OPE-SFAB-005S0SmartFAB操作手册 - 第153页
OPE-SFAB-005S0 7. 生产 SmartFAB 操作手册 139 7.2 如何启动生产 7.2.1 如何执行连续生产 1. 在打开了功能菜单的生产画 面的状态下,完成换线,机器处于 启动等待的时候,START 按钮闪烁,请按下 START 按钮。机器在 完成原点复位动作和动态换线动作 后开始生产。 备注 )READY ON 按钮没有亮灯时,请先按下 READY ON 按钮,进行运转准备。 START 按钮没有闪烁时,请打开信…
7. 生产 OPE-SFAB-005S0
138 SmartFAB 操作手册
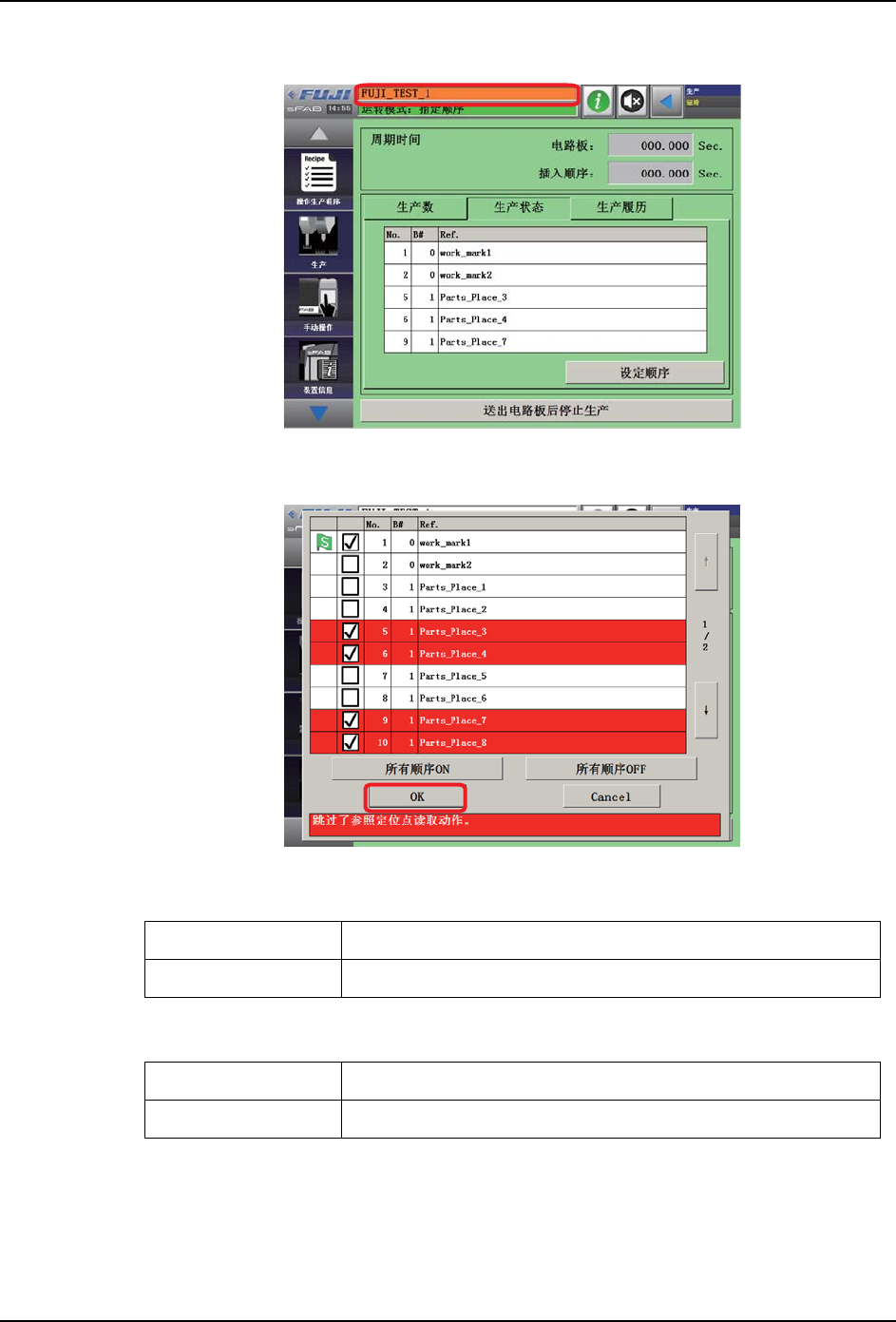
6. 顺序指定生产模式中,页眉画面的生产程序名称表示領域的背景色变为橙色。
7. 消除发生的错误后按下 「OK」键。请根据以下内容消除错误。
参照定位点的跳过检查
开始顺序的有无检查
错误信息 参照定位点读取动作被跳过。
错误的处理方法 对于参照的定位点数据,请将顺序实行指定为 ON。
错误信息 没有设定开始顺序。
错误的处理方法 请指定开始顺序。
39OPE-0458-S
39OPE-0459-S
CoaQ1DBp
CoaQ1DBp
Downloaded at 2015/10/08 22:10:586 by 3NEC4804 DL#XBovDH4m
Downloaded at 2015/10/08 22:10:586 by 3NEC4804 DL#XBovDH4m

OPE-SFAB-005S0 7. 生产
SmartFAB 操作手册 139
7.2 如何启动生产
7.2.1 如何执行连续生产
