4M-1839-002w_F8S.pdf - 第305页
4OM-1839 5-9 1603-001 (1-3) 工程 D ~ E で発生する場合 両面粘着テープ上で位置ずれがない場合には、工程 D ~ E での位置 ずれが考えられます。 このときの現象としては、 • 装着した瞬間にずれる。 • 装着後の次の装着動作でずれる。 • 装着後の基板排出動作でずれる。 がありますが、これらに共通して影響することは、部品形状、基板 の状態、ソルダペーストや接着剤の条件です。 FE8 は、部品の上面と底…
4OM-1839
5-81603-001
3. 装着不良に関するトラブルシューティング
3.1 装着不良の要因と対策
(1) 装着位置ずれと装着角度ずれの場合
(1-1) 発生状況の把握
装着位置ずれや装着角度ずれは、工程 C で発生する場合と工程 D ~ E
で発生する場合が考えられます。
FE1
を参照してください。
見分け方としては、両面粘着テープを貼り付けた基板の上に部品を
装着して確認する方法があります。
両面粘着テープ上で位置ずれが起これば工程 C で発生していること
になります。位置ずれがなければ工程 D 以降で発生していることが
考えられます。
(1-2) 工程 C で発生している場合
部品認識後にヘッドの移動、または装着角度補正の回転でずれてい
る場合、要因として考えられるのは主に次の 2 つです。
•
真空吸着力の低下
•
ノズル ( ヘッド ) 移動時の振動やショック
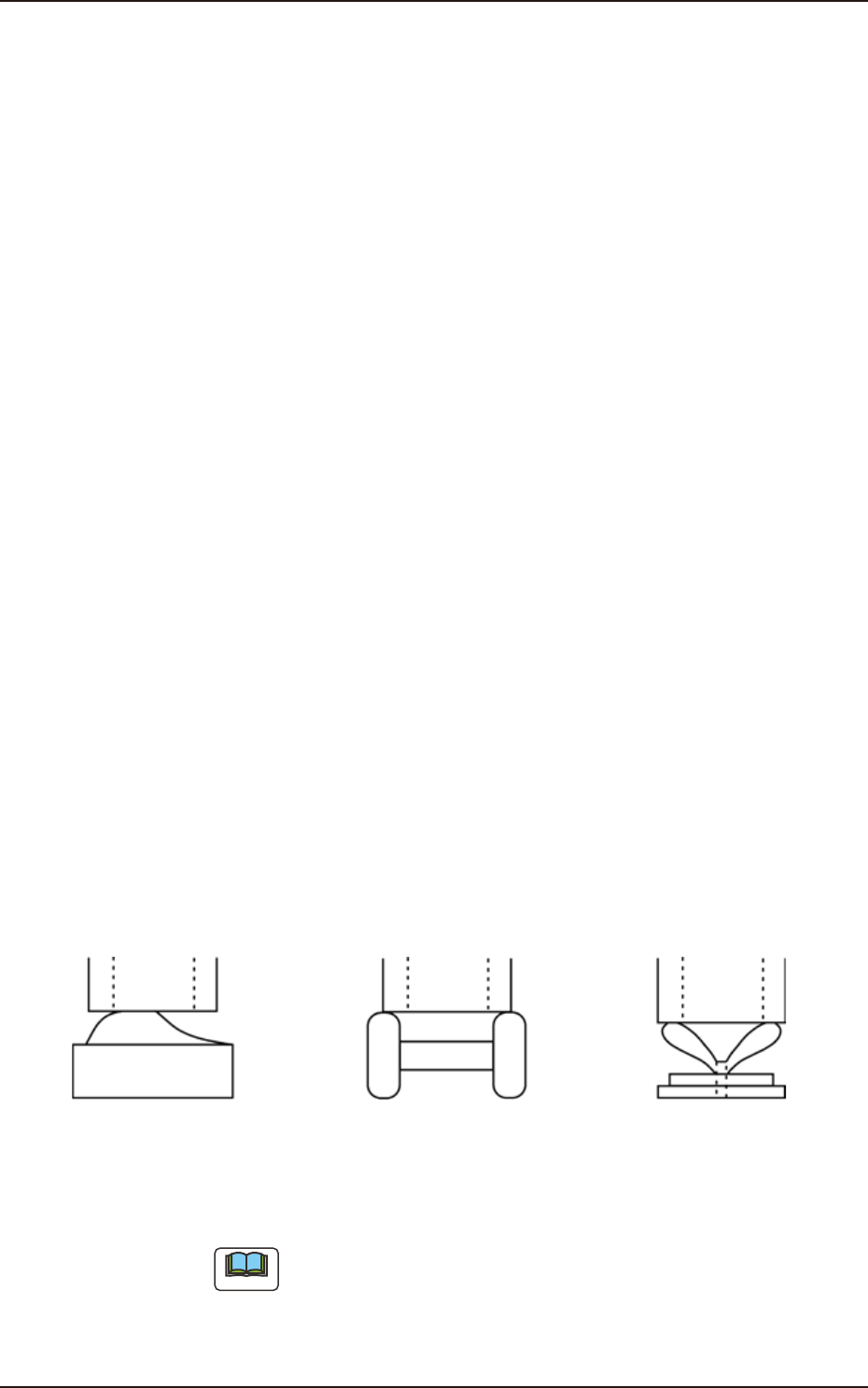
これらに異常がある場合に、真っ先に影響を受けるのは、FE7 のよう
な吸着が不安定な部品です。
生産実績のあるこのような部品で位置ずれが出始めた場合には、上
記の要因に関する確認を行います。
真空吸着力については、ノズルや真空経路の確認を行います。
ノズル移動時の振動については、工程 C の範囲で該当する箇所を調
べていきます。
部品上面が球状または
突起があり、すべりやすい
抵抗、コイル、LEDなど
電極が膨らんでいる
ため、真空がリーク
するコンデンサなど
ボリュームなどの
吸着不安定な部品
装着位置ずれの発生しやすい部品例 (1) F4E7
ノート
部品の上面に突起があると、吸着ノズル下面が磨耗し、部品認識照
明教示で異常になることがあります。
