] = OFF,,,SOFTSTRT[15] = OFF,MAINVAC[16] = OFF
Variable Command: No
127 END
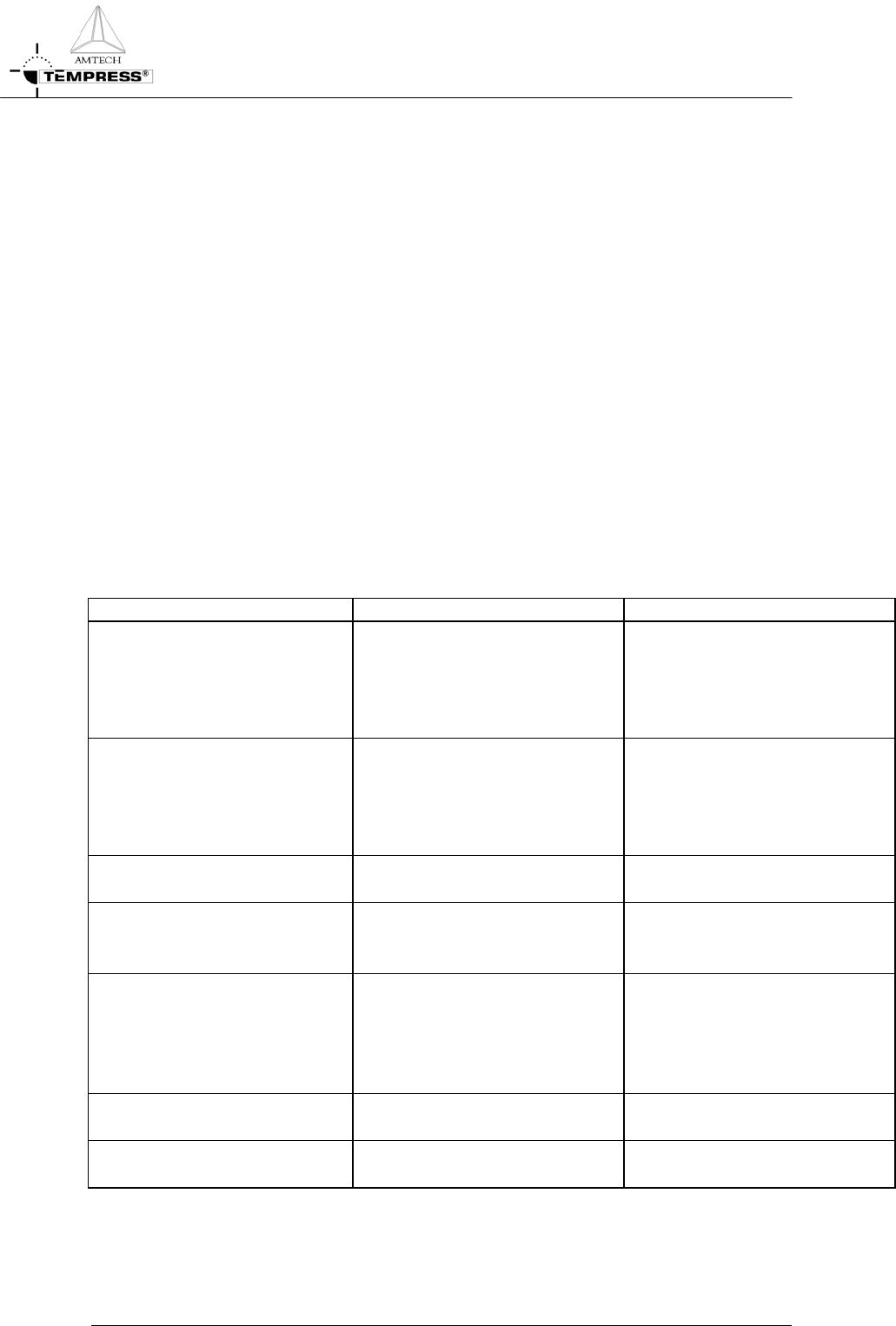
4.3.8
Troubleshooting an LTO process
Problem: Cause: Solution:
Wafers are thick at the door side
and thin at the pump side.
• Temperature ramp is not
correct.
• Injector design is not optimal
• Insufficient N
2
carrier gas
• Increase temperature ramp
(door side temperature lower
then pump side temperature).
• Use different injector design
• Increase N
2
carrier gas
Wafers are thick at the pump side
and thin at the door side.
• Temperature ramp is not
correct.
• Injector design is not optimal
• Too much N
2
carrier gas
• Reduce temperature ramp
(door side temperature higher
then pump side temperature).
• Use different injector design
• Reduce N
2
carrier gas
Wafers are thick at the top and
thin at the bottom.
• Wafers are not aligned
parallel.
• Place wafers parallel and flat
side at the top
Wafers are thick at the edges and
thin at the center.
• Wafers are placed too close
together
• Cage design is not optimal
• Place wafers further apart
• Use different cage design
No consistency in uniformity.
• Dirty quartz ware or wafers.
• No constant pressure control.
• Draft along the furnace.
• Clean tube, quartz ware and
paddle.
• Use clean wafers.
• Check pressure control.
• Close possible draft holes.
Layer is too thin cross load.
• Deposition time is too short. • Increase deposition time in
recipe.
