RHS2B 操作手册.pdf - 第85页
RHS2B 操作手册 5.1 生产准备 DA4OCC- 31-010- B0 5.1-9 5.1.7 选择程序 如要重新开始印 刷电路板生产, 则应按照印刷 电路板的大小来 分别选择以下 程序。 • NC 数据 • 零件数据 生产条件一旦设 定,该程序就进 行传送。 =备注= 这些程序是从贮存 在 RHS2B 内的程序中选择的。如果 要使用贮存在软盘上的程 序,则事先应将 其安装到 RHS2B 上去。 图 5.1-13: 选 择程序 =…
RHS2B
操作手册
5.1 生产准备
5.1-8 DA4OCC-31-010-B0
5.1.6 检查印刷电路板传送器
在 XY 工作台上放一块印刷电路板来进行手动定位检查,并使其从上料器自动传送到下料器。
操作步骤
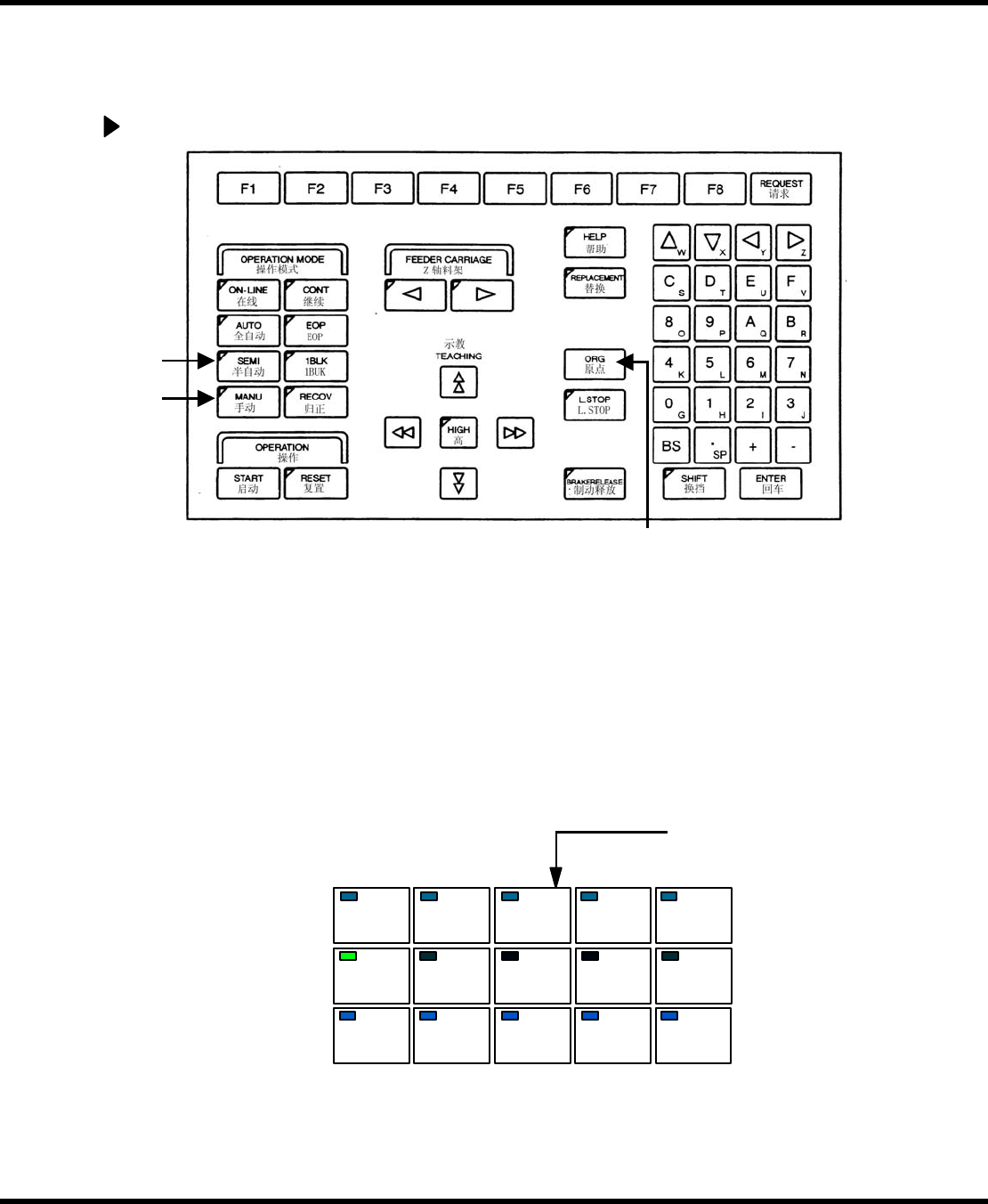
图 5.1-11: 主控制面板
1. 按下 <MANU>键切换到手动模式。
2. 按下 <ORG> 键,RHS2B 回到原点。
