RHS2B 操作手册.pdf - 第43页
RHS2B 操作手册 3.4 后 控制台 DA4OCC – 13 – 050 – A0 3 .4- 1 3.4 后控制台 章节管理编号: DA4OCC – 13 – 050 – A0 3.4.1 整体视图 图 3.4-1 :后控制台 1. 操作 “REAR OPE [后部 操作]” 激活后部控制台 以使之投入工作 。按键打开 LE D 灯,激活后操作 台。若要按键关 闭 LED 灯时, 可再按该键一次 ,然后只有主控 制面板被激活 。 …
RHS2B
操作手册
3.3 子控制器
3.3 - 4 DA4OCC – 13 – 030 – B0
“LOADER MTOR REVERSAL”[上料器电机倒转]
在 MANUAL 模式下,逆时针旋转/停止上料器皮带电机。
“UNLOADER MOTOR”[下料器电机]
在 MANUAL 模式下,顺时针旋转/停止下料器皮带电机。
“P JOG”[推杆点动]
在 MANUAL 模式下,当进行点动检查时,选择推杆上/下轴。
仅仅在 MANUAL 模式下,当NC轴点动屏幕出现时,才可使用此功能。
“XY JOG”[XY 轴点动]
在 MANUAL 模式下,当进行点动检查时,选择XY轴。
仅仅在 MANUAL 模式下,当NC轴点动屏幕出现时,才可使用此功能。
“Z JOG”[Z 轴点动]
在 MANUAL 模式下,当进行点动检查时,选择Z轴。
仅仅在 MANUAL 模式下,当NC轴点动屏幕出现时,才可使用此功能。
“Aθ JOG”[Aθ 轴点动]
在 MANUAL 模式下,当进行点动检查时,选择砧座轴。
仅仅在 MANUAL 模式下,当NC轴点动屏幕出现时,才可使用此功能。
“Hθ JOG”[Hθ 轴点动]
在 MANUAL 模式下,当进行点动检查时,选择头轴。
仅仅在 MANUAL 模式下,当NC轴点动屏幕出现时,才可使用此功能。
“WIDTH ADJUST ENABLE”[宽度调节激活]
在 MANUAL 模式下,当进行点动检查时,选择宽度调节轴。
仅仅在 MANUAL 模式下,当NC轴点动屏幕出现时,才可使用此功能。
“印刷电路板挡块” (选件)
在半自动模式下,激活/解除印刷电路板挡块气缸。
“ ”
在 MANUAL 模式下,点动选定的轴,向远方行进。
