RHS2B 操作手册.pdf - 第63页
RHS2B 操作手册 3.5 操 作屏幕 DA4OCC – 13 – 040 – B0 3.5- 19 * 1 Production Information (Machine) F1 : Production Management Information w F4: F1: Print REQ: F8: Exit Production status Screen Do you wish to print data? Yes F1: No…
RHS2B
操作手册
3.5 操作屏幕
3.5 - 18 DA4OCC – 13 – 040 – B0
Data Edit)w (F3:
Initialize Data
F6:
Do you wish to
initialize all data?
(* 1)
Initializes data.
Previous Screen
YesF1:
NoF2:
F8:
Production Status ScreenREQ:
Exit
F8:
Production Status Screen
REQ:
Exit
F5: Sort NC Data
Select NC
data name
ENTER
key ON
Do you wish to save data
as the same name?
F1:
F2:
Previous Screen
Yes
No
Set Sort Condition
Part Size Length Max,
Width Max, Insert Chuck
Skip Block of Sort Error
F1:
F2:
Enter a new data name.
Yes
No
Starts sorting
data.
Set Sort Condition
Part Size Length Max,
Width Max, Insert Chuck
F1:
F2:
Previous Screen
Yes
No
Starts sorting
data.
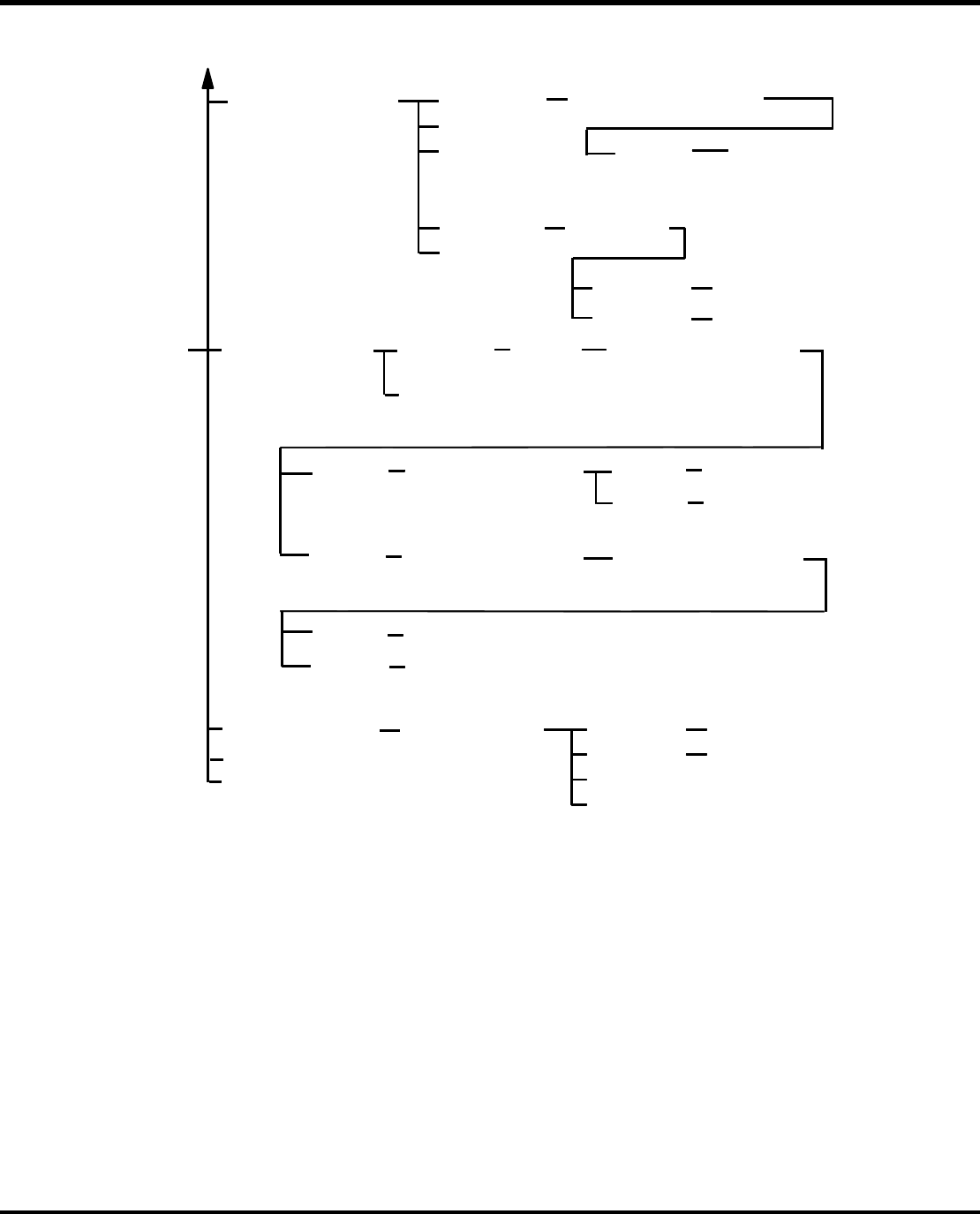
F3 :@Create/Edit
Parts Library)
F1 :@Search
F2 :@Search Next
F3 :@Sort
F4 :@Delete
F8 :@Exit
Input a part shape code
Select data
F1 :@Yes
F2 :@No
Previous Screen
Deletes data.
