RHS2B 操作手册.pdf - 第148页
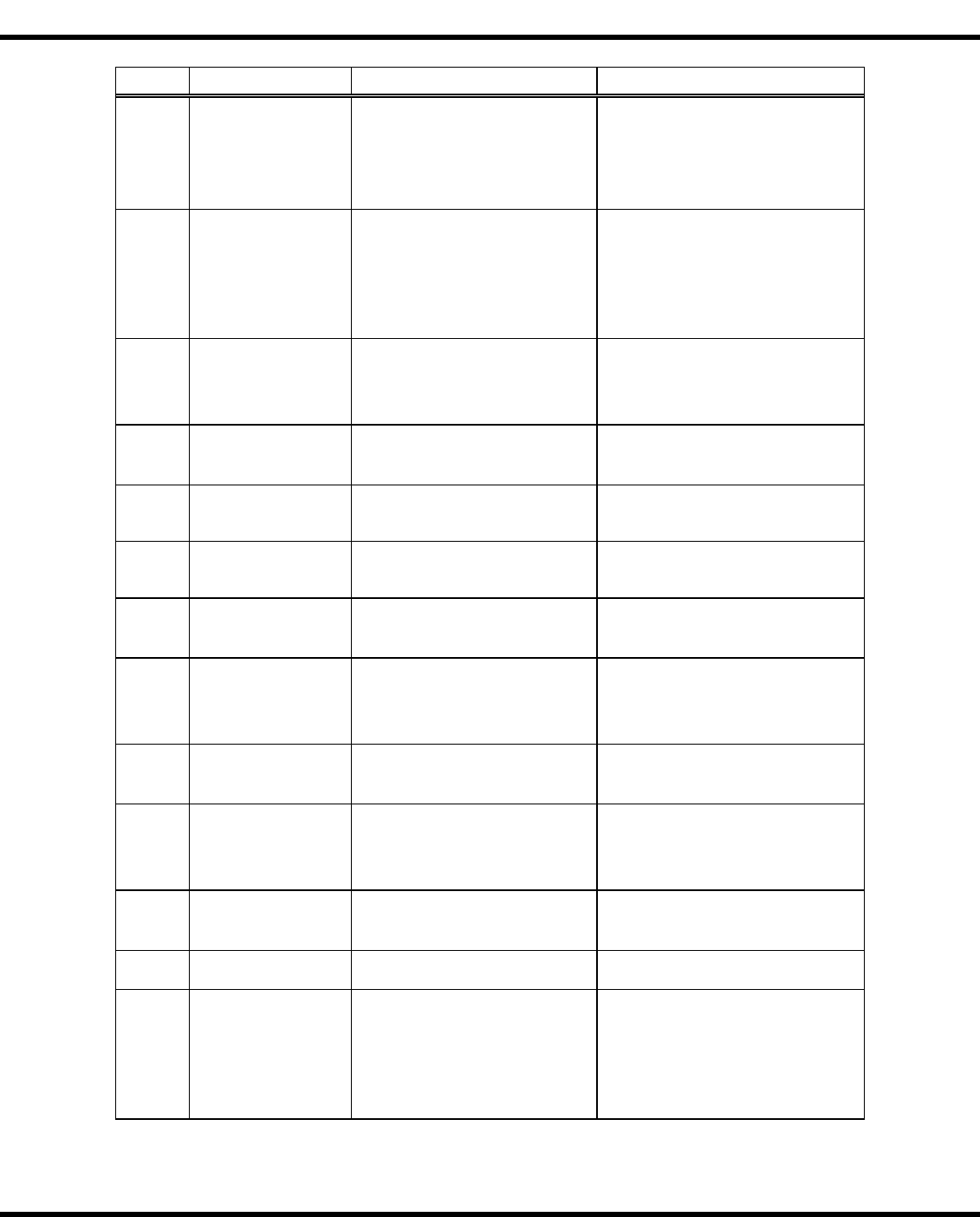
RHS2B 操作手册 7.3-20 DA4OCC-91-030- A0 7.3 出错代码一览 表 出错代码 出错信息 原因 解决方法 MC5211 上料机轨道上升时间 已到 • 当皮带上升时, 轨道上限(地 址: 0-122, 0-134)没有打开、 上料轨道 (地址 0-121 )印刷电路板出 口检 测无法关闭以及X Y工作台的印 刷电 路板检测没有打开, • 打开轨道的下限(地址: 0 - 1 2 2 , 0-134) 关闭上料轨道…
RHS2B
操作手册
DA4OCC-91-030-A0 7.3-19
7.3出错代码一览表
出错代码 出错信息 原因 解决方法
MC4003
伺服锁错误(使用了联
锁)
• 当关闭 SERVO MOTOR ON/OFF 开
关 并再打开时,伺服锁不能回到
SERVO MOTOR ON/OFF 开关关闭时的
位置。
• 按下 RESET 键并重试。(SERVO
MOTOR ON/OFF 开关关闭时的座标值无
法保留下来,因为伺报锁无法回到原
位)。
MC4006
元件插入错误
• 元件无法插入或折弯。
• 在弹出式窗口中选择一个想要的恢
复类型。然后按下 START 键执行恢复。
(如果还出现错误甚至当元件正确插
入时还出现错误,则请检查插入检测
器(调整放大器或者压电传感器)。
MC4007
没有印刷电路板
• 当使用 START 键恢复插入后,XY
工作台上没有印刷电路板。
• 设置插入到XY工作台上的印刷电路
板,(按下 RESET 键并关闭SERVO
MOTOR ON/OFF 开关键。)
MC4101
传送锁定超时
• 为 TRANSFER STATION 锁定,但
对SEQ卡无反应。
• 按下 RESET 键并重试。
MC4102
传送锁定解锁超时
• 为 TRANSFER STATION 解锁,但
