RHS2B 操作手册.pdf - 第39页
RHS2B 操作手册 3.3 子 控制器 DA4OCC – 13 – 030 – B0 3.3- 1 3.3 子控制器 章节管理编号: DA4OCC – 13 – 030 – B0 3.3. 1 概述 INSERT START P RETURN TRANSFER P. C OPEN FEED EDGE POSITION UNLOADER MOTOR LOADER MOTOR REVERSAL P.C.B STOPPER INCHING …

RHS2B
操作手册
3.2 主控制面板
3.2 - 6 DA4OCC – 13 – 020 – A0
= 备忘录 =
RHS2B
操作手册
3.3 子控制器
DA4OCC – 13 – 030 – B0 3.3- 1
3.3 子控制器
章节管理编号:DA4OCC – 13 – 030 – B0
3.3.1 概述
INSERT
START
P
RETURN
TRANSFER
P. C
OPEN
FEED
EDGE
POSITION
UNLOADER
MOTOR
LOADER
MOTOR
REVERSAL
P.C.B
STOPPER
INCHING
DIREC-
TION
-905
P
PUSH
TRANSFER
CHUCK
OPEN
PARTS
FEEDER
RETURN
UNLOADER
PUSHER
LOADER
MOTOR
Z
JOG
WIDTH
ADJUST
ENABLE
LOADING
DIREC-
TION
1805
P
MOVE
TRANSFER
SWING
CORREC-
TION
2.5/5.0
WALKING
BEAM
XY
JOG
Hq
JOG
NC
ENABLE
DIREC-
TION
905
Aq
START
INV-C
LOCK
RELEASE
TRANSFER
P. C
CLOSE L.
CORREC-
TION P. C
CLOSE L.
LOADER
DOWN
HIGH
SPEED
CONTROL
PANEL
ENABLE
DIREC-
TION
05
Hq
START
INV-PC
LOCK
RELEASE
TRANSFER
HEAD
RETURN
WALKING
BEAM
DOWN
P
JOG
Aq
JOG
Panasonic
RHS2B Sub-control panel
Semiauto
Auto
Power source
TACT
0.36s
TACT
0.25s
TACT
0.20s
TACT
0.17s
V CUT
POSITION
DESCENT
PARTS
