Parmi AOI焊锡框的资料下 - 第22页
5 对 于 " 固定 检查 位置 " 、 " 移 动 PAD 方向 " 和 " 附加引 线 R OI" 复选 框 , 使用相同算法 与 " 焊 点覆盖 检查 " 操作 , 请参阅 上述 说 明。有一件 事是不同的是 , 在 " 焊 点高度 检查 ", " 焊 料 高 roi 是一 个 目 标 ro i 。 2 。 5 焊点 坡面…
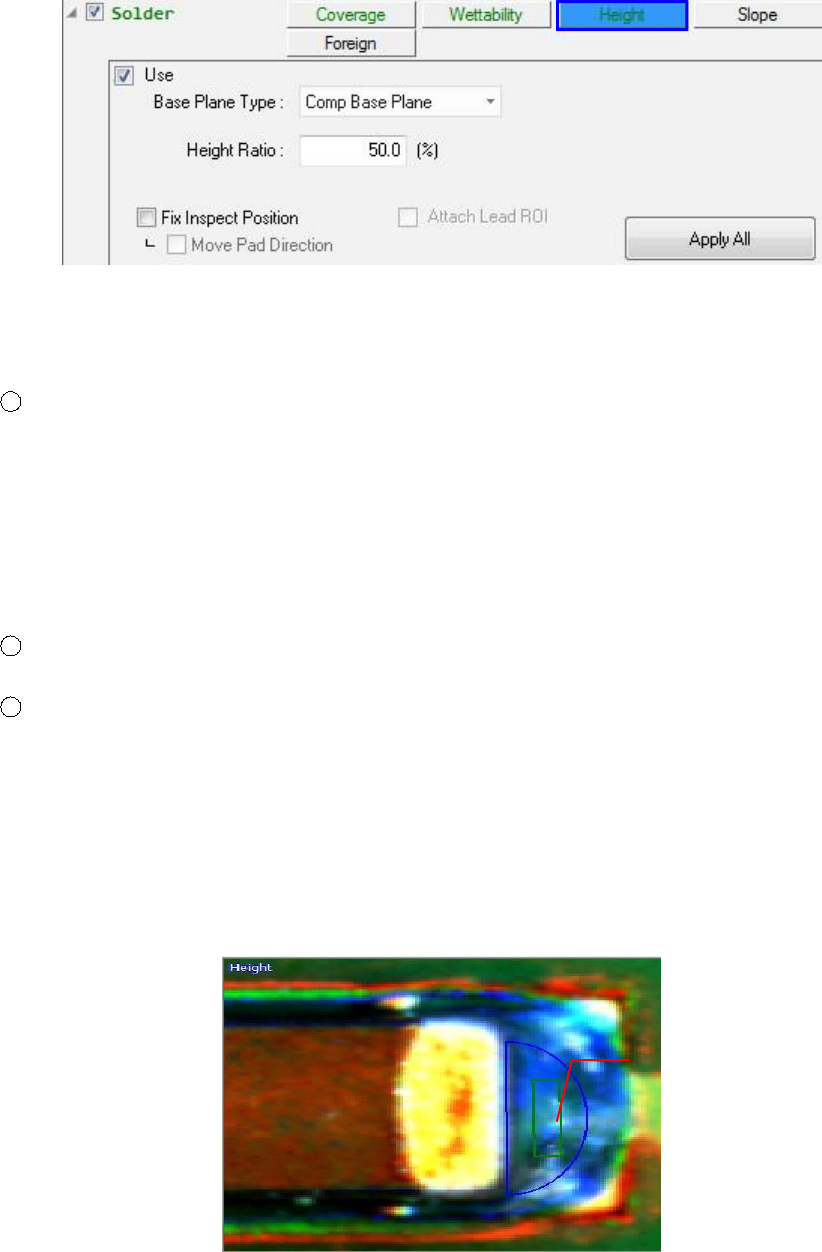
[焊点高度检测用户界面]
2
与
焊点的
润湿
性
检验
相同
, 焊
点高度
检测
也是一
种选择
算法。因此
,
用
户
必
须选择
是
启
用
还
是禁用
它
。用
户
可以
单击 "
使用
" 复选
框以
启
用
"
高度
检查"
。在主
查
看器上
将
自
动
创建 "焊料高度 ROI"。焊点高度 ROI 的大小和位置是可修改的, 检查将根据用户选择的
"
基准平面
类
型
" 计
算高度。
3
"基面型" 算法与覆盖范围和润湿性检验的方法相同, 请参考上述说明。
4
"高度比" 是自定义高度计算原理的部分。例如, 如果用户选择 50% 作为 "高度比率", 该
算法
将
在
"焊
接高度
ROI"
中
对
每
个
像素的所有高度
数
据点
进
行排序
,
然后
应
用高度
数
据
,
位于
50
届
所有
数
据中的百分位
,
作
为
代表的高度。因此
,
如果指定的
"焊
料高度
ROI"
的
代表性高度数据满足规范和对 NG 判断的相反要求, 则该检查认为是好的。
[
平衡高度王
]
结
果 高度
国
王
5 对于 "固定检查位置"、"移动 PAD 方向" 和 "附加引线 ROI" 复选框, 使用相同算法与 "焊
点覆盖
检查"
操作