对SEQ卡无反应。
• 按下 RESET 键并重试。
MC4103
导线校正锁定超时
• 为导线校正站锁定,但对 SEQ 卡
无反应。
• 按下 RESET 键并重试。
MC4104
导线校正解锁超时
• 为导线校正站解锁,但对 SEQ 卡
无反应。
• 按下 RESET 键并重试。
MC4105
转换备用位置移动超
时
• 用于将 TRANSFER STATION 移动
到备用位置,但对 SEQ 卡无反应。
• 按下 RESET 键并重试。
MC4106
元件返回超时
• 用于元件返回,但对 SEQ 卡无反
应。
• 按下 RESET 键并重试。
MC4107
传送活动位置移动超
时
• 用于将 TRANSFER STATION 移动
到活动位置,但对 SEQ 卡无反应。
• 按下 RESET 键并重试。
MC4201
元件高度传感器错误
• 没有正确使用元件高度传感器开
/ 关
• 检查传感器是否正确安装。
MC4999
SEQ 接口错误
• 在主CPU和 SEQ 卡之间发生错误 • 按下 RESET 键并重试。
MC5210
上料器轨道降低时间
已到
• 当传送轨道降低时轨道下限(地
址: 0-123)没有在一定的时间内打
开。
• 打开轨道的下限(地址: 0-123,
0-135)以及输送臂的逆转限值(地址:
0-043)。然后按下 START 键恢复操作
(当进行传送操作时,可以用手进动
输送臂)。
RHS2B
操作手册
7.3-20 DA4OCC-91-030-A0
7.3 出错代码一览表
出错代码 出错信息 原因 解决方法
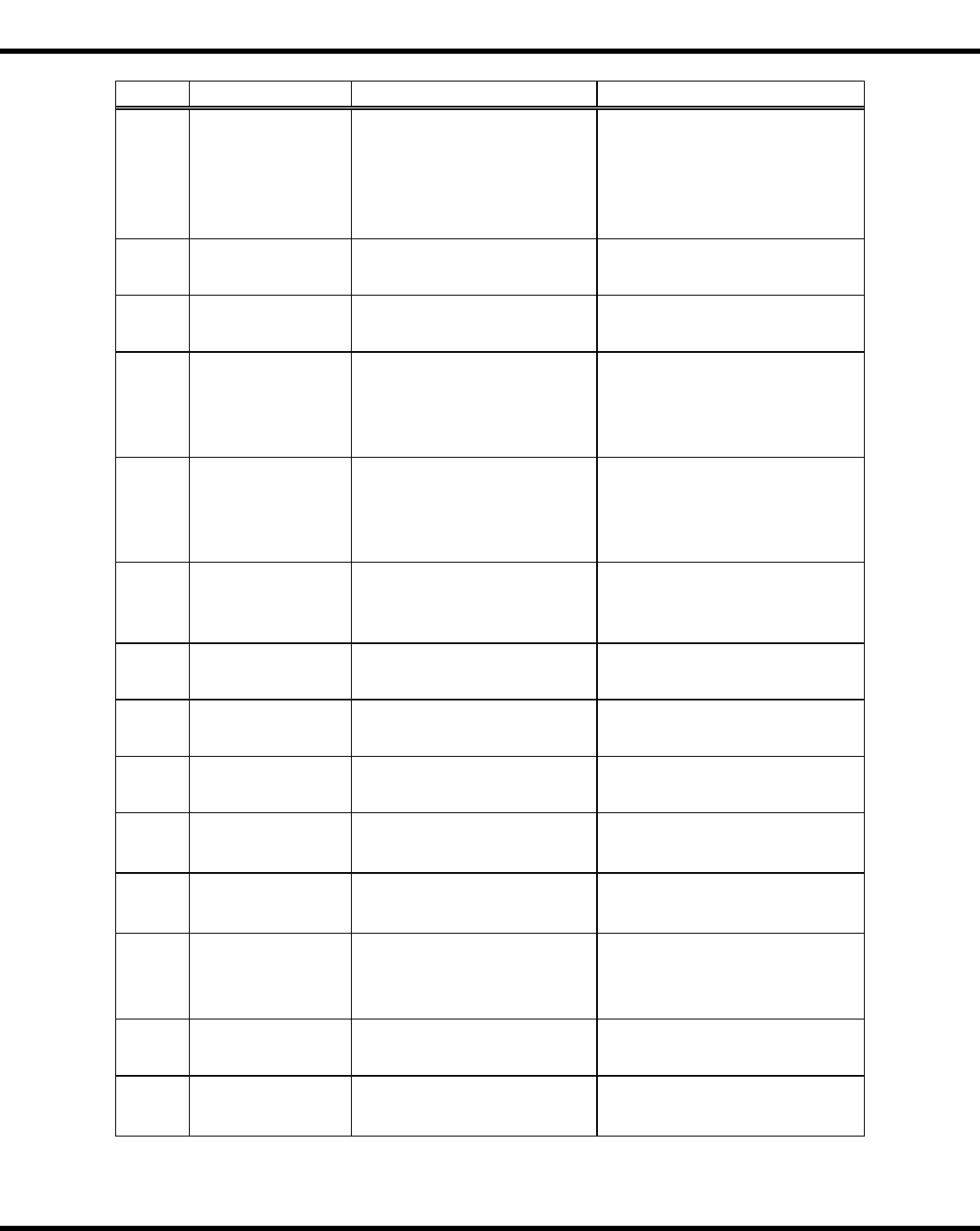
MC5211
上料机轨道上升时间
已到
• 当皮带上升时,轨道上限(地址:
0-122,0-134)没有打开、上料轨道
(地址 0-121)印刷电路板出口检
测无法关闭以及XY工作台的印刷电
路板检测没有打开,
• 打开轨道的下限(地址: 0-122,
