Parmi AOI焊锡框的资料下 - 第16页
[ 启 用 " 移 动键盘 方向 " 选项 ] 14 " 固定 检 查 位 置 " 下 有 " 移 动 P AD 方向 " 选项 。只有在 启 用 " 固定 检查 位 置 " 选项 ( 参见 上 面的 图 像 ) 时 , 才能 启 用 " 移 动 Pad 方 向 " 。 一旦用 户 选择 " 移 动 PAD 方向 ",…
9 另一方面
,
通
过 "
或
" 逻辑,
算法
将
考
虑
所有像素
,
要
么满
足高度
选项值
或灰色
选项值
。具
体而言, 以下类型的像素将被视为焊料。首先是满足高度值的像素。第二, 满足灰度值的像
素。最后, 满足高度值和灰度值的像素。如果 "or" 条件的值为空, 则 "或" 逻辑将不起作用。
10
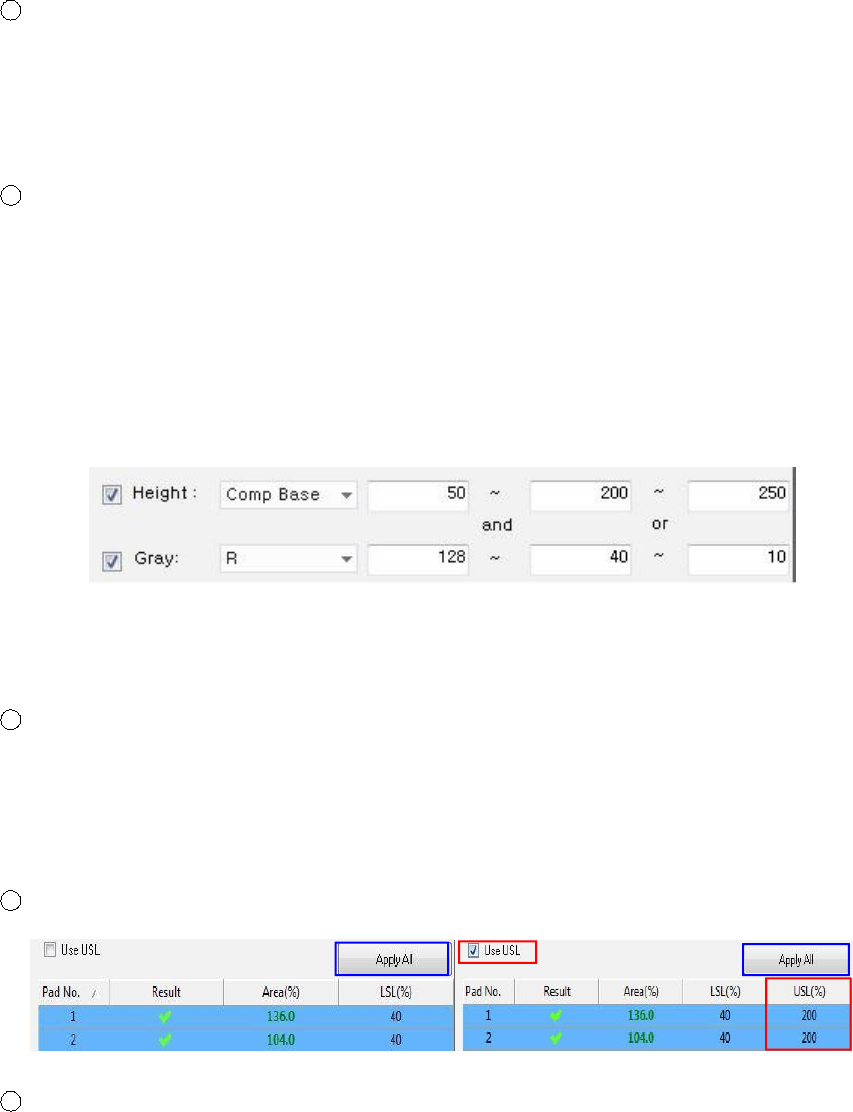
下面的图片举例说明了如何使用 "和" 和 "或" 逻辑进行检查。如果设置如下所示, 算法
将找到以下三不同区域的总和。
1. 满足 50 ~ 200 高值 (3D 图像) 和 40 ~ 128 灰度值 (2D 图像) 的像素区域。
2. 满足 200 ~ 250 高度值 (3D 图像) 的像素区域。
3. 满
足
10
〜
40
灰度
值 (2D 图
像
)
的像素
区
域。
[使用 "and" 和 "OR" 条件进行焊点覆盖检查的示例]
11 如
图
所示
, UI
下
侧
的表
显
示每
个 pad
的
较
低
规
格限制
(
茨基
L)
和
测
量的焊点面
积 (%)
。
用
户
可
将
茨基
L
百分比更改
为
所需
值
。
为
了
将
修改后的
LSL 值应
用于所有的
PAD
片
(=
所有
栏目), 请按 "全部应用" 按钮。
12 通
过单击 "
使用
USL" 复选
框
,
上限
规
范限制
(%)
也
将
包括在
测
量
选项
中。
13
"使用 USL" 下的 "固定检查位置" 复选框是在检查前自定义目标 ROI 位置的选项。通过
检查 "
固定
检查
位置
", "
焊点
roi" (
覆盖范
围检查
中的目
标 roi) 将
固定
,
即使零件已更改其位置
,
也不
会
更改其位置。

[启用 "移动键盘方向" 选项]
14
"固定检查位置" 下有 "移动 PAD 方向" 选项。只有在启用 "固定检查位置" 选项 (参见上