3. 装着不良に関するトラブルシューティング
4OM-1839
5-91603-001
(1-3) 工程 D ~ E で発生する場合
両面粘着テープ上で位置ずれがない場合には、工程 D ~ E での位置
ずれが考えられます。
このときの現象としては、
•
装着した瞬間にずれる。
•
装着後の次の装着動作でずれる。
•
装着後の基板排出動作でずれる。
がありますが、これらに共通して影響することは、部品形状、基板
の状態、ソルダペーストや接着剤の条件です。
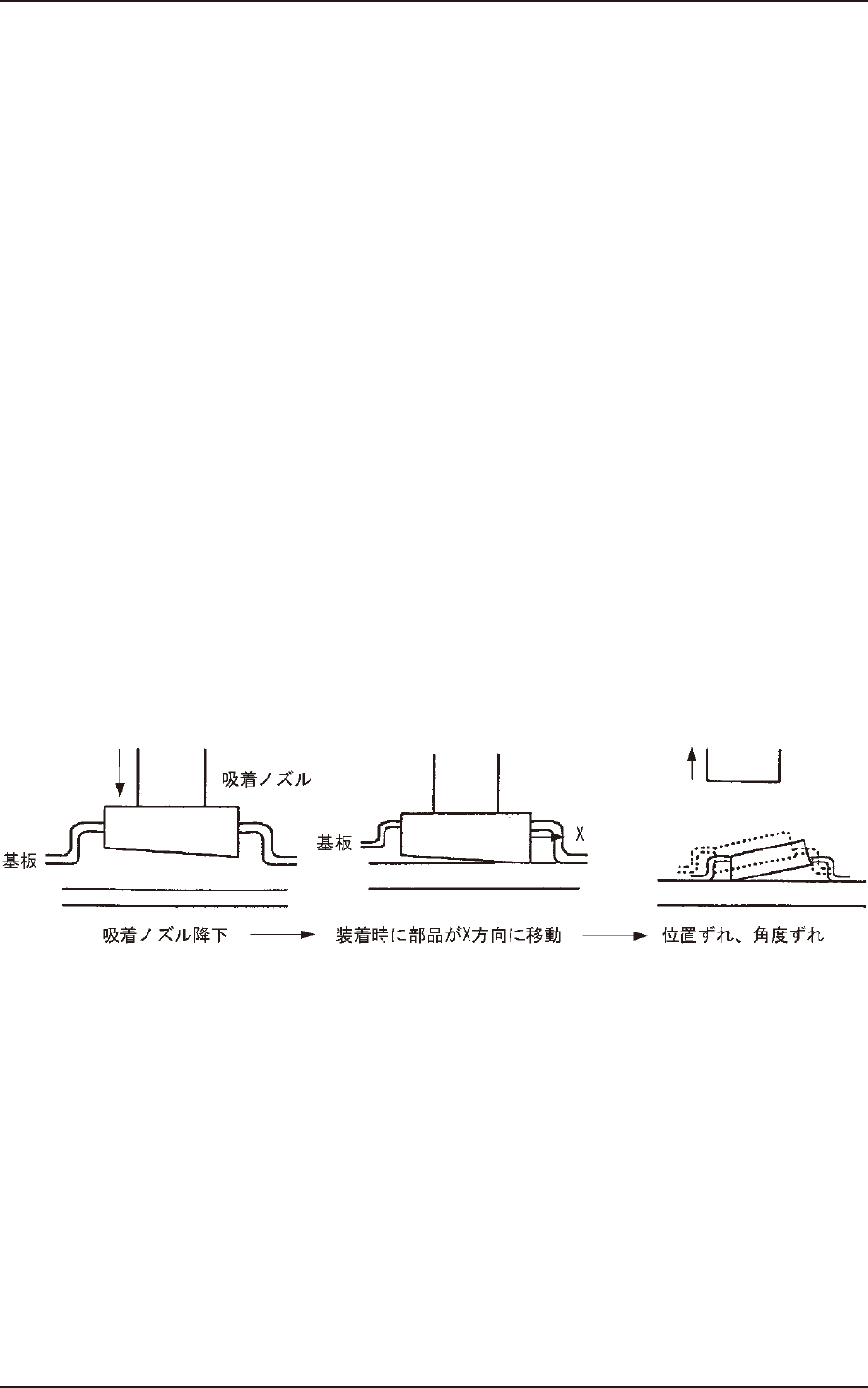
FE8 は、部品の上面と底面の平行度がずれているために、装着した瞬
間にずれる場合の例です。
装着時、部品の下面が基板に接した瞬間に、X 方向に部品が移動する
力が発生し、装着位置ずれや装着角度ずれにつながります。
このような部品の場合には、装着時のスピードを遅くしたり、装着
時のノズル下降レベルを若干上げることで回避できる場合がありま
す。
この外に、装着後にバックアップベースの移動や基板の排出動作で
ずれやすい部品があります。
要因としては、ソルダペーストや接着剤での保持力の不足、基板の
固定不完全などがあります。