0-134) 关闭上料轨道印刷电路板出口
检测器,并在印刷电路板传送过程中,
打开XY 工作台印刷电路板检测器,然
后按下 START 键恢复生产。
MC5212
传送销降低时间已到
• 当传送销降低时,其下限(地址:
0-046)没有打开。
• 打开传送销下限(地址: 0-046)然后
按下 START 键恢复生产
MC5213
传送销上升时间已到
• 当传送销上升时,其上限(地址:
0-046)没有打开。
• 关闭传送销下限(地址: 0-046)然后
按下 START 键恢复生产。
MC5214
传送支架移动错误
• 当传送支架移动时,输送臂的前
限(地址: 0-042) 没有打开。
• 用手移动输送臂并打开前限(地址:
0-042)。然后按下 START 键恢复生产。
(输送臂仅在转换操作进行时才能用
手移动)。
MC5215
传送支架返回错误
• 当传送支架移动时,输送臂的后
限(地址: 0-043) 没有打开。
• 用手移动输送臂并打开后限(地址:
0-043)。然后按下 START 键恢复生产。
(输送臂仅在转换操作进行时才能用
手移动)。
MC5217
传送支架夹头松开错
误
• 传送过程中没有检测到夹头,(地
址: 0-136).(传送销没有插入到印
刷电路板定位孔内)。
• 用手打开夹头检测器(地址: 0-136)
并按下 START 键恢复生产。
MC5220
印刷电路板设置错误
• 尽管夹头已经打开,但仍然没有
印刷电路板。
• 将一块印刷电路板放在XY工作台
上,按下 START 键恢复生产。
MC5221
传送原点关闭错误
• 印刷电路板传送单元不位于原
点,操作无法启动。
• 消除错误原因,重新启动操作。
MC5222
没有印刷电路板 的错
误
• 当[PCB TRANSFER]设置为0时 ,
XY工作台上没有印刷电路板。
• 消除错误原因,重新启动操作。
MC5223
印刷电路板定位时间
已到