面的图像) 时, 才能启用 "移动 Pad 方向"。一旦用户选择 "移动 PAD 方向", "焊料联合 ROI" 将
遵循其零件的
运动
。
roi
的
运动将
是一
个
方向
, 这
意味着
焊
点的
roi
可以移
动
到
远侧
或近
侧
的
零件 roi 中心。
15 如下
图
所示
,
在
"
固定
检查
位置
/
移
动 PAD
方向
" 复选
框旁
边
有
"
附加
Lead ROI" 复选
框。
此复选框是自动附加的函数
"焊接共同 ROI" 的 "领先 ROI"。"附加领先 ROI" 也与 "领导检查" 的 "失调" 有关。如果 "失调"
被禁用, "焊料联合 roi" 将附加到 "潜在 roi"。然而, 如果 "失调" 启用, "焊料联合 ROI" 将根据
检测到的铅食品数据的 "失调检查", 附加到铅脚。另外, "附加领先 ROI" 和 "固定检查位置"
不能一起使用。
"
附加
Lead ROI" 将
在用
户检查 "
修
复检查
位置
" 时
自
动
禁用
,
反之亦然。
[附加 Lead ROI 复选框 (启用/禁用)]
2.3 焊锡接头润湿性检验
①如下图所示的用户界面将通过选择 "润湿性" 按钮来激活焊点检查界面的上侧。
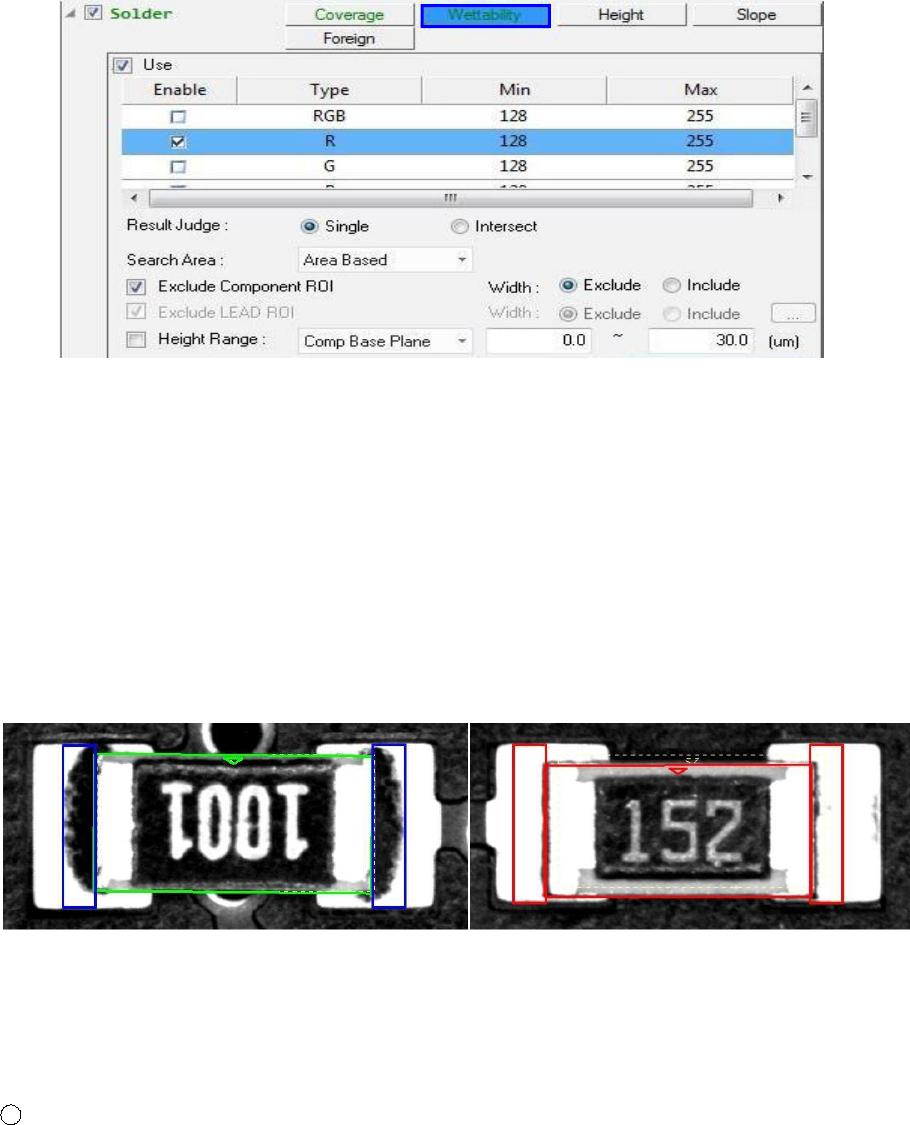
[
焊接接头润湿性检测界面
]
用
户
必
须检查 UI
左上角的
"
使用
" 复选
框
,
以便使用
"
焊点
润湿
性
检测
算法
"
。有
5
通道
(RGB
、r、G、b、r), 用户可以在表的左侧选中 "启用" 复选框以选择所需的 LED 通道。当然, 用户
可以选择多个频道进行检查。在 3D 数据没有变化或加强对圆角误差的可探测性的情况下,
焊点的润湿检查是必要的。
焊点的
圆
角面
积将
出
现
暗
, LED
灯是最接近垂直
,
如果和只有
当圆
角形式正确。但是
,
如果
没
有不正确的
圆
角或
圆
角形式
,
那
么区
域
将显
示
为
明亮的
颜
色
与
最接近垂直的
LED
灯。
好零件的圆角亮度 (蓝色) NG 零件的圆角亮度 (红色)
[R
通道的
圆
角亮度
(NG
和良好零件之
间
的比
较)]
1
请参阅
上面的解
释 "
排除零件
ROI"
和
"
排除
Lead"
ROI ", 因为这些选项对润湿性 UI 操作与相同的算法焊点覆盖检查。