00198365-03_UM_JTF-ML2_TX12_V1-V2_EN - 第91页
7 Appendix 7.1 Excerpts from the Service Manual User Manual SIPLACE TX V1/V2 Series JEDEC Tray Feeder (JTF-ML2) 11/2019 91 7.1.2.3 Jumpers on the Nozzle Changer Overview Fig.162: Jumpers on the nozzle changer 1. Jumper …
7 Appendix
7.1 Excerpts from the Service Manual
90 User Manual SIPLACE TX V1/V2 Series JEDEC Tray Feeder (JTF-ML2) 11/2019
Adjustment
DANGER
Strong permanent magnet fields
Observe the safety instructions in section Safety instructions for working with strong
magnetic fields.
► Remove the nozzle changer.
► During the following inside measurement make sure that the tip of the measuring scale does
not touch the magnetic strip as this might scratch it!
CAUTION
Strong magnetic forces
Place a suitable plastic plate between the magnet and measuring scale, if required.
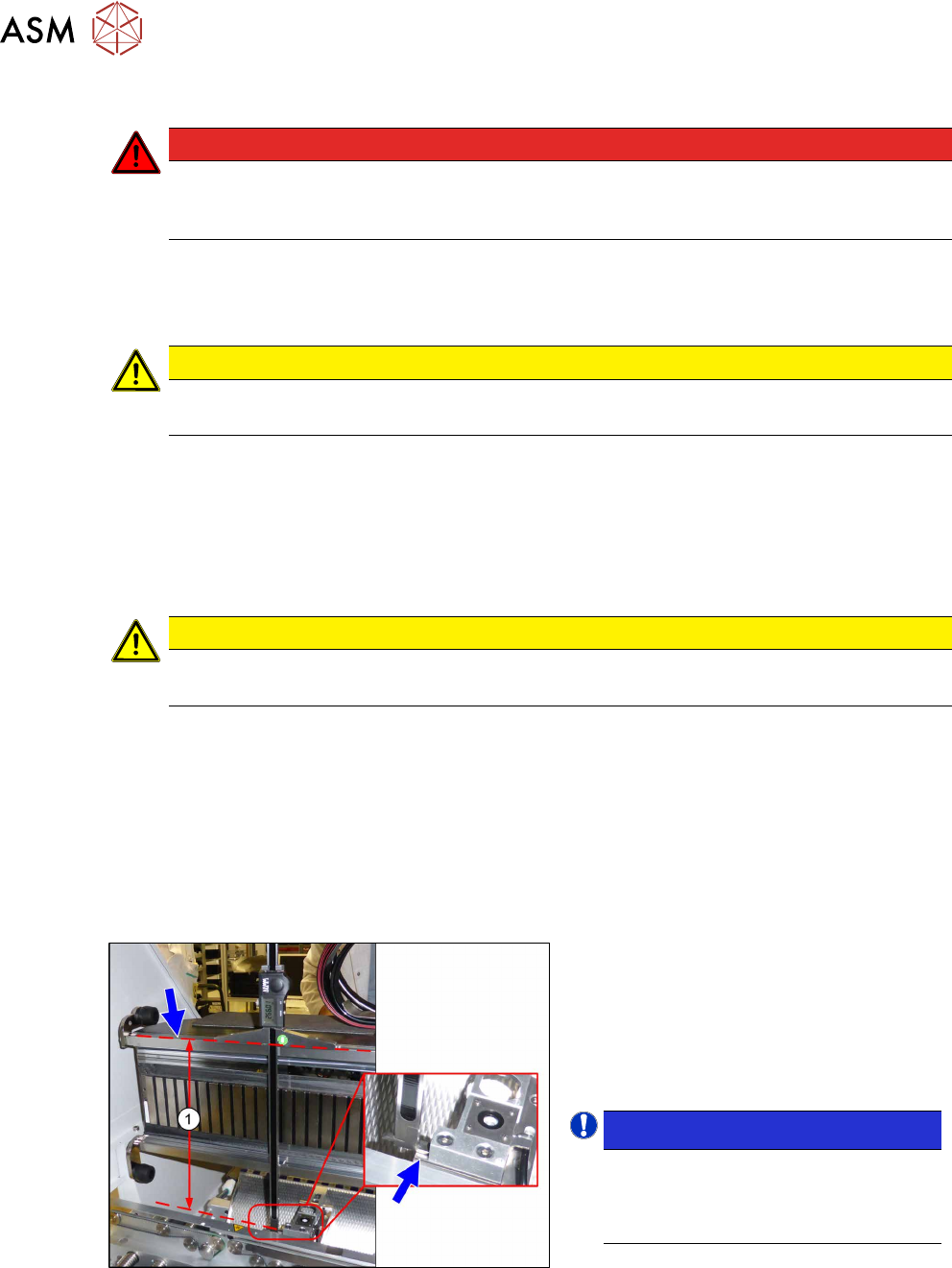
► Position the measuring scale(1) on the top edge of the X axis upper linear guide(2) and
measure the distance to the nozzle changer contact surface(4).