Displays the part
shape code at the
top of the list.
ENTER
key ON
F1: Display GRP
• (F3:数据编缉)
在表头显示零件
形状代码
F3:(创建/编辑
零件库)
查找
查找下一个
分类
删除
输
入一
个零件
形
状
编
删除
回车
选择数据
是
否
删除数据
回到上页
F5:NC 数据分类
选择 NC
数据名
回车
您希望数据保存为同
一个名称吗?
是
F1:选择组
设置分类条件、零件
最大长度、最大宽度、
插入卡盘、分类错误
跳块输入一个数据名
是
否
开始数据分类
回到上页
设置分类条件,零件最
大长度,最大宽度,插
入卡盘
是
否
开始数据分类
回到上页
初
始
化数
据
退出
请求:生
产状
态屏
幕
您希望初始化
所有的数据
吗?
退出
请求:生
产状
态屏
幕
是
否
初始化数据
回到前页
RHS2B
操作手册
3.5 操作屏幕
DA4OCC – 13 – 040 – B0 3.5- 19
* 1
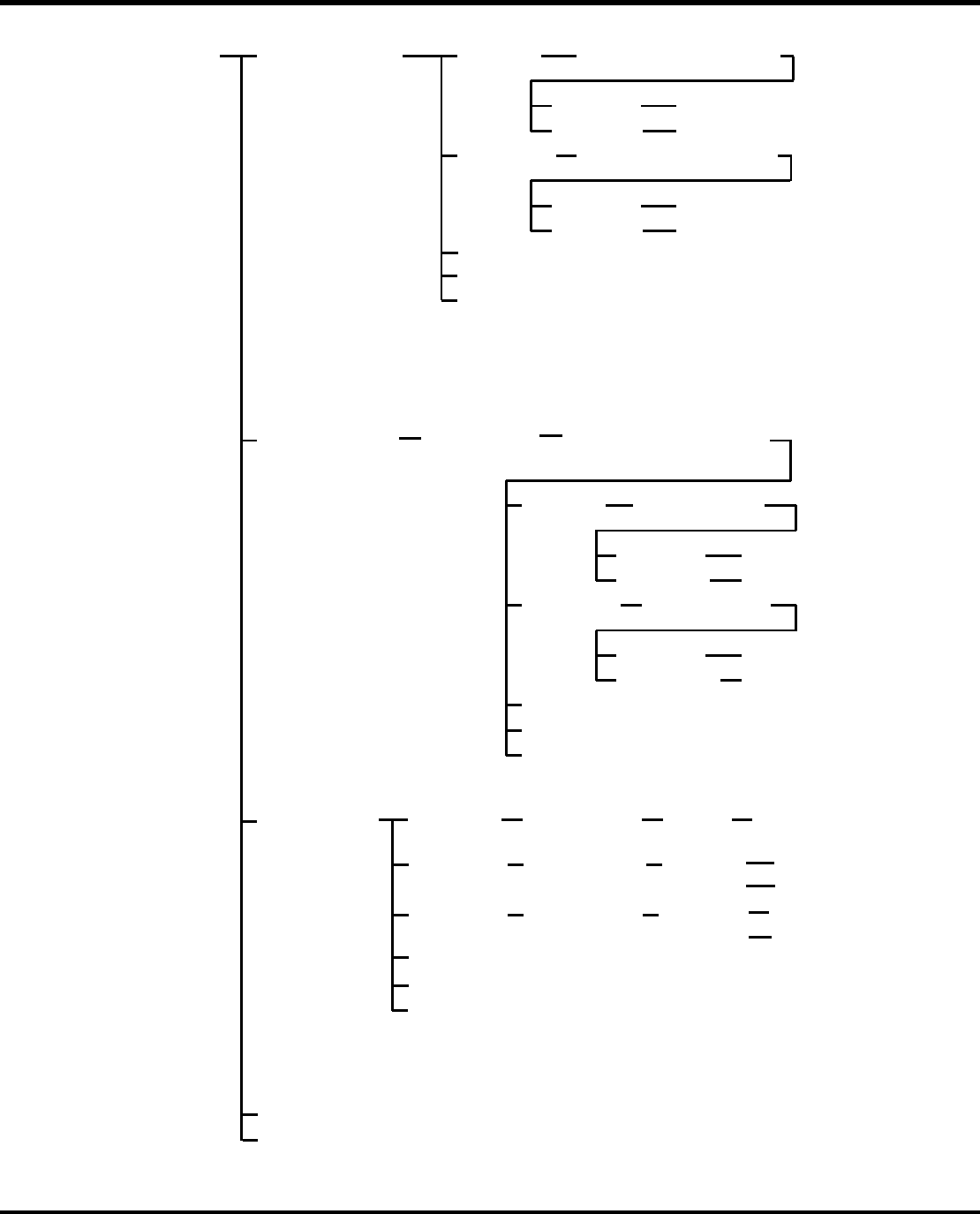
Production
Information
(Machine)
F1 :Production
Management
Information
w F4: F1: Print
REQ:
F8: Exit
Production status Screen
Do you wish to print data?
YesF1:
NoF2: Previous Screen
Prints data.
F2: Clear
Do you wish to clear data?
YesF1:
NoF2: Previous Screen
Clears data.
*1 Production Information (Machine) includes the following items:
Produced, Produced (Circuit), Power ON Time, Operation Time, Ready Time, PCB Wait (Loader), PCB Wait (Unloader), Error Stop, Maintenance Time, Parts Exhaust Stop, Operation Rate, Insertion, Insert Errors, Insert Rate, Recovery Errors, Total Insert Errors, Total Insert Rate, Transfer Errors, Error Stop, and Parts Exhaust Stop
Production
Information
(NC)
F2:
F1: Print
F8: Exit
Do you wish to
print data?