• 印刷电路板传送终止时,不能进
行的印刷电路板定位操作。
• 消除错误原因,重新启动操作。
MC5224
印刷电路板定位重新
设置时间已到
• 不能在印刷电路板传送结束时进
行印刷电路板定位复置。
• 消除错误原因,重新启动操作。
MC5225
下料机推杆移动错误
• 在传送印刷电路板时,下料机推
杆(地址: 0-130)的前限没有打开。
• 打开下料机推杆(地址: 0-130)向前
移动的限制并按下 START 键恢复生
产。
MC5226
下料机推杆返回错误
• 在传送印刷电路板时,下料机推
杆(地址: 0-130)后限没有打开。
• 打开下料机推杆(地址: 0-130)后移
的限制并按下 START 键恢复生产。
MC5227
上料机 / 下料机传送
印刷电路板错误
• 上料机 / 下料机不能传送印刷
电路板。
• 手工使传送带中间的印刷电路板复
置,按下 START 键恢复生产。
RHS2B
操作手册
DA4OCC-91-030-A0 7.3-21
7.3出错代码一览表
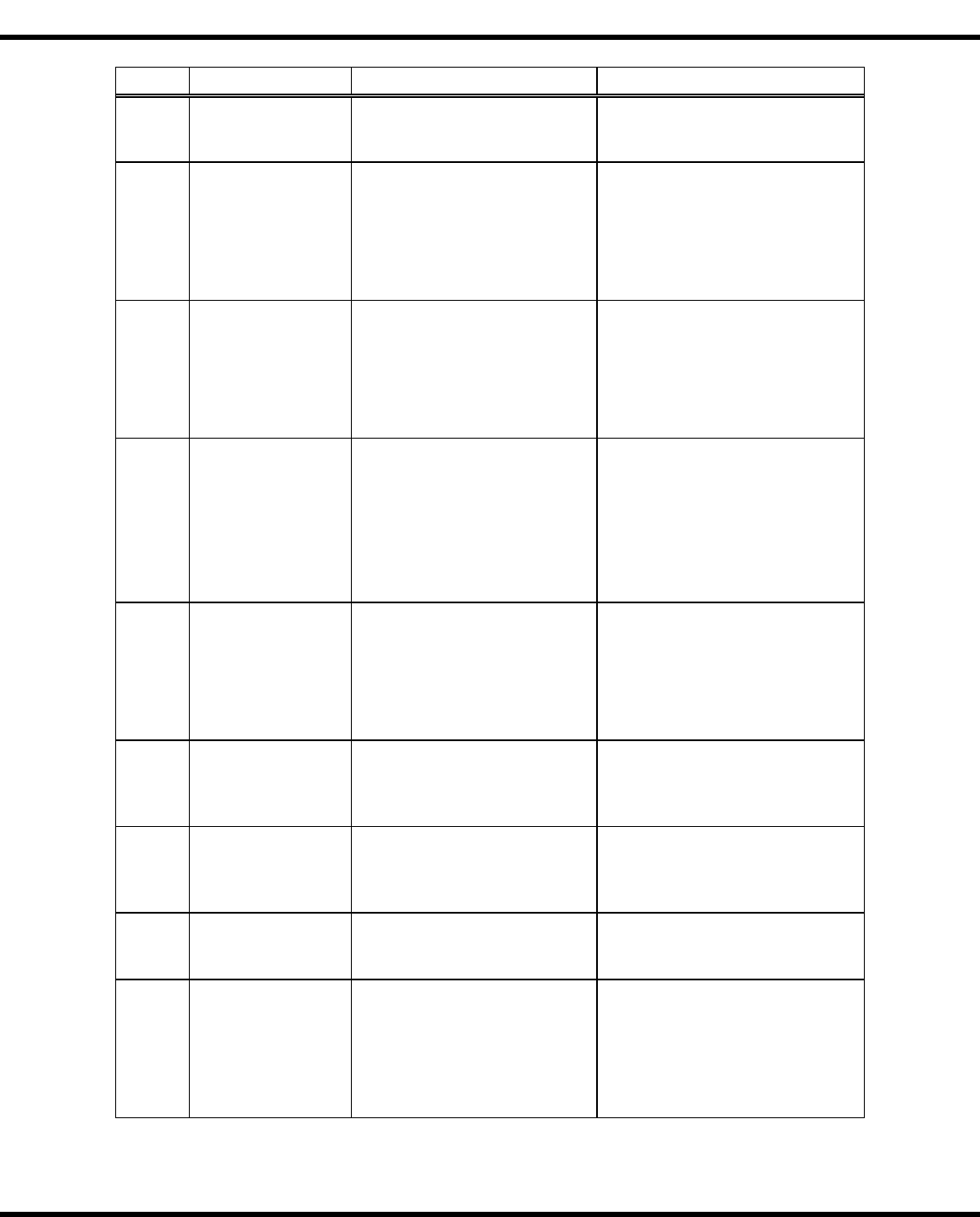
出错代码 出错信息 原因 解决方法
MC5230
传送时间已到
• 无法在预定的时间内完成印刷电
路板传送。
• 按下 RESET 键回到传送带原点,然
后重新启动操作。
MC5231
变频器错误
• 输送臂驱动机上加载了一些负荷
(受高速运转的机械制动器的干扰
等)
• 按下 OPERATION READY OFF 开关,
出现 [SHUTDOWN] 屏幕。关掉主电源
并等待约15秒。然后打开主电源重新
启动机器。如果错误依旧存在,请检
查输送臂的前 / 后限位。
MC5242
P/C 给料错误
• 从 MAIN 卡到 SEQ 卡完成给料的
请求失败。 (在 MAIN 卡和 SEQ 卡
之间发生 I/F 错误)
按下 RESET 键或者 START 键恢复生
产。如果还出现错误,按下 OPERATION