► Hold the measuring scale vertically.
► The setting value (3) is 277+/‑0.2mm.
(Deviating values for Mixed Mode option, see above.)
You can adjust the height, where necessary, by removing or adding NC shim plates.
CAUTION
Crash hazard!
Do not place too many shim plates underneath.
► Calibrate the position of the nozzle changer.
7.1.2.2 Setting the Nozzle Station Height
Parts, Equipment and Tools
●
Measuring scale
●
Adjusting plates: support for nozzle reject device [03039514-xx]
Setting
Fig.161: Setting the Height of the Nozzle Station
(taking the standard nozzle station as example)
► The distance(1) between the contact
surface of the nozzle station and the
top edge of the upper guide rail of the
gantry needs to be
266.0+0.1/-0.3mm.
You may need to use shim plates to
adjust this.
NOTICE!
Alternatively, you can measure from
the top edge of the lower guide rail of
the gantry. In this case the distance is
105.0+0.1/-0.3mm.
.
7 Appendix
7.1 Excerpts from the Service Manual
User Manual SIPLACE TX V1/V2 Series JEDEC Tray Feeder (JTF-ML2) 11/2019 91
7.1.2.3 Jumpers on the Nozzle Changer
Overview
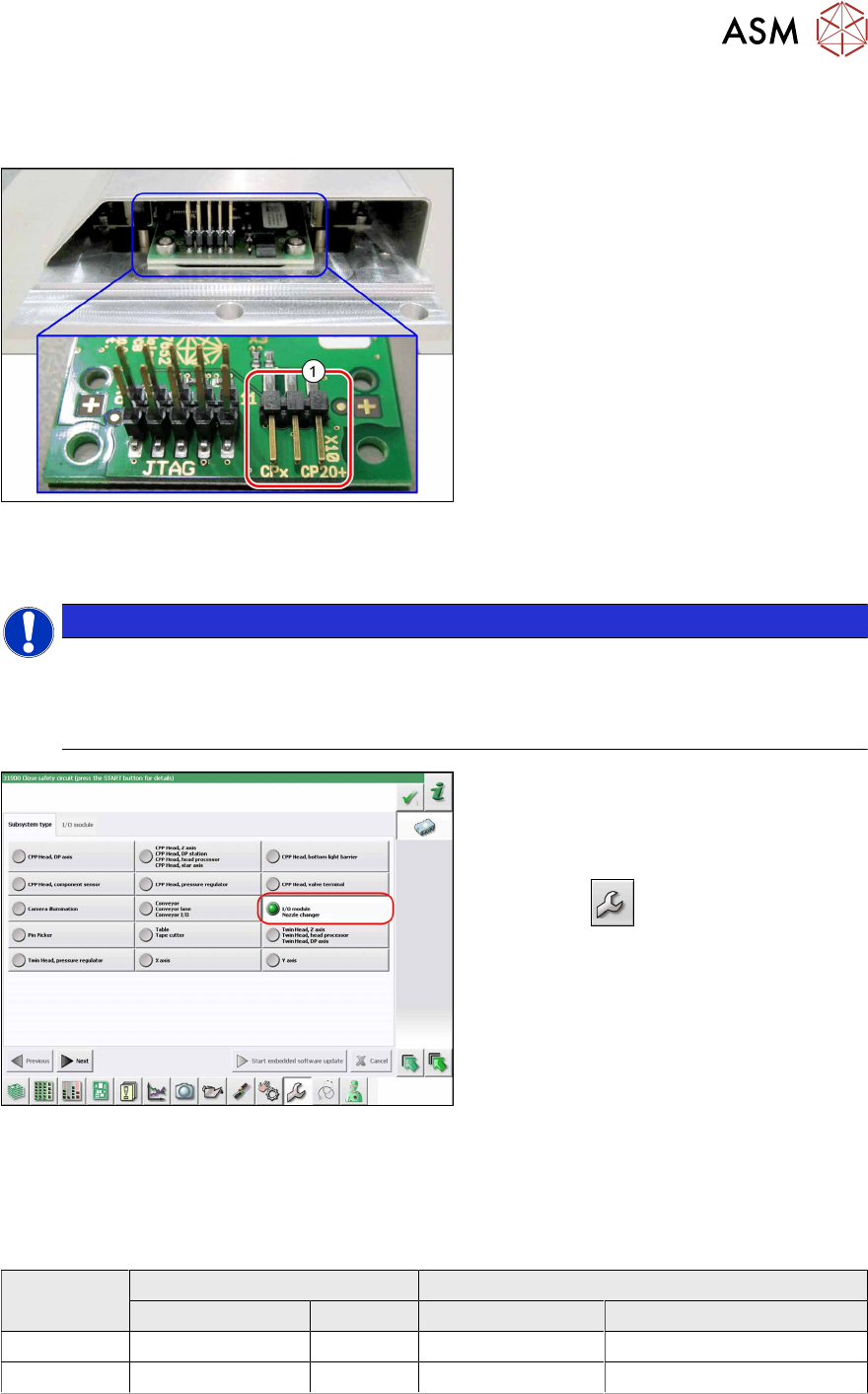
Fig.162: Jumpers on the nozzle changer
1. Jumper X10
The jumper X10 needs to be set at the fol-