YesF1:
NoF2: Previous Screen
Prints data.
F2: Clear Do you wish to
clear data?
YesF1:
NoF2: Previous Screen
Clears data.
Select an NC
data name
*2 Production Information
(NC) of the selected
program is displayed.
REQ:Production Status Screen
*2 Production Information (NC) consists of the same items as the Production Information (Machine), plus NC Data Name and Planned.
Parts
Information
*3
F3 : F1: Search
F8 : Exit
Input cassette
No.
F3: Clear Do you wish to
clear data?
REQ:Production Status Screen
ENTER
key ON
Displays the list
starting with the
specified No.
YesF1:
NoF2:
Previous Screen
Clears data.
F2: Print Do you wish to
print data?
F1:
NoF2:
Yes Prints data.
Previous Screen
F8: Exit
REQ:Production Status Screen
*3 Parts Information includes the following items:
Cassette No., Used Up, Warning, Shortage Warning, Remain Parts, Insert Error, Parts Used, and Insert Rate
F3: Refresh
F3: Refresh
F4: Refresh
• F4:生产
管理
信息
生产信息
(机器)
打印
清除
刷新
退出
请求:生产状态屏幕
是
否
您想要打印数据吗?
打印数据
回到上页
清除数据
回到上页
是
否
您想要清除数据吗?
*1 生产信息(机器)包括以下一些内容:
已生产、已生产的电路、电源加电时间、操作时间、准备就绪时间、PCB 等待
(上料器)、PCB 等待(下料器)、错误停机、维修时间、零件耗尽停机、运行
率、插入、插入错误、插入率、总的插入错误、总的插入率、传送错误、错误
停机、以及零件耗尽停机
。
产品信息
(NC)
选择一个
N
C 数据名
*2 选定程序的产品信息
(
N
C)
会被
显示出
来
。
打印
清除
您想要
打印数据吗?