これらの状態を確認して個別に対策をとる必要があります。
装置位置ずれの発生しやすい部品例 (2) F4E8
3.1 装着不良の要因と対策
4OM-1839
5-101603-001
(2) 基板上の部品欠品の場合
(2-1) 発生状況の把握
部品の欠品は、次の 3 つの現象が考えられます。
•
装着時に部品を持ち上げる。
•
装着時の基板の振動及び真空破壊にて部品が飛ぶ。
•
装着後の基板の排出動作で部品が飛ぶ。
これらの現象に共通して言えることは、部品サイズに対して、基板
( ソルダペースト ) との接触面積が小さい部品ほど発生しやすいとい
うことです。
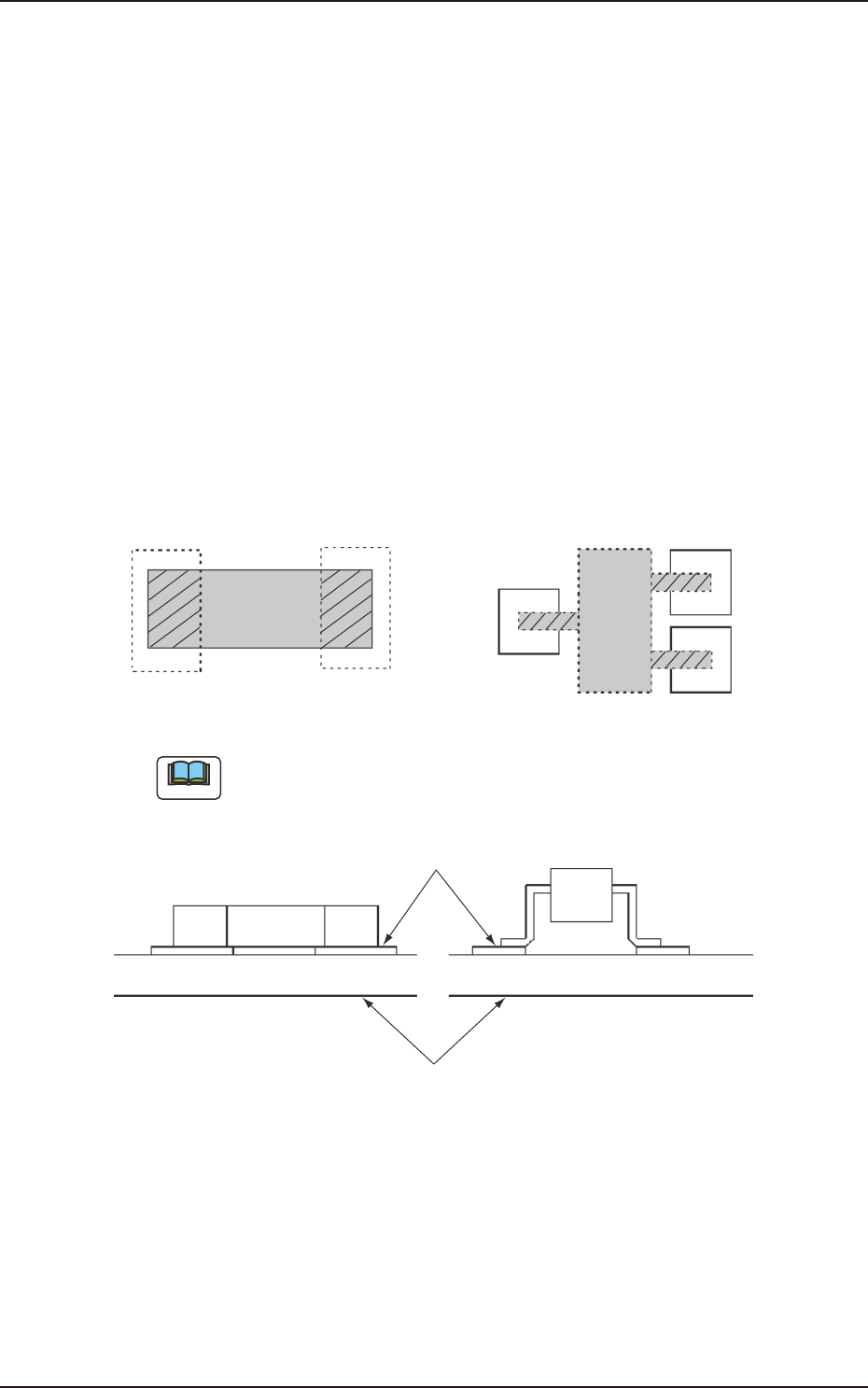
FE9 に示すように、角型の部品 ( 抵抗やコンデンサなど ) であれば、
保持力が十分にありますが、リード付き部品 ( トランジスタやダイ
オードなど ) の場合には、接触面積が小さいため、これらの現象が
発生しやすくなります。
角型部品 リード付き部品
斜線部は、部品とソルダペーストとの接触部分です。
基板
ソルダペースト
ノート
F4E9
3.1 装着不良の要因と対策