Layer is too thick cross load
• Deposition time is too long. • Decrease deposition time in
recipe.
OPERATION INSTRUCTIONS
P
ROCESS MANUAL
5.Operation Instructions
This document describes the various procedures required for a process engineer. The
procedures describe all information according to the process engineers.
5.1 Load or Unload process wafers
Loading and unloading process wafers on the paddle is required before and after each process
run.
5.1.1
Load process wafers
• Place the wafers on the wafer carriers, depending on the situation with (vacuum)
tweezers or a wafer transfer system.
• Pick-up wafer carriers with a pick-up fork or automated loading tool.
• Place the wafer carriers around the center of flatzone as indicated on the
loadstation.
5.1.2 Unload wafers
CAUTION
Wafers and paddle are hot.
• Allow the wafers to cool down.
• Pick-up wafer carriers with a pick-up fork or automated loading tool. (Amtech
Systems S300)
• Remove the wafers from the wafer carriers, depending on the situation with
(vacuum) tweezers or a wafer transfer system.
5.1-1
OPERATION INSTRUCTIONS
P
ROCESS MANUAL
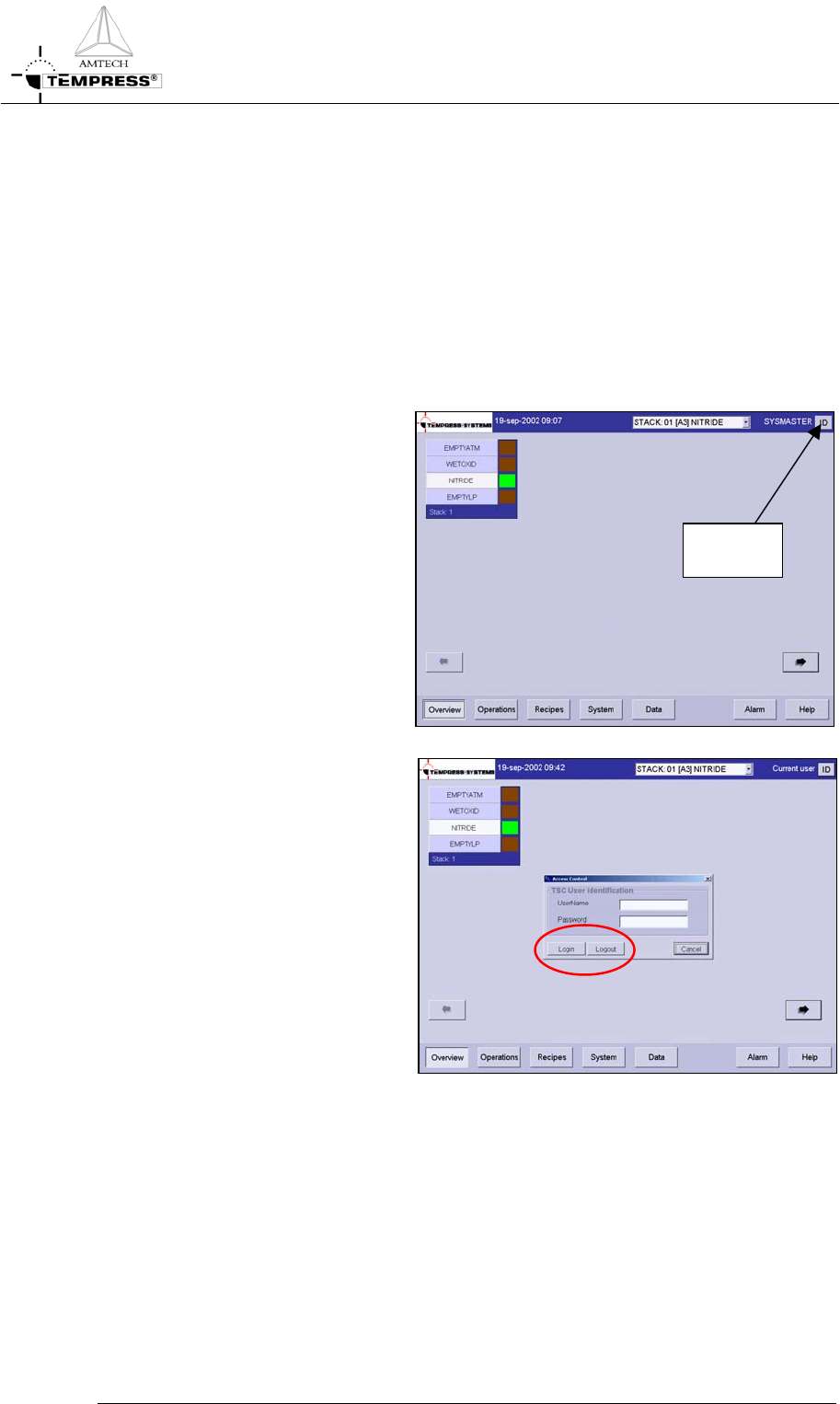
5.2 Login TSC-2
Changing login name may be required to couple process data to operator and process
proceeding for logging data.
5.2.1 TSC-2
1) Press “ID” to Login as
screen until following screen
appears:
USER
LOGIN
2) Type the personal username
and password
3) Press “Login” to login or
“Logout” to logout
5.2-1