NXTII 系统手册.pdf - 第155页
QD142-05 4. 生产 NXT II 系统手册 137 4.11.16 料盘元件无停止供应功能 在不停止机器的运转,将剩余数 达到某一程度的料盘补充给料盘单 元 -L 的功能。通过料盘 的补充将运转停止时间控制在最 小限度,提高生产效率。 在使用无停止供应功能时, 需要 Fujitrax Verifi er 和 KIT Handy。设定方法请参照 NXT-2 编程手册。 无停止供应功能设定步骤 1. 在辅助软件的 [ 模组功能设定…
4. 生产 QD142-05
136 NXT II 系统手册
关于来自料盘箱 B 的元件补充功能运用时的异常
以下说明运用来自料盘箱 B 的元件补充功能时发生的异常及其对策。
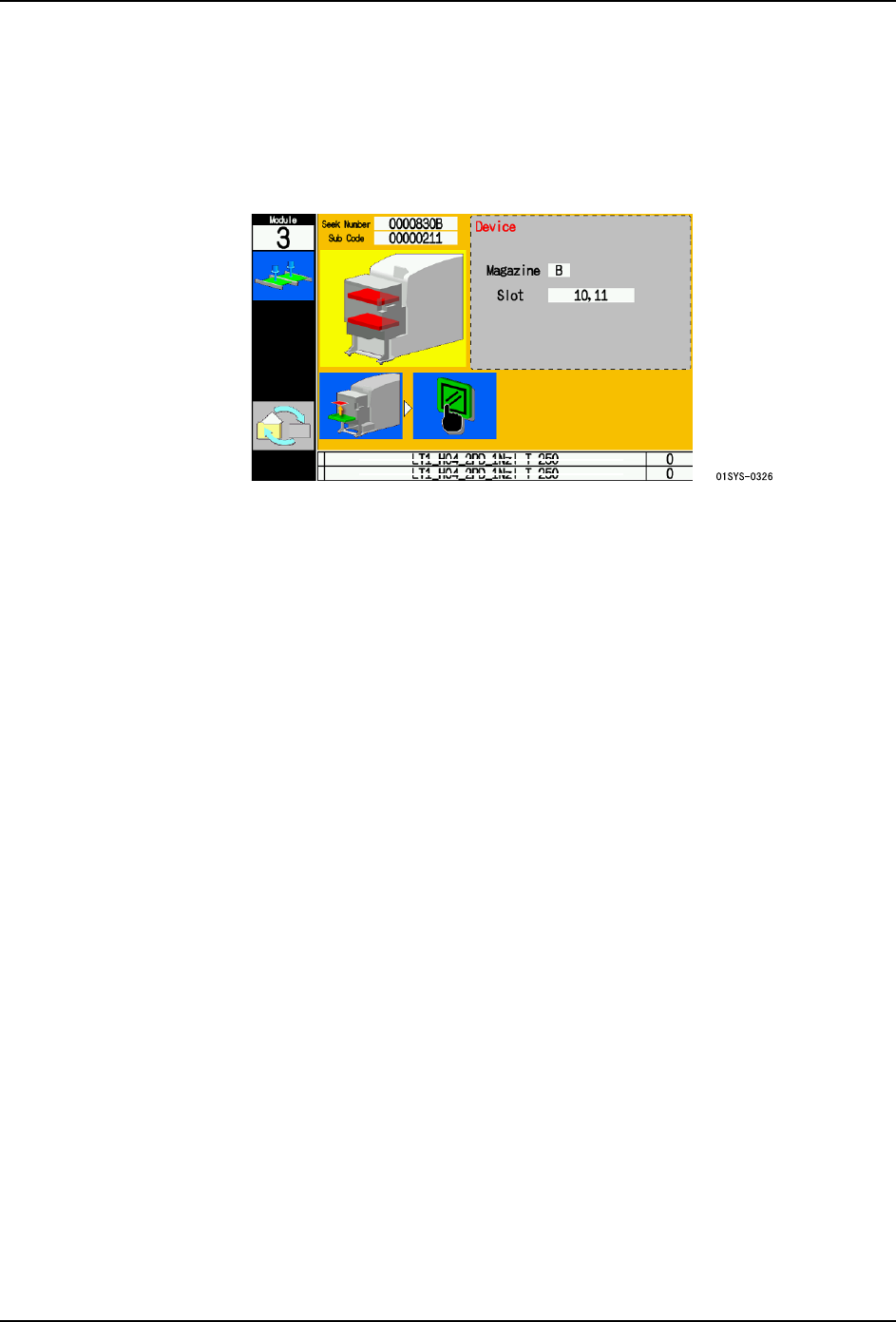
在料盘箱 B 的料槽 10 或料槽 11 中存在托架的时候
向料盘箱 B 补充托架后,机器就会进行料盘的高度检查。这时,如果在料槽 10 或料槽 11 中
检测出托架时,就会显示以下的异常向导。
a. 请打开料盘箱 B 的门,从画面上所显示的料槽中拔出托架。