1. 在打开了功能菜单的生产画面的状态下,完成换线,机器处于启动等待的时候,START
按钮闪烁,请按下 START 按钮。机器在完成原点复位动作和动态换线动作后开始生产。
备注 )READY ON 按钮没有亮灯时,请先按下 READY ON 按钮,进行运转准备。
START 按钮没有闪烁时,请打开信息画面,确认是否存在异常原因。
2. 生产结束后,如果计数单位是工件,计数器增加 1。如果计数单位是子工件,对于 1 个
工件,增加所完成的子工件数。
例)子工件数 20 的生产程序并且计数单位是子电路板时,当按照预定数 96 进行生产时,每
当完成 1 个工件生产,按照 20、40、60、・・・进行计数溢出。对于最终工件,被计数为 16。
39OPE-0166-Sa
CoaQ1DBp
CoaQ1DBp
Downloaded at 2015/10/08 22:10:586 by 3NEC4804 DL#XBovDH4m
Downloaded at 2015/10/08 22:10:586 by 3NEC4804 DL#XBovDH4m
7. 生产 OPE-SFAB-005S0
140 SmartFAB 操作手册
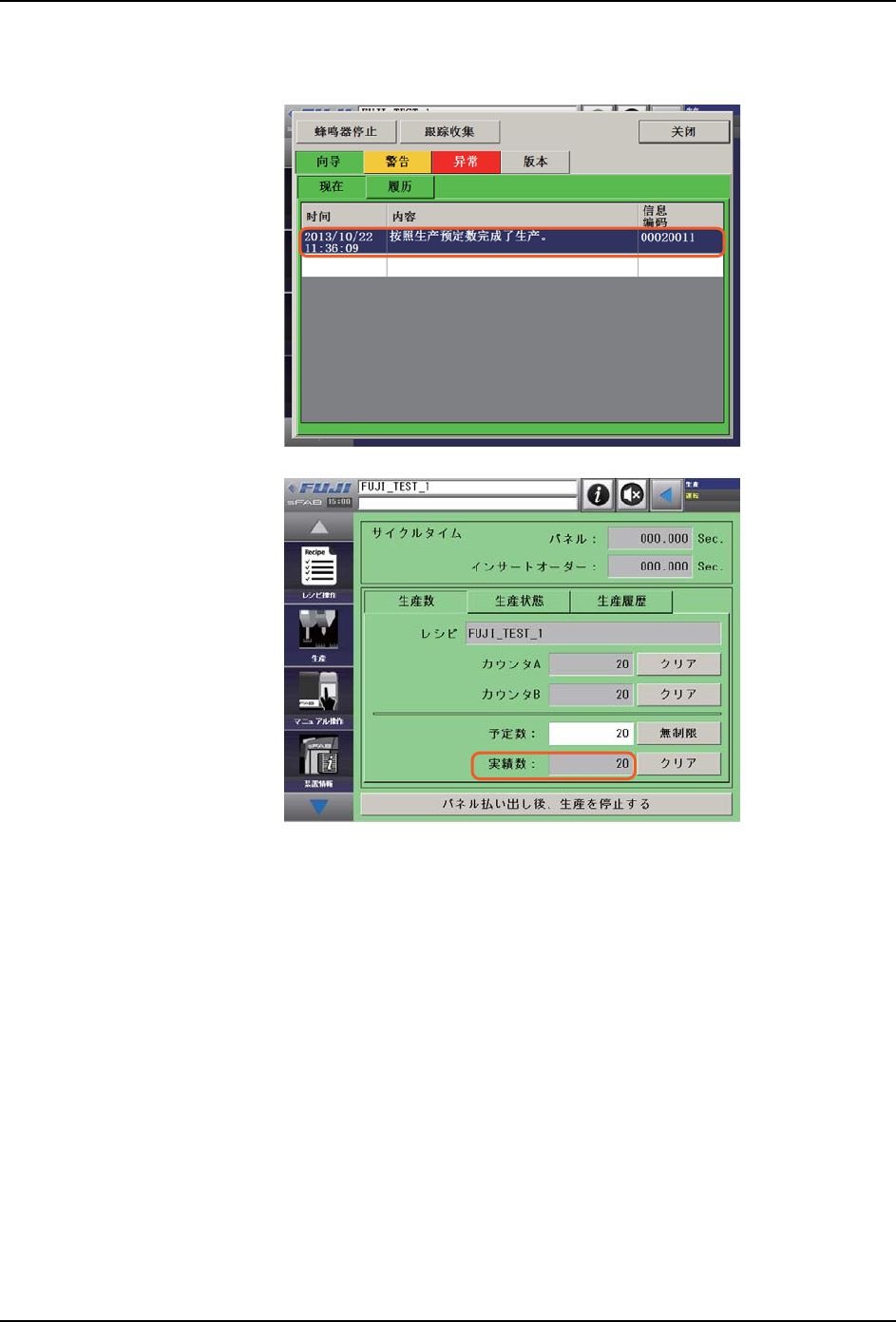
3. 当实际生产数达到生产预定数时,显示生产完成信息,结束生产。(另外,最终工件的
生产中不能输入生产预定数。)
39OPE-0167-S
39OPE-0168-Sa
CoaQ1DBp
CoaQ1DBp
Downloaded at 2015/10/08 22:10:586 by 3NEC4804 DL#XBovDH4m
Downloaded at 2015/10/08 22:10:586 by 3NEC4804 DL#XBovDH4m