lowing nozzle changers:
●
Nozzle changer basic structure
CPx - short assembly [03147925‑xx]
(replaces [03103649‑xx],
[03062463‑xx])
●
Nozzle changer basic structure
CPx – long assembly [03147324-xx]
●
Nozzle changer basic structure
CPx – long assembly [03103514-xx]
Preparation
NOTICE
Before installation
Due to the design, this setting must be performed before installation in the machine.
► If the new nozzle changer is being fitted as a spare part in a machine with I/O module
control, you will need to reconnect the jumper to pin 1-2.
Fig.163: Checking the I/A module control
To check whether the machine has I/O mod-
ule control, proceed as follows:
► Switch over to the operator level Ser-
vice.
► Click the
button.
► Click on the Embedded software but-
ton.
► Click the Update subsystem button.
► If an I/O module control is present, you
will see the entry Nozzle Changer at I/
O Module.
Adjustment
► Set the correct value on the jumper for your head type, software and control method.
Jumper X10
Head SW <= 706.x SW >= 707.x
I/O controller XFCU I/O controller XFCU
CPx, DLM 1-2 1-2 1-2 2-3
C&P20P --- --- --- 2-3 (factory settings)

7 Appendix
7.1 Excerpts from the Service Manual
92 User Manual SIPLACE TX V1/V2 Series JEDEC Tray Feeder (JTF-ML2) 11/2019