MX系列中文说明书 - 第59页
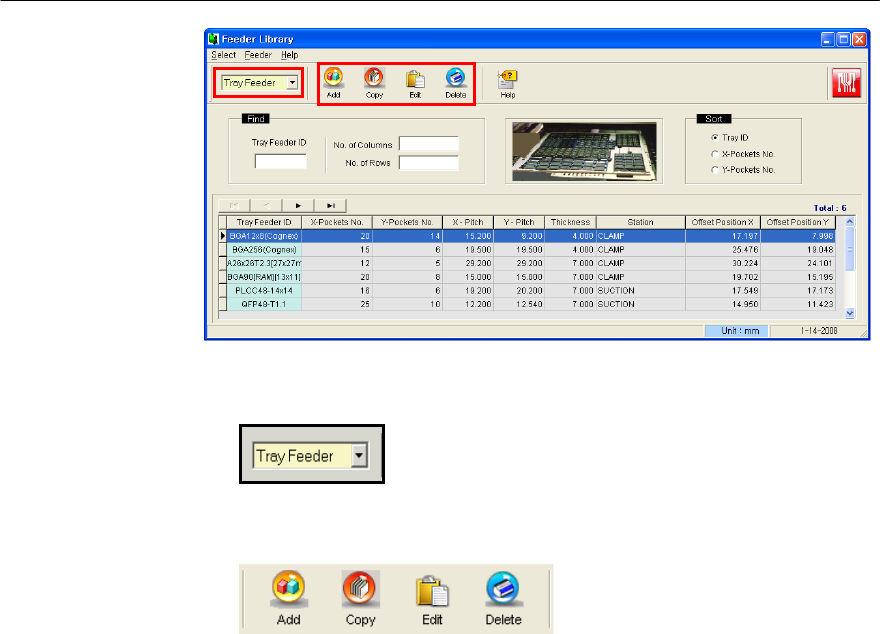
Mx Series Manual 1-42 4. 在 Tray & Stick( 盘,杆 ) 选择窗口中选择 Tray Feeder 5. 4 5
第
1
章
开始程序
1-41
有关Speed & Time
(Pick, Blow, Place
的内容,请参照其它
的Data table。
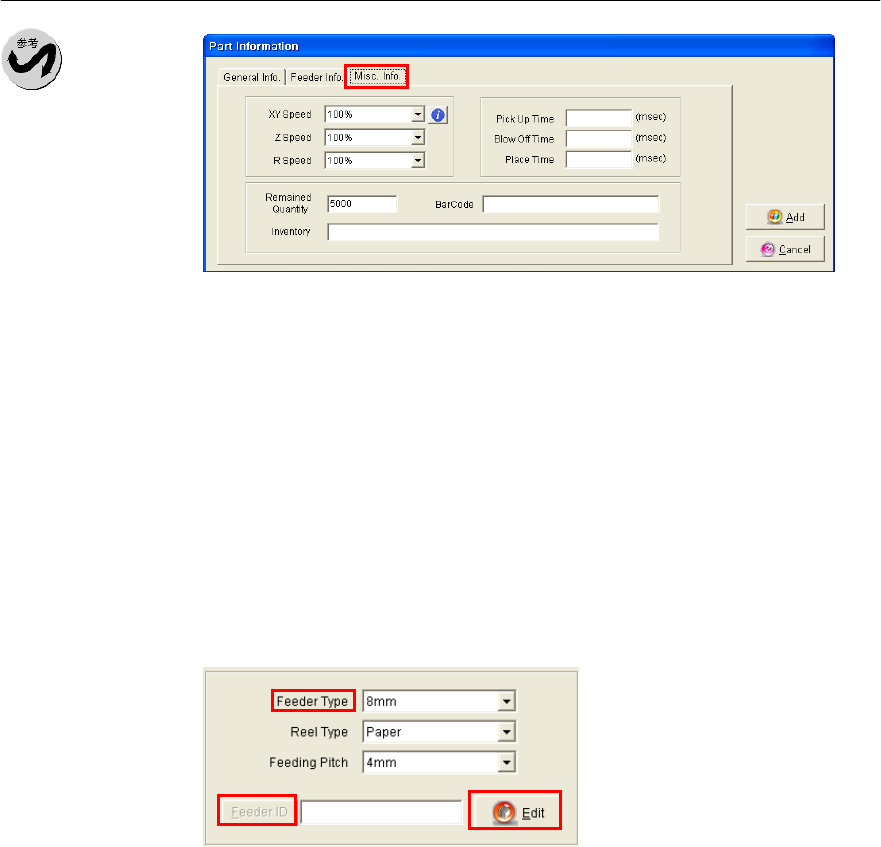
图1-35 Misc. Info Tab(速度,延迟时间及其它信息窗口)功能 >
Misc. Info 中注册已注册的Package移动速度及时间等。
•
XYZR Speed (轴速度) : 设置Pick&Place时的 X,Y,Z,R 轴速度。
•
Pick time : 拾取时, 从Head Z轴Down(降下)后到Up(上升)为止的等待
时间。
•
Blow Off time : 贴装部件时,Z轴Down后,为破坏Suction所需要的时间。
•
Place time : Blow运行以后,为使作业稳定而等待的时间。
[Feeder Type为Tray (盘式)时]
1. Feeder type (供料器种类) : 选择TF (盘式供料器)
2. Edi t(盘信息编辑器) : 部件的Tray信息 (输入Tray ID 、 Pocket X,Y-行列数
、Pitch (间距) X,Y 、Reference (第一个部件拾取位置)
3. Feeder ID (供料器固有编号) : 把已输入的部件Tray (盘)信息同Part Number
连接的功能
1
2
3
Mx Series
Manual
1-42
4. 在
Tray & Stick(盘,杆)选择窗口中选择Tray Feeder
5.