, 请参阅
上述
说
明。有一件事是不同的是
,
在
"
焊点高度
检查", "焊
料
高
roi
是一
个
目
标 roi
。
2。5 焊点坡面检测
下面
显
示的
图
像
将
通
过单击
焊点
检查
用
户
界面右上角的
"
斜率
"
按
钮来显
示。
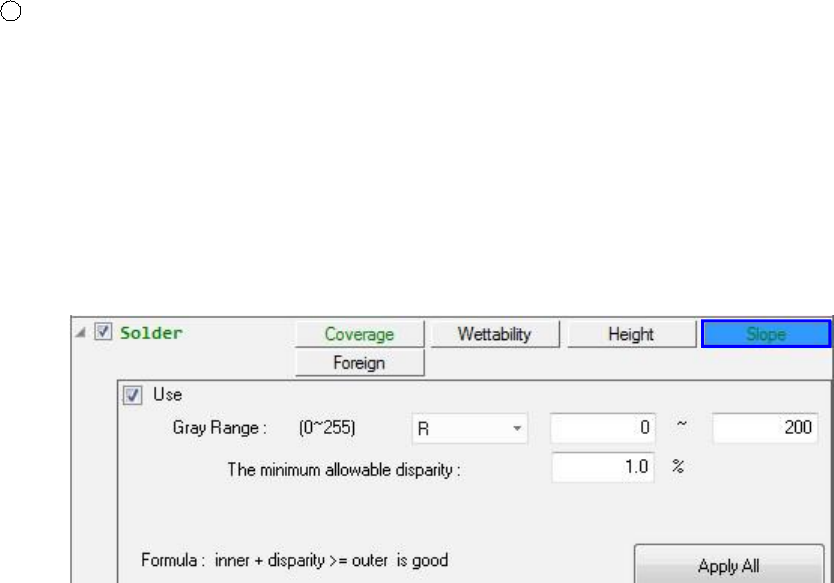
[焊点斜坡检测用户界面]
与 "润湿性" 和 "高度" 检验相同, "斜率检测" 是一种期权算法。有必要通过使用 "使用" 复选
框来决定是否启用或禁用检查。
用
户
可以自定
义 LED
通道
并
修改
"
灰度范
围"
。
五
LED
通道
(RGB
、
r
、
G
、
b
、
r)
可供
选择,
只能
选择
一
个
通道
并
用于
检查
。
"
最小允
许视
差
"
是
决
定
内
部
焊
点
与
外
焊
接
头
百分比之
间
允
许 (内负
外
)
差的部分
,
如果
计
算出
的视差低于输入值, 算法认为是好的。假定计算出的内部焊点结果比外焊接头的结果低 5%,
输
入的最小允
许
差
为 1%,
那
么该
算法
将
考
虑
到
实际
的差距
为 5%
。
为
了
"
好
"
的
输
入
值将
必
须
更高或等于 5%。
2D 查看器将显示 "焊点斜率检查" 的结果。请参考下面的图片。
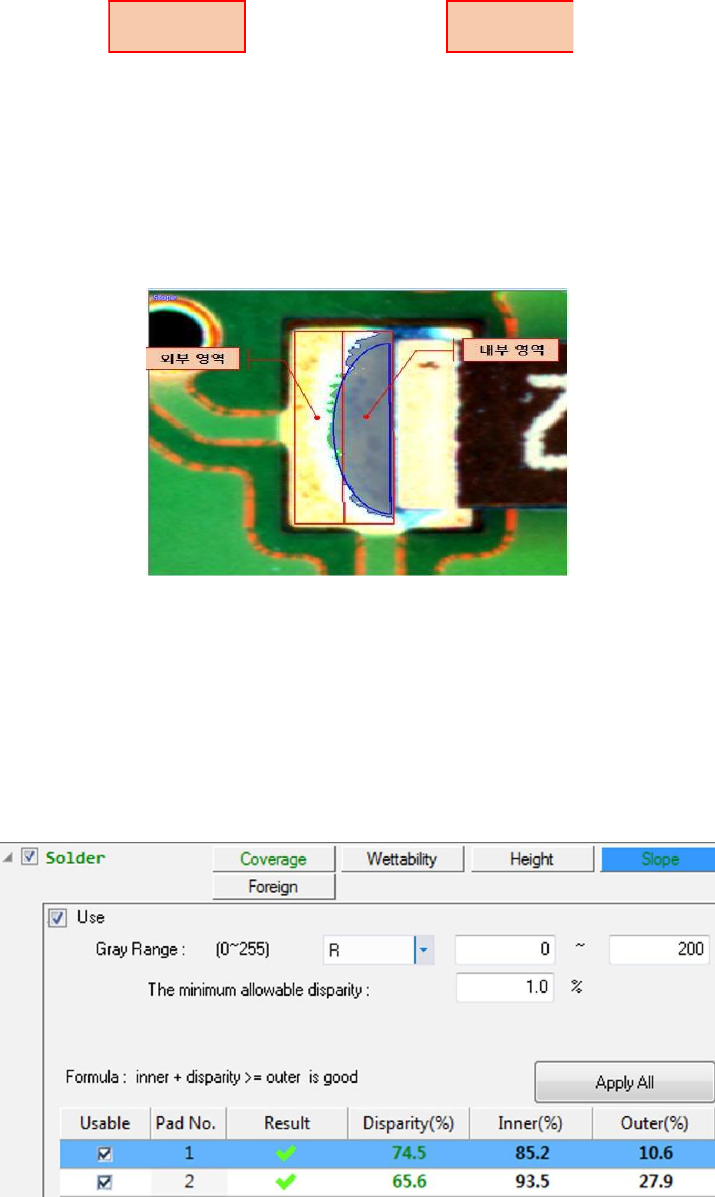
[内
、外
区
域
]
不包括零件
ROI, 该
算法
将对 PAD
面
积, 并
比
较
灰度水平。上面的
图
像是
R
通道和
0
到
200
灰
度范围的结果。由于 R 通道几乎是垂直的 LED 灯, 所以圆角区域会像上面的图像一样显示深
色。
[焊点斜率 Insepction 结果]
外部区域
内部区域