NPM-D 规格说明书.pdf - 第51页
NPM-D 2010.0915 - 45 - ■ 垂 直线性照相机 ( 选购件 ) 通过测定元件厚度提高贴装品质。 外 观 每次 0402R/C ~ 1608R/C ( 对角 1.8 mm) 以内的方形元件 第 1 次切换元件时 0402R/C ~ 对角 9.1 mm 以内的方形元件 对象元件 最小厚度 : 0.13 mm ( 为了检测出立碑和倾斜立吸碑, 需要元件的厚度、宽度以及长度中任两个 的差在 50 μ m 以上。 ) 每次 每…
NPM-D 2010.0915
- 44 -
BGA, CSP
识别条件
能够贴装
BGA,CSP
的条件如下所示。
(
但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装
BGA,CSP
。
)
8
吸嘴贴装头
2
吸嘴贴装头
外形尺寸
5 mm × 5 mm
~
32 mm × 32 mm 5 mm × 5 mm
~
45 mm × 45 mm
厚度
1.0 mm
~
12 mm 1.0 mm
~
28 mm
最小焊锡球间距
0.5 mm
最小焊锡球直径
φ
0.3 mm
焊锡球形状
球状
焊锡球材质
高温锡膏,共晶锡膏
焊锡球数量
2
个
× 2
个
~
64
个
× 64
个
焊锡球排列
焊锡球的间距和尺寸必须保持一致。
(
关于缺焊锡球,交错孔图形与有关
BGA
的
JEDEC
,
EIAJ
规定的内容必须相同。
)
・ 有时因焊锡球的表面状态而无法进行识别。
・
供给形态是下侧的焊锡球成为端子为对象。
・ 识别速度,随焊锡球数量,在贴装时会发生识别处理的等待时间。
详细请与本公司联络。
・ 供给形态
通过编带进行供给
通过托盘进行供给
(
托盘供料器
(
选购件
)
对应
)
通过杆进行供给
(
杆式托盘供料器
(
选购件
)
对应
)
连接器识别条件
能够贴装连接器的一般条件如下所述。
(
但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装连接器。
)
8
吸嘴贴装头
2
吸嘴贴装头
外形尺寸
32 mm × 32 mm
以内
L 100 mm × W 90 mm
以内
※
引脚间距
0.5 mm
以上
引脚宽度
0.2 mm
以上
引脚形状
从主体部突出出的引脚必须在
1 mm
以上。
其他形状
在垂直方向,接触销周围不允许存在通孔。
接触销不允许在下面伸出。
※贴装大型连接器时,由于其他吸着位置和识别范围,对尺寸可能会有限制。
详细请与本公司联络。
・ 引脚平坦度的计测范围是
±0.5 mm
以内。
・
3D
传感器识别,引脚下面的平面部需要在