REVISION
CANCEL
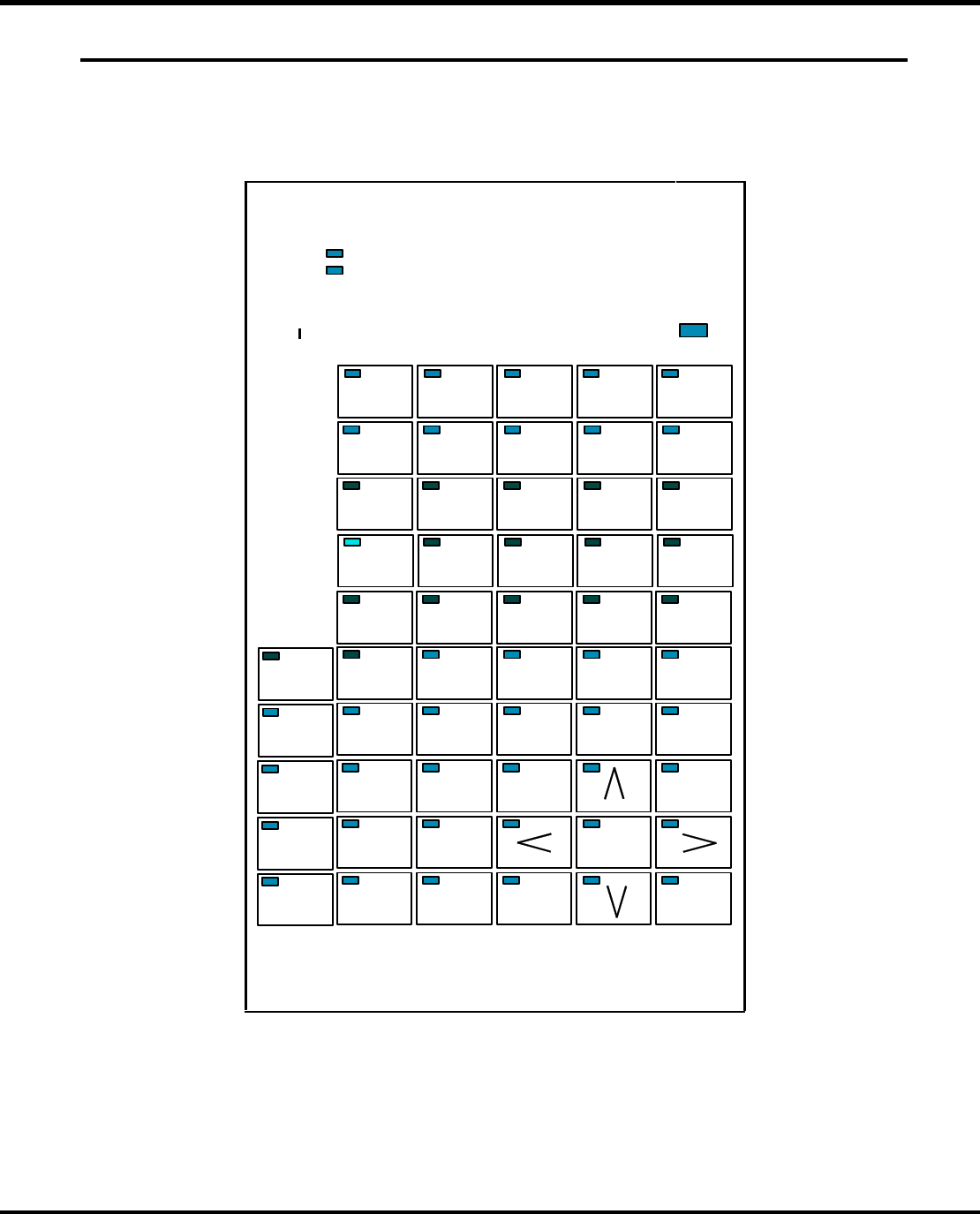
图 3.3-1: 子控制器
= 备注 =
一些键当被按下后,会交替地开和关(或关和开)。当 LED 灯亮时,表示键已被打开。

RHS2B
操作手册
3.3 子控制器
3.3 - 2 DA4OCC – 13 – 030 – B0
3.3.2 按键开关功能
“CONTROL PANEL ENABLE”[控制面板激活]
以手动或者半自动方式激活子控制器上的按键开关。除非按键开关的 LED 灯亮,否则不能使用。
“NC ENABLE”[数字控制激活]
激活 NC 轴 (凸轮轴,序列发生器,插入头,砧座及推杆) 在半自动模式下运行。
除非该键的 LED 灯亮,否则这些轴均无法操作。
“LOADING”[上料]
在半自动模式下自动传送 PC 板。
“INCHING”[点动]
在半自动模式下执行点动操作(间隔性移动插入头)。
“INSERT START”[开始插件]
在半自动模式下,开始点动,连续缓慢操作、1 Block 重复插件。
“TACT TIME”[节拍时间] 0.17s
凸轮轴操作的间隔时间设置为0.17 秒。
“TACT TIME”[节拍时间] 0.2s
凸轮轴操作的间隔时间设置为0.2秒。
“TACT TIME”[节拍时间] 0.25s
凸轮轴操作的间隔时间设置为0.25 秒。
“TACT TIME”[节拍时间] 0.36s
凸轮轴操作的间隔时间设置为 0.36 秒。
“DIRECT 0° ”[方向 0°]
当凸轮轴操作时,以及在半自动模式下,将插入头方向和站座旋转的方向设置为0度。
“DIRECT 90° ”[方向 90°]
当凸轮轴操作时,以及在半自动模式下,将插入头方向和站座旋转的方向设置为90度。
“DIRECT 180°”[方向 180°]
当凸轮轴操作时,以及在半自动模式下,将插入头方向和站座旋转的方向设置为180度。
“DIRECT − 90°”[方向 − 90°]
当凸轮轴操作时,以及在半自动模式下,将插入头方向和站座旋转的方向设置为-90度。
“Hθ START”[Hθ 开始]
在半自动模式下,以选定的方向(角度)开始旋转插入头。
“Aθ开始”
在半自动模式下,以选定的方向(角度)开始旋转插入头。
“P MOVE”[P 移动]
在自动模式下,在[动作设置]功能的“半自动插入”状态下,根据“零件高度1”,
推杆开始上/下前进运动。
“P PUSH”[P 推动]
在半自动模式下,在[动作设置]功能的“半自动插入”状态下,根据“零件高度2”,
推杆开始上/下移动。