READY OFF 开关,出现 [SHUTDOWN] 屏
幕。关掉主电源并等待约15秒。然后
打开主电源重新启动机器。
MC5243
给料操作错误
• 通过使用 REPLACEMENT 键重新
补料时向后移动供料器台之后,供
料器台无法正常操作,(在MAIN卡和
SEQ 卡之间发生 I/F 错误)
• 按下 RESET 键或者 START 键恢复
生产。如果还出现错误,按下
OPERATION READY OFF 开 关 , 出 现
[SHUTDOWN] 屏幕。关掉主电源并等待
约15秒。然后打开主电源重新启动机
器
MC5244
没有托盘元件
盒 = 9999
• 应该有元件的托盘上没有元件。 • 如果确定哪个元件应该放在托盘
上,就抓一个放在托盘上。按下 RESET
键或者 START 键恢复生产。然后执行
插入错误恢复功能。(如果错误是发生
在给料时,则还需要调整传感器.)
MC5245
托盘元件抓放错误:
供料器 = 9999
• 无法抓紧托盘上的元件。 • 准确抓紧元件。按下 RESET 键或者
START 键恢复生产。(如果在给料时发
生错误,则要调整传感器)。
MC5250
P/C 工作台倒转时间
已到
• 在一定时间内,供料器台倒转传
感器(地址: 0-061)没有打开。
• 按下 RESET 键并改变成MANUAL模
式。然后使用子控制器前 / 后移动它,
在移动时检查供料器台逆转传感器。
MC5251
P/C 工作台返回时间
已到
• 在一定时间内,供料器台返回传
感器(地址: 0-060)没有打开。
• 按下 RESET 键并改变成MANUAL模
式。然后检查供料器台。
MC5252
给料 P/C 柱面向前移
动错误
• 供料器给料检查传感器1,在检查
时间内没有打开。(仅用于向前).
• 检查供料器是否有任何堵塞,然后
按下RESET 或者 START 键。如果错误
依旧存在,则更换供料器并调整“供
料器进给检查#1号传感器”的传感器
放大器。