RHS2B 操作手册.pdf - 第78页
RHS2B 操作手册 5.1 生产准备 5.1-2 DA4OCC-31-010- B0 5.1.2 原点返回 执行原点返回操 作,以使所有的 轴均可以移动 。将 “伺服电动机” 的开 关转到 ON 的位 置。 图 5.1-1: 开 关控制板 操作步骤 1. 按下 <MANU> 键,切换到手动模 式。 图 5.1-2: 主 控制板 2. 按下 <ORG> 键。RHS2B 将回到原点。 =备注= RHS2B 按以下顺…
RHS2B
操作手册
5.1 生产准备
DA4OCC-31-010-B0 5.1-1
5.1 生产准备
章节管理编号:DA4OCC-31-000-B0
5.1.1 概述
在使用 RSH2B 进行生产之前,需要做好各种准备工作。
本节列出了一些主要的准备事项。
• 在准备工作进行之前,请先检查以下内容,以确保需要使用的零件已经放入零件盒中。
=备注=
请参考 5.4 节“元件的上料”有关如何将零件装入到零件盒的内容。
当要改变生产的印刷电路板的种类时,必须根据新的印刷电路板的尺寸调整印刷电路板输送单元。此
项工作就称为生产准备。
操作步骤
1.原点返回
(→5.1.2)
2.调整轨道宽度
(→5.1.3)
3.调整基准点
(→5.1.4)
4.调整印刷印刷电路板挡块
(→5.1.5)
5.检查印刷印刷电路板传送器
(→5.1.6)
6.选择程序
(→5.1.7)
RHS2B
操作手册
5.1 生产准备
5.1-2 DA4OCC-31-010-B0
5.1.2 原点返回
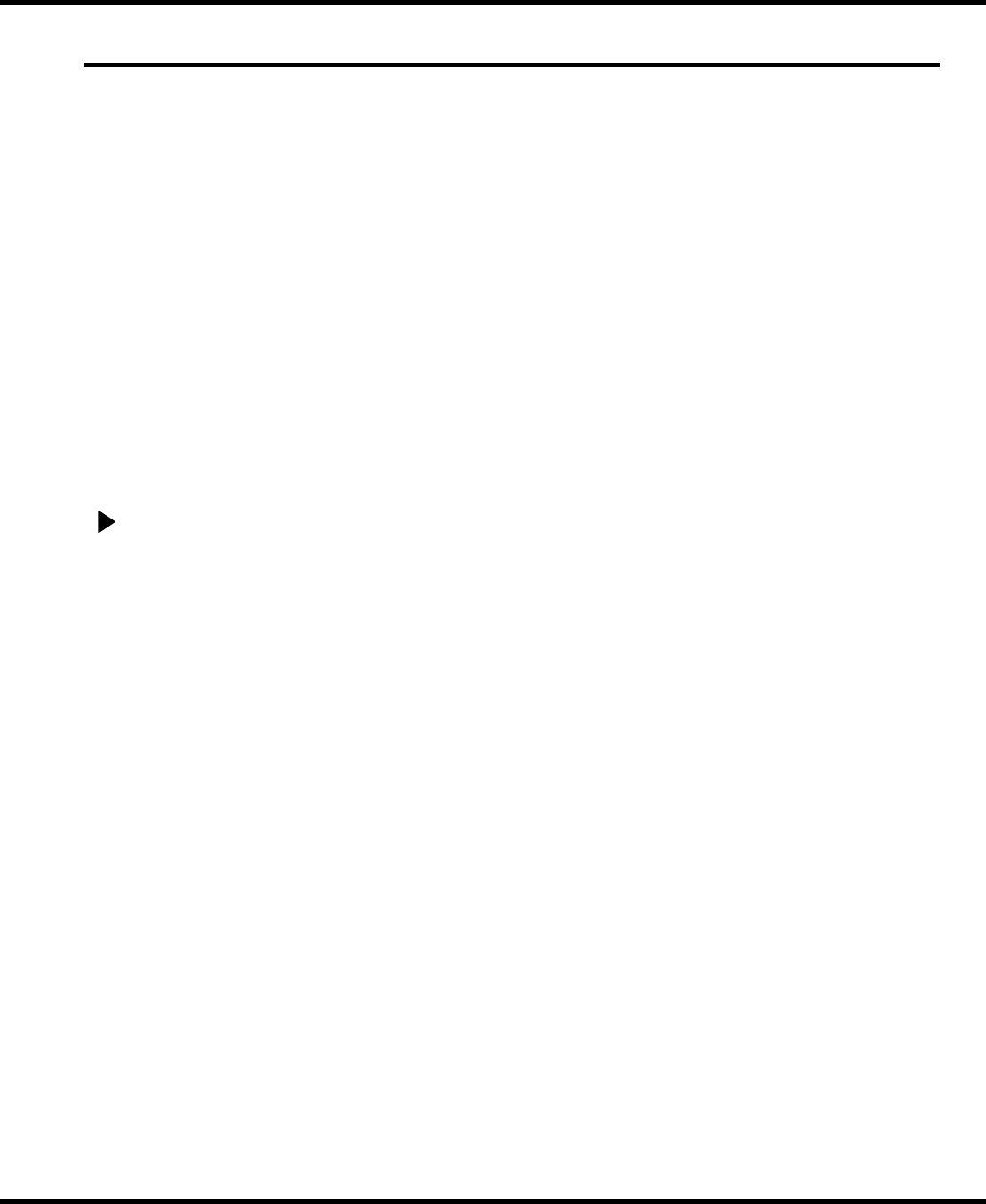
执行原点返回操作,以使所有的轴均可以移动。将“伺服电动机”的开关转到 ON 的位置。
图 5.1-1: 开关控制板
操作步骤
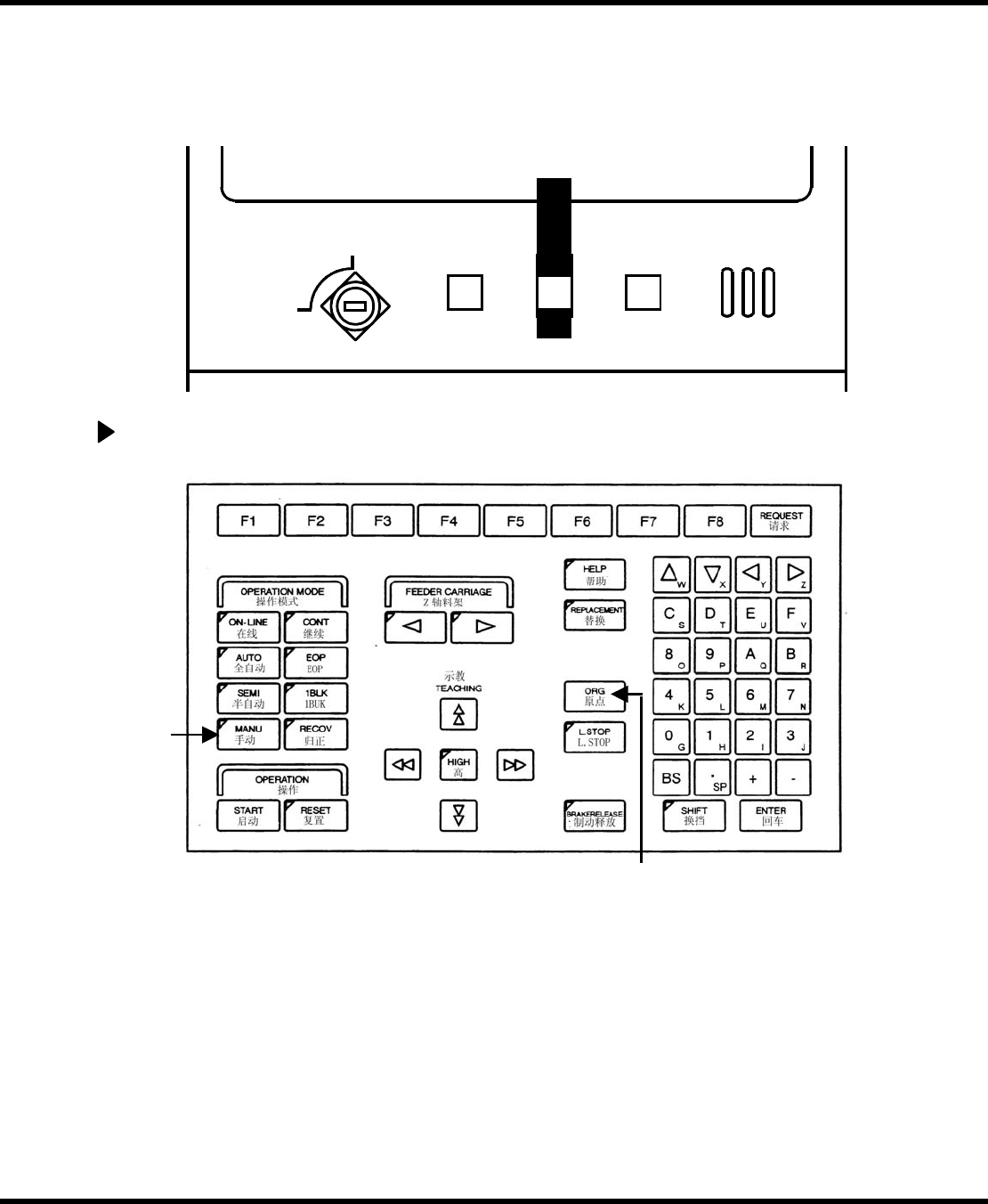
1. 按下 <MANU> 键,切换到手动模式。
