Parmi AOI焊锡框的资料下 - 第24页
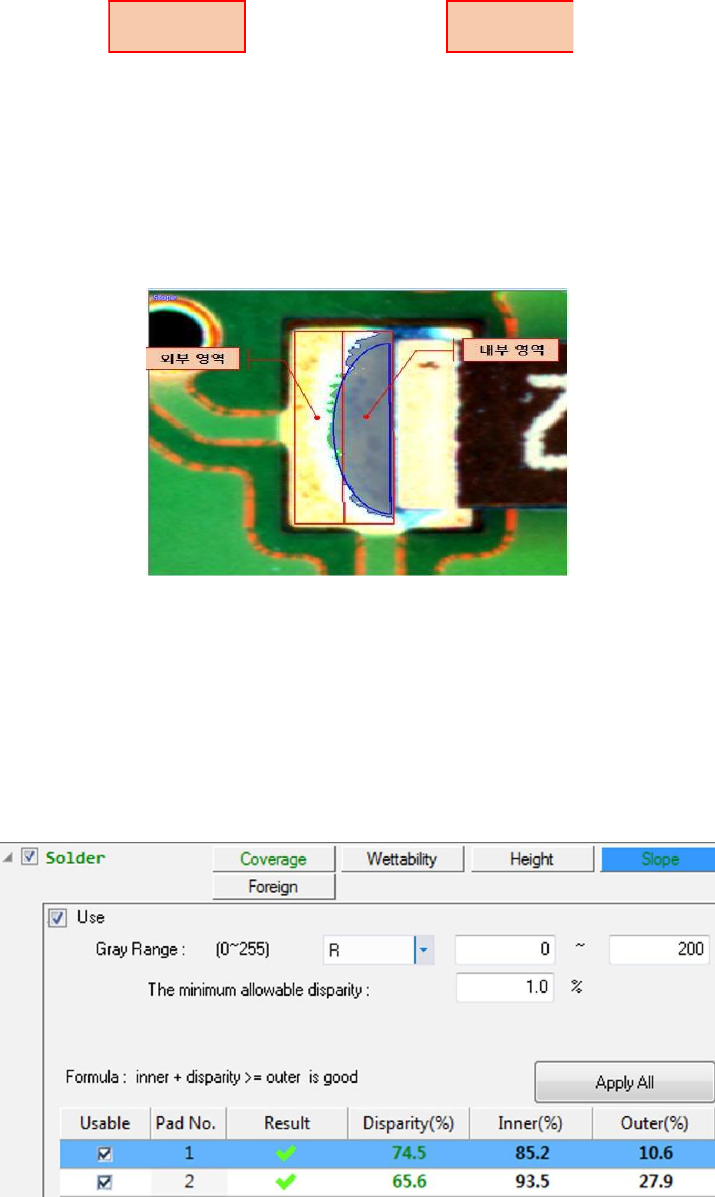
在上面的 图 像的下部 , " 内 (%)" 和 " 外部 (%)" 彼此分离。 外部和 内 部部分的基 点是特定零件 的零件 ROI 的中心。 换 言之 , 从 零件 roi 中心的近 侧变为内 部 (%) 区 域 , 从 零件 roi 变为 外 侧 (%) 区 域。 与 R 通道和 0-200 灰色范 围 , 内 部 (%) 将显 示 较 深的比 较 外 (%) 。 焊 点斜坡 检查 一般用于…
[内
、外
区
域
]
不包括零件
ROI, 该
算法
将对 PAD
面
积, 并
比
较
灰度水平。上面的
图
像是
R
通道和
0
到
200
灰
度范围的结果。由于 R 通道几乎是垂直的 LED 灯, 所以圆角区域会像上面的图像一样显示深
色。
[焊点斜率 Insepction 结果]
外部区域
内部区域

在上面的
图
像的下部
, "内 (%)"
和
"
外部
(%)"
彼此分离。 外部和
内
部部分的基点是特定零件
的零件
ROI
的中心。
换
言之
, 从
零件
roi
中心的近
侧变为内
部
(%) 区
域
, 从
零件
roi 变为
外
侧 (%)
区域。
与 R 通道和 0-200 灰色范围, 内部 (%) 将显示较深的比较外 (%)。 焊点斜坡检查一般用于加强
可探测性, 以观察没有形成靠近铅脚或零件端子的焊料接头。
下面的三图片显示了好的和坏的焊料形成的例子。请注意, 这些例子只是圆角形成误差的一
部分。
好的圆角形成的 ng 圆角形成的 ng 圆角
"
焊点斜率
检测"
使用
2D 数
据
进
行操作
, 这与 "焊
点
润湿
性
检查"
相同
,
即在
PAD
面
内
有斜坡
。
2.6 焊点
外检验
下面的图像显示 "焊点外部检查" UI。
[焊点外检测用户界面]
与
其他四
焊
点
检测
算法相同
,
除了
"
覆盖
检查"
、
"焊
料
联
合外
检 "
也是一
种
可供用
户选择
是否使用的可
选检测
算法。
用
户
可以在
"
外部
检查"
操作之前自定
义颜
色以
检测为 NG
。有
两种颜
色注
册
方法。首先
,
通
过鼠标拖动 "零件 ROI 2D 查看器"。第二, 点击 "添加样本颜色" 按钮来注册样品颜色。
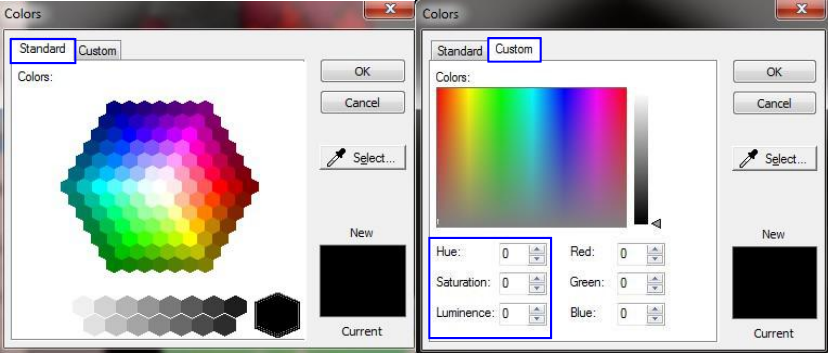
弹出窗口, 如下所示, 将通过单击 "添加示例颜色" 按钮来显示。
从 "颜
色
"
窗口
,
用
户
可以
选择
特定的
颜
色
来
搜索。有
两个选项选项
卡可用于
颜
色
选择
。在
"
标准" 选项卡上, 用户基本上从 "颜色" 面板中选择颜色。对于颜色变体, 通过 "自定义" 选项
卡, 用户可以直接控制色相、饱和度和亮度值以获得特定颜色。
["添加示例颜色" 按钮弹出窗口 (标准和自定义选项卡)]
通
过 "
零件
ROI 2D 查
看器
" 进
行
颜
色注
册
的方法如下。首先
,
拖
动
鼠
标
指
针
以覆盖包含
检查
颜色的区域。然后, "提取外来颜色" 弹出式菜单将出现。在所拖动区域的所有颜色数据中,
具有最高比率的
颜
色
数
据
将
在
"焊
料
联
合外部
检查
用
户
界面
"
右
侧
的灰色框上
进
行注
册
。
可以注
册
多
种颜
色
, 颜
色
将
按
顺
序注
册
。