3. 在 XY 工作台上放置一块印刷电路板,向下料器的前方推动,一直推到止挡处为止。
4. 垂直移动杠杆,将定位插销放入印刷电路板上的定位孔中。
5. 检查定位插销位于正确的位置。
6. 从 XY 工作台上取下印刷电路板,并将其放在上料器的进口处。
7. 按下<SEMI>键。
8. 在子控制器上按下 <LOADING>,开始上料,然后将印刷电路板转移到 XY 工作台上。
图 5.1-12:子控制板
8
INSERT
START
INCHING
DIREC-
TION
-905
LOADING
DIREC-
TION
1805
NC
ENABLE
DIREC-
TION
905
CONTROL
PANEL
ENABLE
DIREC-
TION
05
TACT
0.45s
TACT
0.36s
TACT
0.25s
TACT
0.2s
7
1
2
RHS2B
操作手册
5.1 生产准备
DA4OCC-31-010-B0 5.1-9
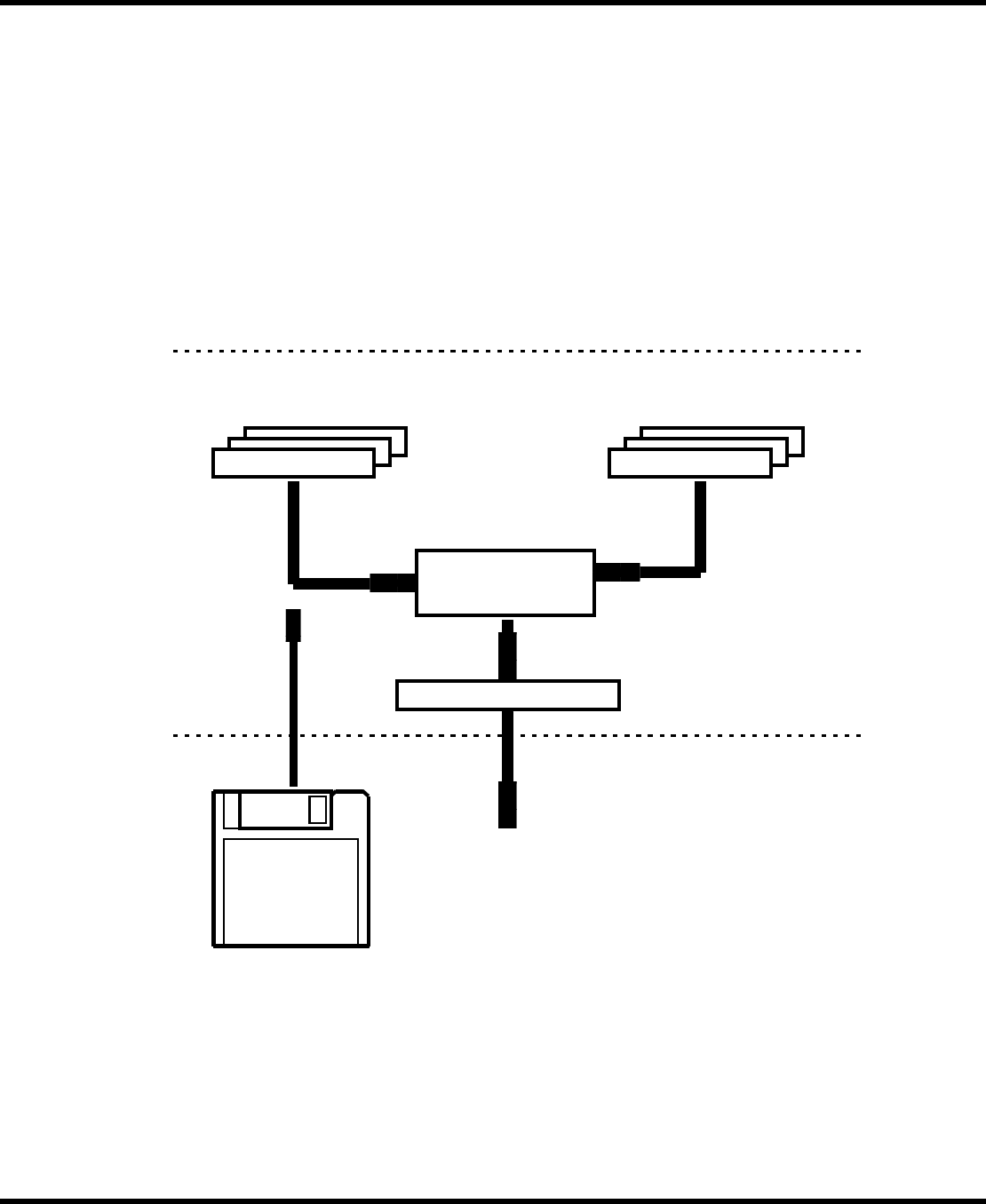
5.1.7 选择程序
如要重新开始印刷电路板生产,则应按照印刷电路板的大小来分别选择以下程序。