图 5.1-2: 主控制板
2. 按下 <ORG> 键。RHS2B 将回到原点。
=备注=
RHS2B 按以下顺序回到原点。
1. 首先,NC 轴先于 X 轴回到各自的原点。
2. X/Y 轴移到逃逸位置 (这里插件头不会碰到 XY 工作台上的印刷电路板以及转换轨道)。
3. Z 轴回到原点。
4. Z 轴移动到偏移位置或者零件供应开始位置。
5. X/Y 轴回到它们的原点。
关 O
开 I
伺服电动机 电源 准备操作
关
开
1
2
RHS2B
操作手册
5.1 生产准备
DA4OCC-31-010-B0 5.1-3
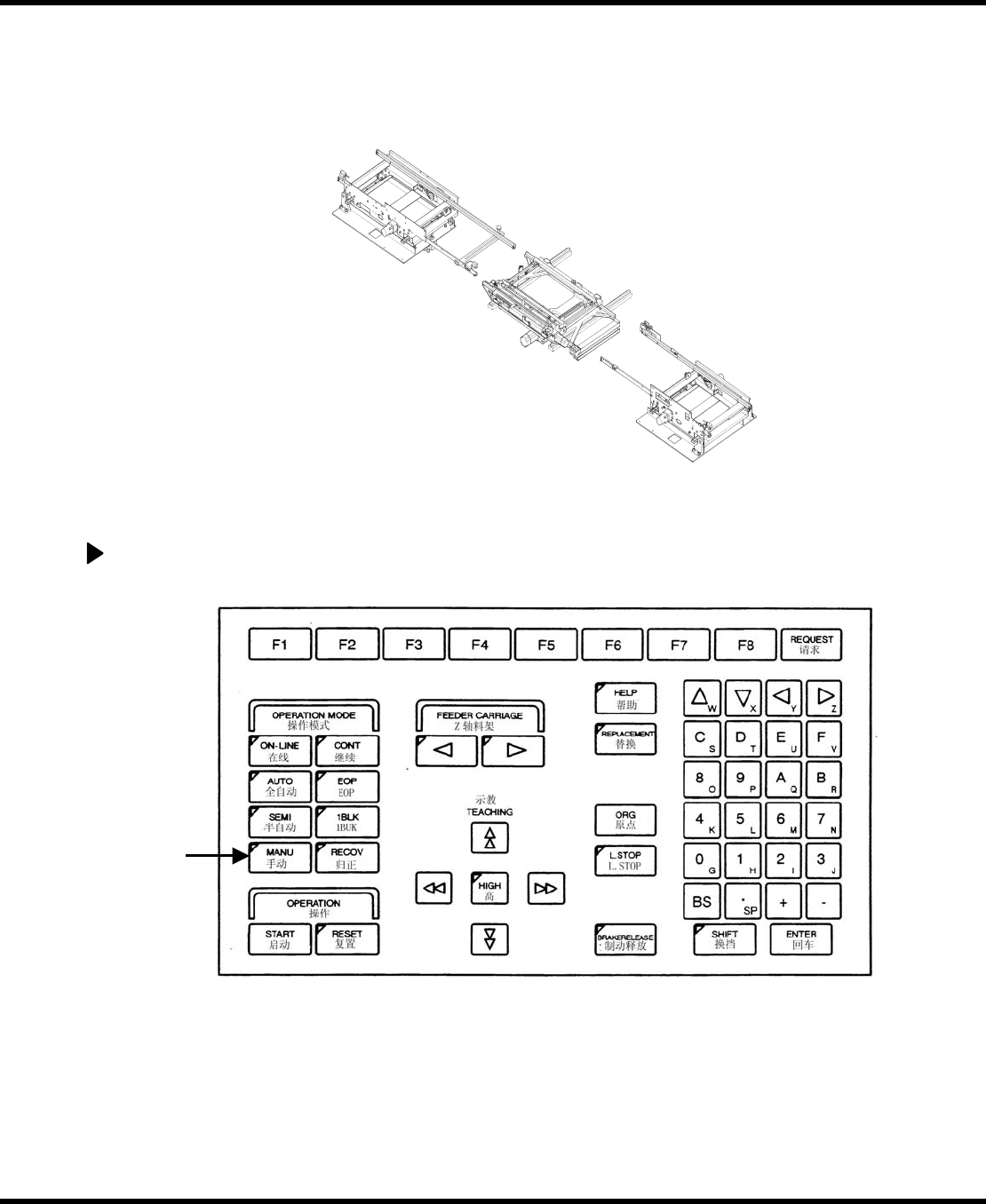
5.1.3 调整轨道宽度
该功能用于根据将要生产的印刷电路板的尺寸,来改变印刷电路板传送单元的轨道宽度。
图 5.1-3:印刷电路传送单元
操作步骤
1. 检查是否启用了手动模式。
图 5.1-4: 主控制板
下料器
XY 工作台
上料器
1