b. 如果需要,重新安装到正确的料槽中。
c. 请关闭门,按下操作面板的 READY ON 按钮。
运用来自料盘箱 B 的元件补充功能时的注意事项
1. 被排出的托架有没有用完的料盘,并且将该托架重新插入到料盘箱 B 中时,请务必进行
料盘的吸取开始点指定。如果不进行吸取开始指定,在吸取动作时就会出现错误。
2. 在操作画面上显示料盘箱 B 的托架取出向导的时候,料盘箱 B 的供应完成按钮不起作用。
请从料槽 12 中取出托架,然后按下操作面板的 OK 按钮,并按照下一向导。
3. 正在向料盘箱 B 补充料盘时,如果料盘箱 A 发生补件超出时,就会在操作画面上显示料
盘箱 A 的补充向导。请根据向导补充元件,然后重新开始生产。
4. 如果料盘箱 B 中安装 OK 的料槽一个也没有时,不能按下供应完成按钮。
5. 如果在料盘箱 A 的料槽中设定了料站修正值时,托架更换后,设定值也会被应用。另外,
如果在料盘箱 B 的料槽中设定了料站修正值时,设定值被无视。
QD142-05 4. 生产
NXT II 系统手册 137
4.11.16 料盘元件无停止供应功能
在不停止机器的运转,将剩余数达到某一程度的料盘补充给料盘单元 -L 的功能。通过料盘
的补充将运转停止时间控制在最小限度,提高生产效率。
在使用无停止供应功能时,需要 Fujitrax Verifier 和 KIT Handy。设定方法请参照 NXT-2
编程手册。
无停止供应功能设定步骤
1. 在辅助软件的 [ 模组功能设定 ] 画面上,请设定无停止供应功能。
·[Fujitrax 设定 ]-[ 验证 ON/OFF]:[ON]
·[Fujitrax 设定 ]-[ 料盘验证 ON/OFF]:[ 料盘验证 ON]
·[ 料盘设定 ]-[ 无停止供应 ]:[ 使用托架排出部 ] 或者 [ 使用托架供应部 ]
无停止供应功能的运用
关于料盘单元 -L 的料盘元件补充向导,请参照 " 4.8 向料盘单元 -L 补充料盘元件 "。这
里,对托架的料盘配置进行说明。
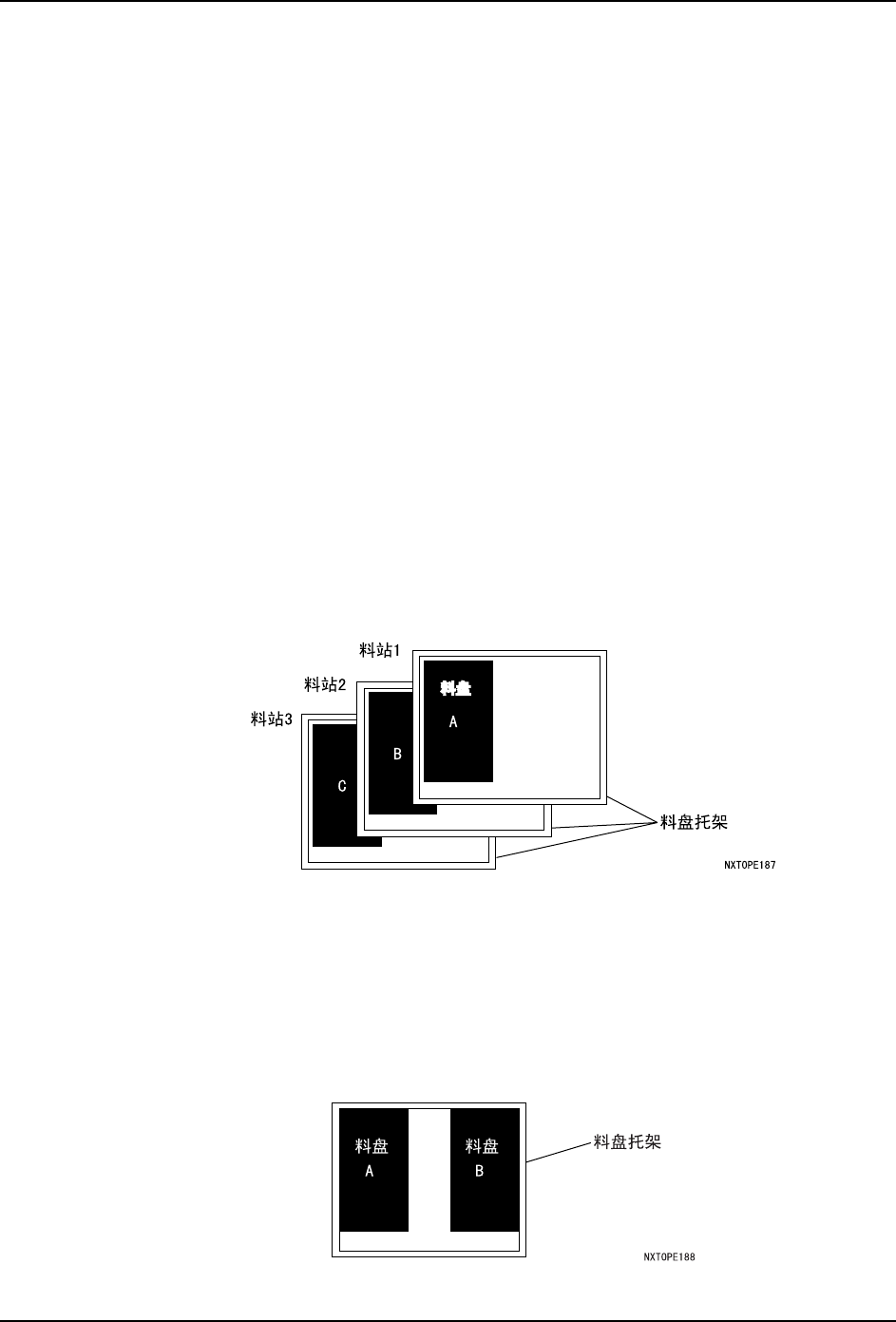
关于料盘配置
为了高效率进行无停止供应及显示正确的向导画面,建议在 1 个托架上配置 1 个料盘。
备注 )上图虽然 3 个料盘托架上各放置 1 个料盘,但是在应用无停止供应功能时,还需要 1