打印数据
回到上页
是
否
您想要
清除数据吗?
是
否
清除数据
回到上页
刷新
退出
请求:生产状态屏幕
*2 (NC)生产信息包括(机器)产品信息相同的内容加上 NC 数据和计划内容。
零件信息
打印
清除
刷新
退出
请求:生产状态屏幕
查找
输入盒号
您想要
打印数据吗?
您想要
清除数据吗?
回车
是
否
是
否
打印数据
回到上页
清除数据
回到上页
从特定的编号
开始
显
示
*3 零件信息包括以下内容:盒号、用尽、警告、缺料警告、保留零件、插入错误、
使用的零件、以及数据插入。
退出
请求
:生
产状
态
屏幕
RHS2B
操作手册
3.5 操作屏幕
3.5 - 20 DA4OCC – 13 – 040 – B0
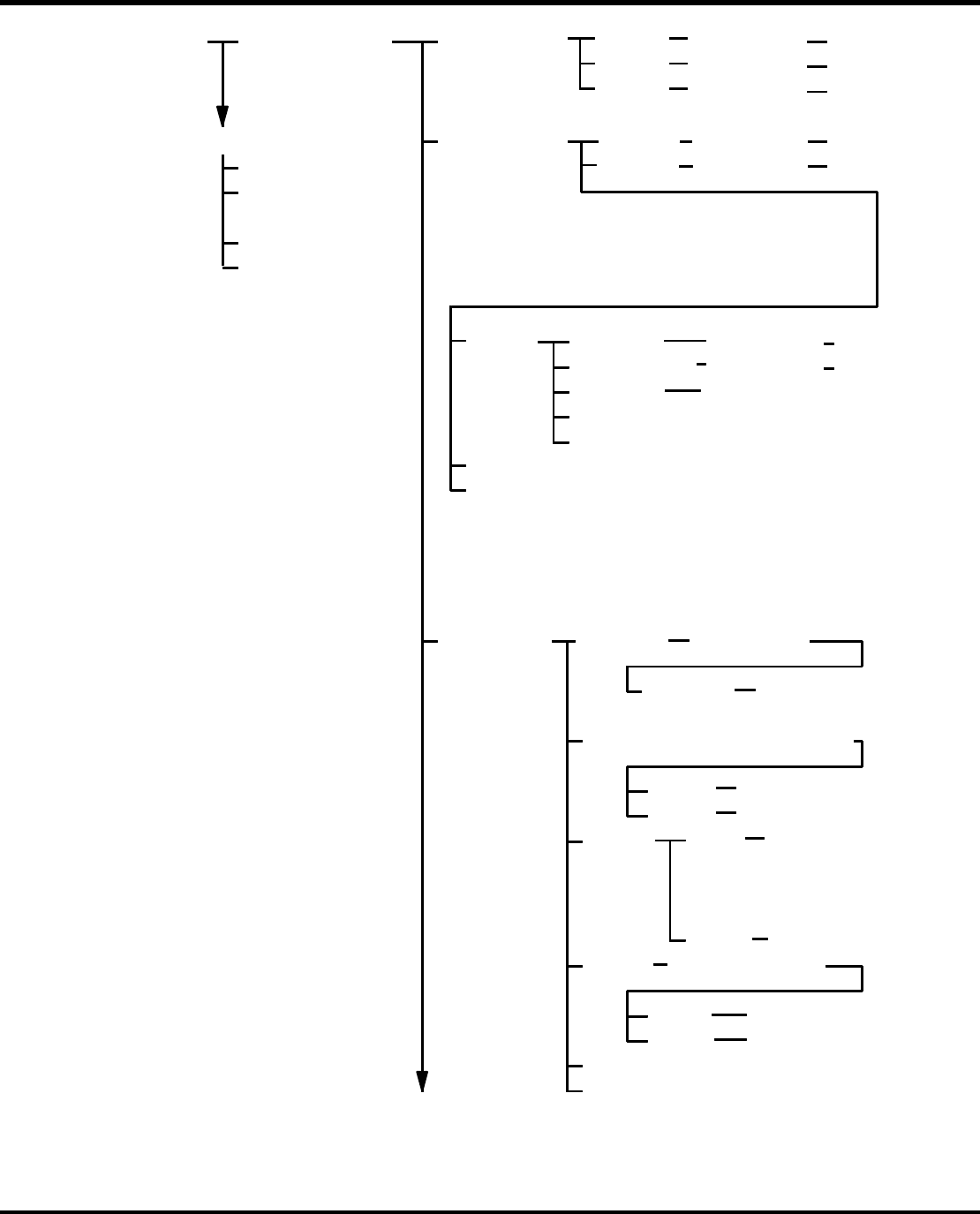
Machine Initial
Setting
F1:Morew F7:
(To next page)
Monitoring)
(F2:
Operation
Level Setting)
(F3:
More)
(F7:
Production Status
Screen)
(REQ:
Set Data &
Time
F1:
Set data
ENTER key ON
Set time
ENTER key ON
Setting
complete
ENTER key ON
Sets data.
