00193603-02.pdf - 第261页
用户手册 SIPLACE HF 6 元件的处理 软件版本 SR.504.xx 2003 年 7 月中文版 6.6 气动料带切割器 261 料带切割器位于水平架上 (见图 6.6 - 1 中的 1 ) ,该料带切割器的切割边缘已固定,可 移动的切 割刀片由两个短行程气缸驱动 (见图 6.6 - 1 中的 2 )。 接近开关 (见图 6. 6 - 1 中的 5 )显示短行程气缸活塞的位置,当然还有切割刀片。因此,电 子控 制装置 (见图 6…

用户手册 SIPLACE HF 6 元件的处理
软件版本 SR.504.xx 2003 年 7 月中文版 6.6 气动料带切割器
261
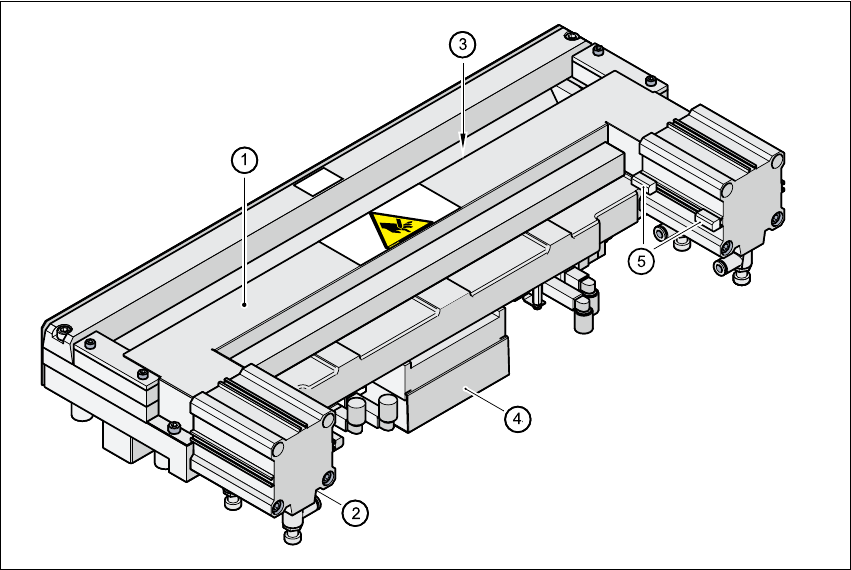
料带切割器位于水平架上 (见图 6.6 - 1 中的 1),该料带切割器的切割边缘已固定,可移动的切
割刀片由两个短行程气缸驱动 (见图 6.6 - 1 中的 2)。
接近开关 (见图 6.6 - 1 中的 5)显示短行程气缸活塞的位置,当然还有切割刀片。因此,电子控
制装置 (见图 6.6 - 1 中的 4)可以记录切割情况,如留在料带上的元件未切割。只有在贴片时,
才进行切割。出于操作安全考虑,料带切割器集成在急停电路中。维护时,料带切割器可在 15
分钟内安装、拆卸。
6.6.2 技术数据
压缩空气供给
0.5 MPa = 5.0 bar
压缩空气消耗量
135 l/min
循环时间 每次切割, 1.5 sec
供电电压 直流 5 V,直流 24 V
6 元件的处理 用户手册 SIPLACE HF
6.7 废料带导槽 软件版本 SR.504.xx 2003 年 7 月中文版
262
6.7 废料带导槽
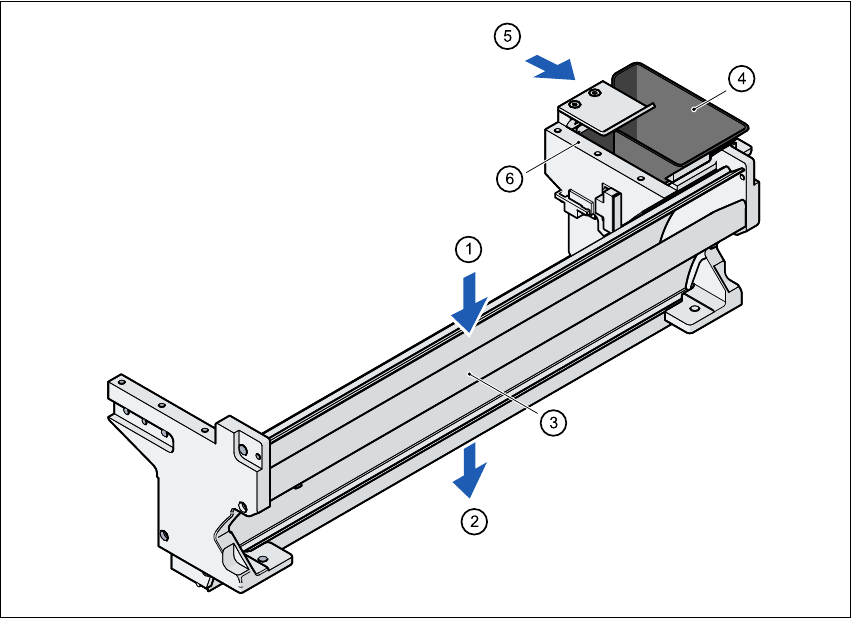
在入口槽 (1),废料带导槽将废料带从供料器中导出到出口槽 (2),然后进入气动料带切割器的位
置,在此位置上被切断后,通过废料带斜槽,进入料车的元件收集盘内。
废料带导槽通过 4 个螺钉固定在气动料带切割器上。
6
图
6.7 - 1
带元件抛料仓的废料带导槽
6
(1) 废料带进口槽
(2) 位于气动料带气割器上方的废料带出口槽
(3) 料带分隔板 <17 mm (可以拆卸,放置料带 >17 mm)
(4) 元件抛料仓
(5) 吸嘴移走装置的装配位置
(6) 吸嘴交换器装配面
废料带导槽完全覆盖料带切割器切割条。这样可以防止切割条伤及人。