4
5
第
1
章
开始程序
1-43
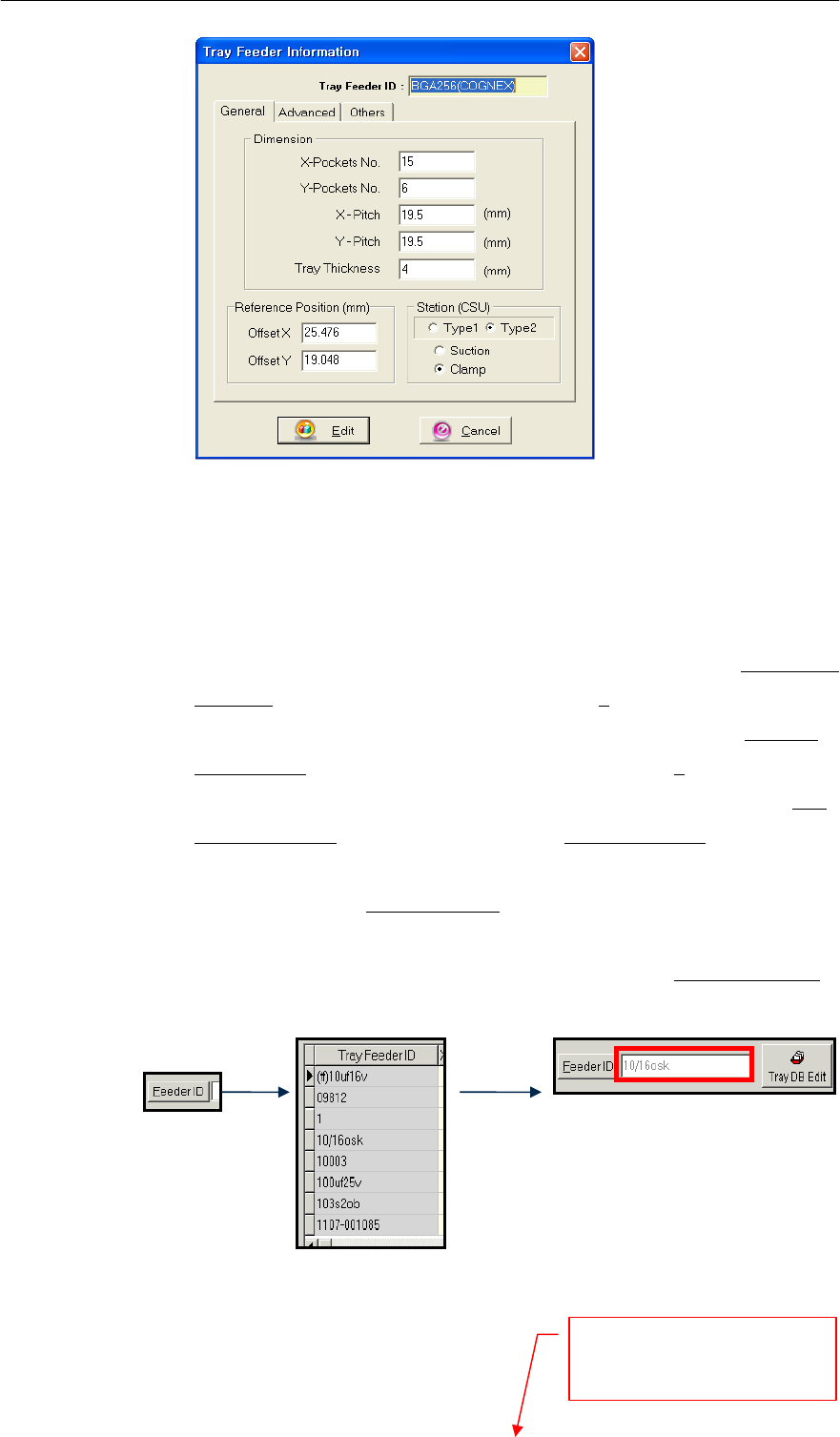
Tray Feeder ID : 输入部件Tray信息 (部件名称)
X-Pocket No : Tray部件供给方向上的横向部件数量。
Y-Pocket No : Tray部件供给方向上的纵向部件数量。
X-Pitch (间距) : 是指横向部件之间的 Center pitch(中心间距),进行Optimize(最
优化)后,通过T-Box的Teach进行输入。(临时输入1)
Y-Pitch (间距) : 是指纵向部件之间的Center pitch中心间距),进行Optimize
(最优化) 后,通过T-Box的Teach(输入)进行输入(临时输入1)
Reference Offset (1,1 拾取位置) X : 是指Tray右侧下端第一个部件,进行Opti
mize(最优化)后,用T-Box(坐标输入器)输入,目前临时输入2 。
Reference Offset (1,1 拾取位置) Y : 与 Reference Offset X 相同,
目前临时输入2。
@ 只输入X-Pocket No, X-Pocket No (实际数量)
@ X-Pitch , Y-Pitch , Reference X, Y要随意输入1,进行Optimize后,通过
T-Box正确地进行Teach(输入)。
已输入的Tray Feeder ID在Feeder ID中和Part Number连接。
按Feeder ID,在下端的菜单中选择,这
样就可以生成所选择的Data.
实行Optimize后,用鼠标器双
击显示出的Feeder编号