Sets time
Determines
setting.
Set individual
Machine Data
F2:
Input set
values. *1)
ENTER key ON
Setting
complete
ENTER key ON
Sets data
Determines
setting.
*1 Setting values include the following:
Origin Offset (XY), Origin Offset (Z), 905 Insert Offset (XY), 1805 Insert Offset (XY), 2705 Insert Offset (XY), Camera Offset (X), Camera Offset (Y), Camera Posi tion, Bad Mark Sensor Use, and Bad Mark Sensor Position
Determines
setting.
More
F7:
Input set
values. *2)
ENTER key ON
Setting complete
ENTER key ON
Set data.
MOREF7 : Previous Screen
F8: Exit
REQ:Production Status Screen
F8:
Exit
REQ:Production Status Screen
*2 Setting values include the following:
Digital Sequence Timer, Loader Offset, XY Table Off- set, Unloader Offset, Reference Pin Offset, P-axis Offset, Hq-axis Offset, Aq-axis Offset, Z-axis Offset When a Part Returned, Part Height 1 Offset, and Part Height 2 Offset
Set Pallet
Informatio
n *3)
F3:
SearchF1: Input pallet No.
Clear
F4:
ENTER key
ON
Displays the list
beginning with
the specified No.
Choose pallet No. with cursor keys.
OK
F2:
NG
F3:
Completes NG setting.
Completes OK setting.
Yes
F :
NoF2:
Previous Screen
Sets all pallets as
OK; clears count
used and insert
errors to 0.
Print
F5:
Do you wish to print
data?
Yes
F1:
No
F2:
Previous Screen
Prints data.
F8: Exit
REQ:Production Status Screen
(To next page)
*3
Pallet Information
includes: Pallet
No., OK/NG,
Count Used,
Insert Errors, and
Insert Rate
服务功能 2
• F7:更多
机器初始化设
置
(到下页)
监控)
操作级别设置)
更多)
(请求:生产状态
屏幕)
设置日期和
时间
设置个别机
器信息
设置日期
设置时间
设置完成
回车
回车
回车
回车
回车
设置数据
设置时间
确定设置
设置数据
确定设置
更多
退出
请求:生
产状
态屏
幕
输入设置
值*2
完成设置
回车
回车
设置数据
确定设置
更多
退出
请求:生产状态屏幕
回到
上
页
设置托盘
信息*3
托盘信息包括:
托盘编号,好
/
不好,使用的数
量,插入错误,
以及插入速率
查找
输
入托盘编号:
回车
从指定的编号
开始显示
用光标键选
择
托盘编号
好
不好
完成 OK 设置
完成
N
G
设置
清除
是
否
否
是
所有托盘设置
OK,清除所使用
的号码,插入错误
为 0。
回到上页
您想要
打印数
据
吗?
打印数据
退回上页
退出
请求:生产状态屏幕
*1 设置值包括以下内容:原点补偿(XY),原点补偿(Z),
90° 插入补偿(XY),180° 插入补偿(XY),270° 插入补偿
(XY),摄像机补偿(X),摄像机补偿(Y),摄像机位置,不
良标记传感器使用,以及不良标记传感器位置。
*2 设置
值包括
以下
内容
:
数字式序
列计
时
器、
上料
器
补
偿、XY 工作台补偿、下料器补偿、基准销补偿、P 轴补
偿、Hθ轴补偿、Aθ轴补偿、零件返回时的 Z 轴补偿、零
件高度 1 补偿以及零件高度 2 补偿。
输入设置
值*1
完成设置
至下一页