“ ”
在 MANUAL 模式下,点动选定的轴,向右边行进。
“ ”
在 MANUAL 模式下,点动选定的轴,向左边行进。
“ ”
在 MANUAL 模式下,点动选定的轴推向前方行进。
“HIGH SPEED”[高速]
在 MANUAL 模式下,以更快的速度进行点动操作 (在按键的 LED 灯亮时)。
RHS2B
操作手册
3.4 后控制台
DA4OCC – 13 – 050 – A0 3.4- 1
3.4 后控制台
章节管理编号:DA4OCC – 13 – 050 – A0
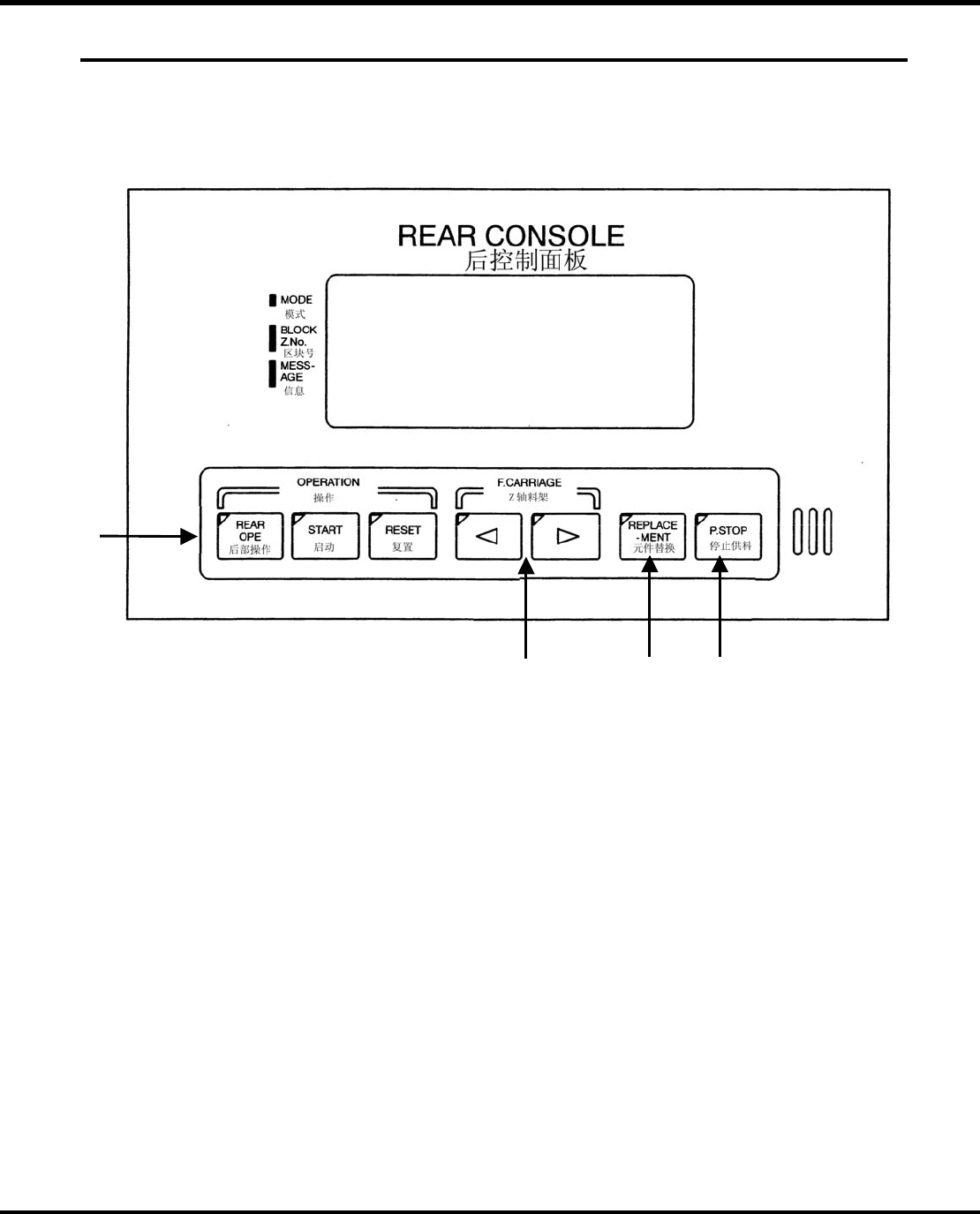
3.4.1 整体视图
图 3.4-1:后控制台
1. 操作
“REAR OPE [后部操作]”
激活后部控制台以使之投入工作。按键打开 LED 灯,激活后操作台。若要按键关闭 LED 灯时,
可再按该键一次,然后只有主控制面板被激活。
=备注=
同一时间只能使用主控制板或者后部控制台中的一台。当<后台操作> LED灯亮时,
主控制板禁用。
“START[启动]”
用于启动自动或者半自动操作。
2
1
4
3

RHS2B
操作手册
3.4 后控制台
3.4 - 2 DA4OCC – 13 – 050 – A0
“RESET[复置]”
可以使机器状态初始化,并使 Block 计数器以及错误存储器复置。按键的功能各异,分别如下。
• 在正常操作过程中:
将程序块调回到起点(半自动模式)
(请确定在按下
<复置>键之前,机器已经关闭。在摇动时按键,将立即停止所有的轴承运动。)
• 出现错误时:
在消除错误产生的原因之后按键,将清除错误信息,并使机器可以被操作。
2. “F.CARRIAGE[Z 轴料架]”
按箭头方向移动 Z 轴料架。
每按下一次键,Z 轴料架移动 1 站。
3. “REPLACEMENT[更换]”
在自动操作过程中,当零件用尽时,更换键的 LED 灯亮。
在完成更换后按下此键,然后按下
〈START[启动]〉键,机器继续政党运行。
4. “P. STOP”[供料器停用]
当出现“元件耗尽警告”或者“元件消耗错误”的信息时,按下此键,将新元件用胶带连接到即将耗
尽的元件上,以补充元件。
更换元件之后,再次按下此键来对停止状态进行复置。