个料盘供应用的托架。
但是,也可以应用以下形式的配置 (1 个托架上放置 2 个料盘)。此时,对放置在副料槽 1
和 2 上的各料盘,需要使用 KIT Handy 进行各个料盘的验证。
同一托架上配置不同元件的料盘时
一方的料盘发生料尽时,即使另一方的料盘还留有元件,料盘托架也会向排出部移动。将留
有元件而被排出的料盘重新放置到托架上时,请使用 KIT Handy 进行吸取位置指定。
4. 生产 QD142-05
138 NXT II 系统手册
将配置在同一托架上的料盘设定成次料站时
一方的料盘发生料尽时,吸取点就会转换到另一料盘。因此,当显示料尽预告向导时,则表
示 2 个副料槽中元件剩余数变得很少了。在进行料盘元件的补充时,请在左右的副料槽上放
置料盘。
关于无停止供应功能运用时的异常
对应用无停止供应时发生异常和对策进行说明。
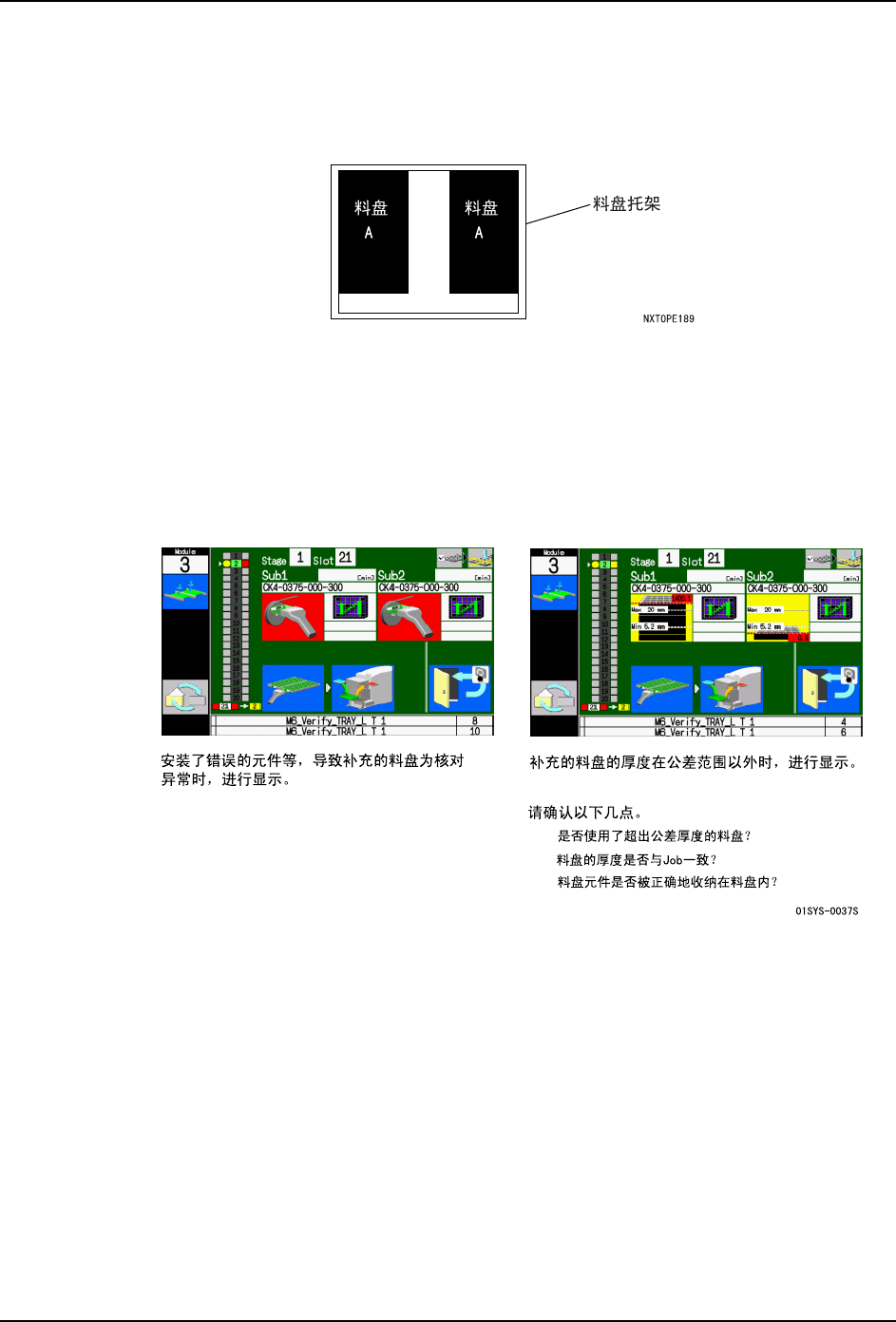
补充了错误的料盘时
在供应部中当设置料盘托架后,机器就会进行元件的核对。此时,当补充了错误的料盘后就
会显示以下的向导。
请确认内容后安装正确的料盘。