• NC 数据
• 零件数据
生产条件一旦设定,该程序就进行传送。
=备注=
这些程序是从贮存在 RHS2B 内的程序中选择的。如果要使用贮存在软盘上的程序,则事先应将
其安装到 RHS2B 上去。
图 5.1-13: 选择程序
=备注=
RHS2B 的存贮容量:
NC 数据:最大 32 字节,总共可达 5,000 个步骤。
元件数据
数字控制数据
选定程序
选择程序
设定生产条件
传送程序
软盘
(FD)
加载
选择所需的程序
选择所需的程序
RHS2B
操作手册
5.1 生产准备
5.1-10 DA4OCC-31-010-B0
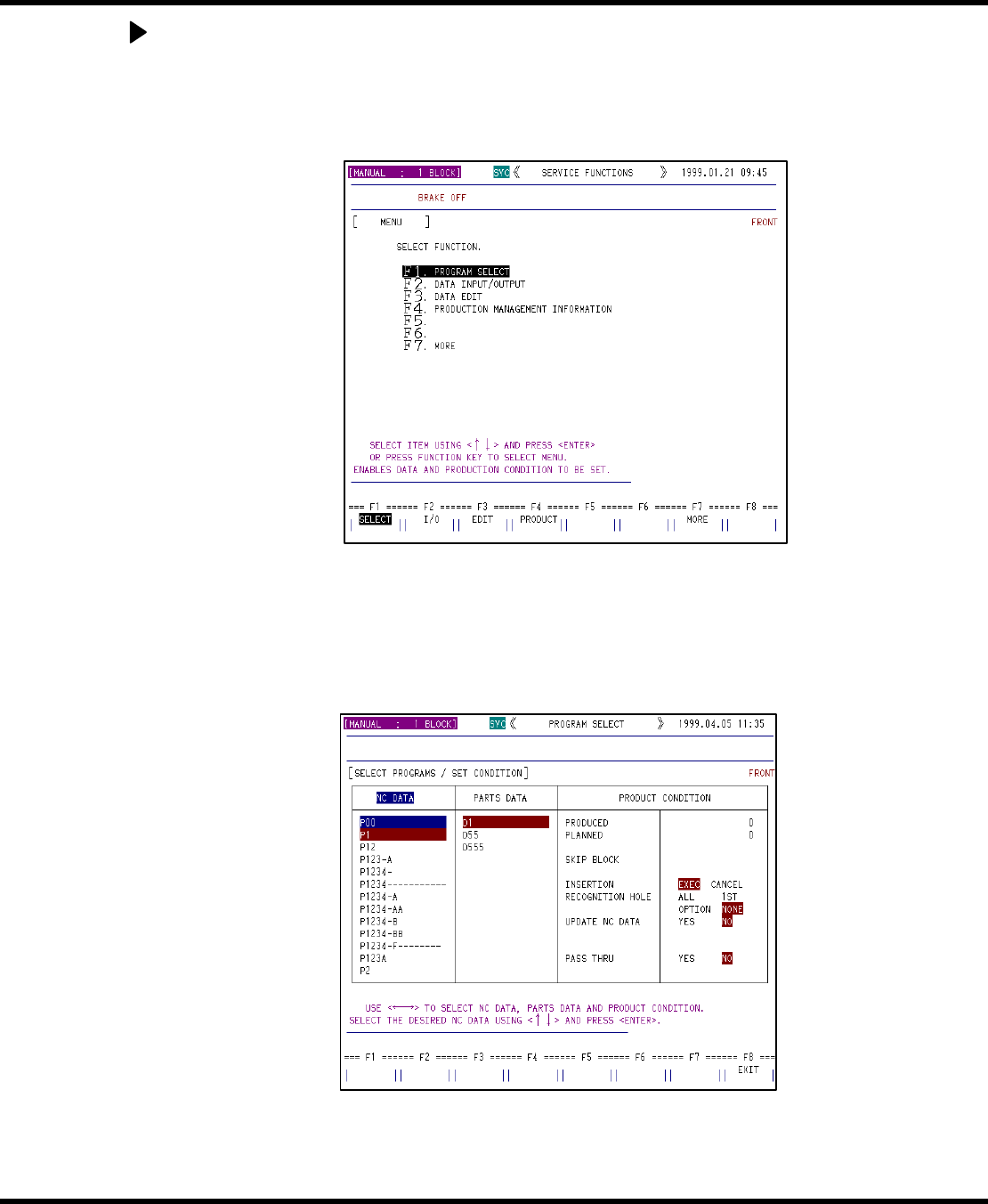
操作步骤
1. 检查所选择的是手动模式.
2. 在主控制板上按下 <REQUEST> 键
将出现以下屏幕:
图 5.1-14: 服务功能菜单屏幕
3. 按下 <F1: 选择>.
该屏幕将变为 :
图 5.1-15: 程序选择屏幕
AUTO RECOVERY
NO, 1time, 2times