0.2 mm
以上。
・ 有时因引脚下面的表面状态而无法进行识别。
・ 供给形态
通过编带进行供给
通过托盘进行供给
(
托盘供料器
(
选购件
)
对应
)
通过杆进行供给
(
杆式托盘供料器
(
选购件
)
对应
)
下面平面部在
0.2 mm
以上
NPM-D 2010.0915
- 45 -
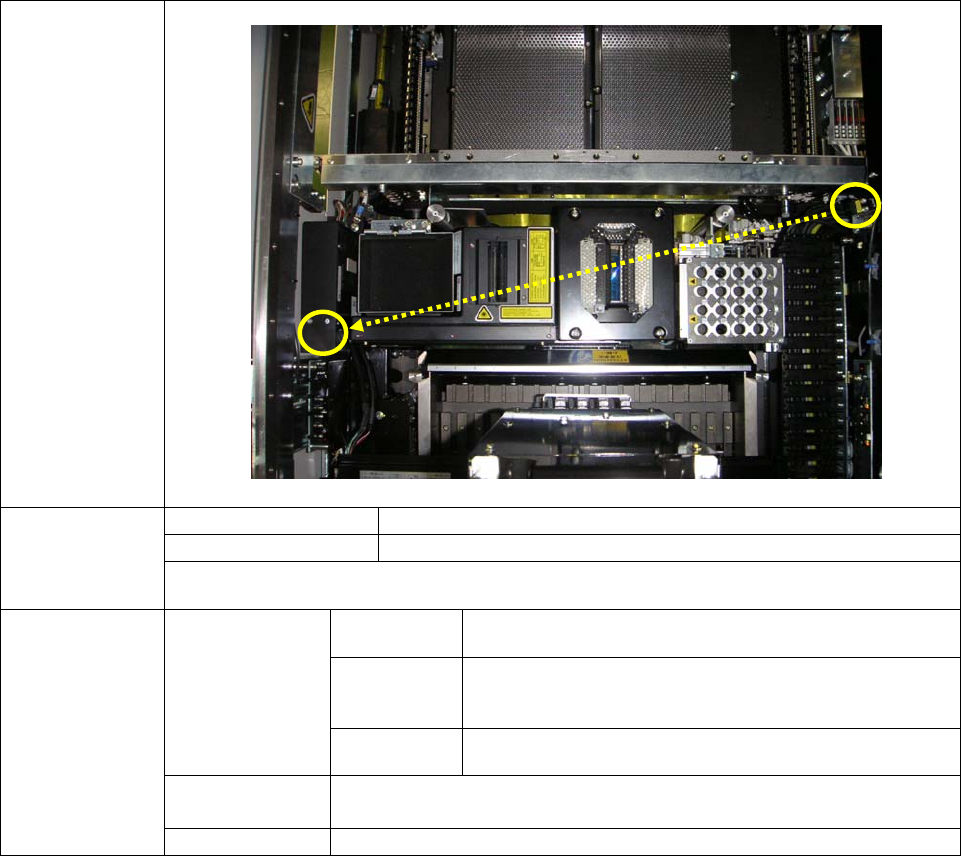
■ 垂直线性照相机
(
选购件
)
通过测定元件厚度提高贴装品质。
外 观
每次
0402R/C
~
1608R/C (
对角
1.8 mm)
以内的方形元件
第
1
次切换元件时
0402R/C
~对角
9.1 mm
以内的方形元件
对象元件
最小厚度
: 0.13 mm
(
为了检测出立碑和倾斜立吸碑,需要元件的厚度、宽度以及长度中任两个的差在
50 μm
以上。
)
每次
每次进行厚度测定,测定结果关系到贴装高度。还可以同时检
查微小元件的竖起和倾斜立吸。
第
1
次切换
元件时
厚度测定是对「自动运转开始后」「检测出元件用完后的元件
补充后」「编带接料检测后
※
2
」「芯片数据修正后」的吸着
第
1
点进行。
测定元件厚度功
能
※
1
元件校正
可以对各元件进行厚度测定以及登录。
吸嘴尖端检测
功能
检查吸嘴尖端的高度是否有异常
(
折断、吸嘴支撑
(holder)
滑动不良
)
。
功 能
排出检测功能
发生识别错误等、在元件排出后、检查吸嘴尖端的附着物。
※附属垫的吸嘴、吸嘴尖端有凹凸不平的吸嘴
(
比如
205A)
的计测是对象外。
※在前后侧对每个工作台请购买。
※
1
需要测定时间。
※
2
需要使用编带料架的有接缝检测传感器类型和拼接编带的有接缝检测类型用的编带
(
黑色
)
。
■ 基板识别照相机
・
视野
7.68 mm × 7.68 mm
(
基板识别标记尺寸请参照「
7.
印刷基板设计基准」。
)
投光
受光
NPM-D 2010.0915
- 46 -
5.
系统软件
(
选购件
)
5.1
元件校对
防止元件错误设置。对设备下载的生产数据,如果错误安装元件,启动设备的联锁功能,自动设定为不能继续生产
的状态。根据用户运用状态,条形码读取顺序和条形码的定义都可以设定为用户自己专用定义。
扫描器主体请选择有线扫描器或者无线扫描器
(PDA)
。另外,使用料架自由配置功能时,需要本选购件。
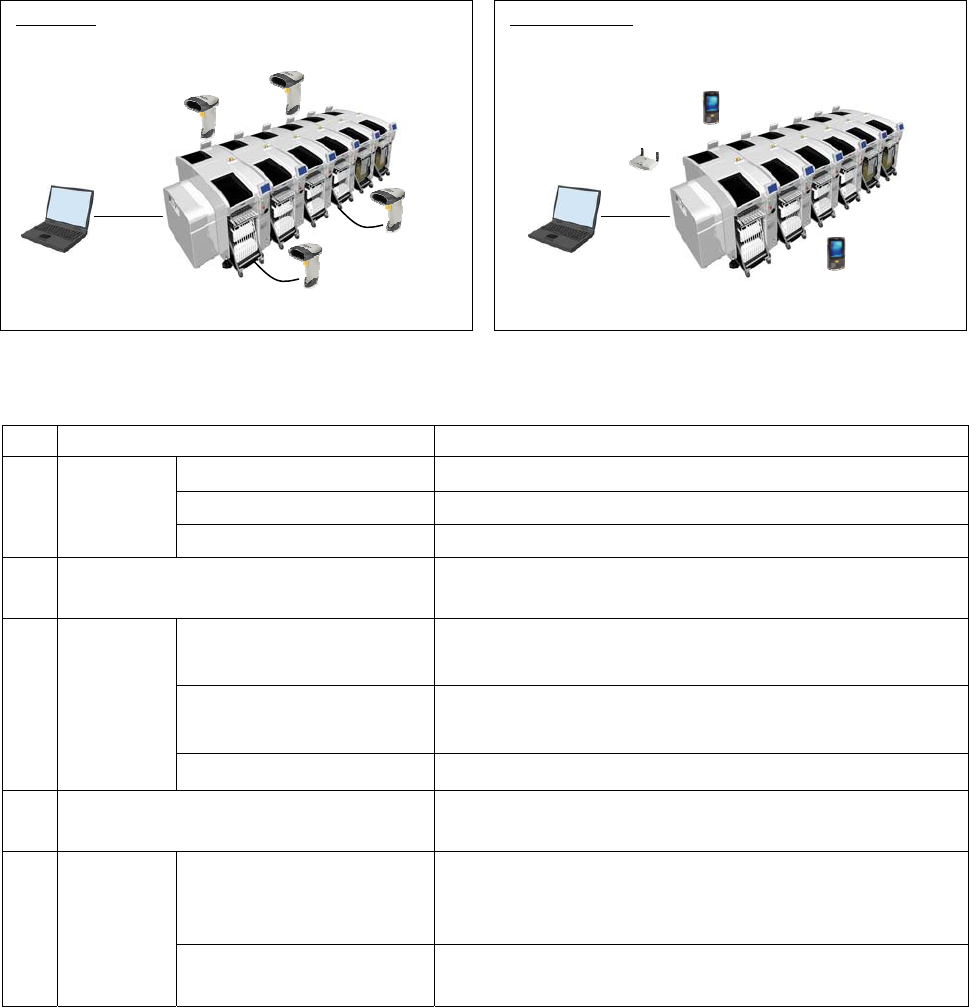
■ 系统构成图
※有线扫描器和无线扫描器
(PDA)
不可混合使用。
■ 功能一览
No.
项 目 内 容
准备作业时元件校对 在准备作业时校对元件。
元件用完时校对 元件用完时补料时校对元件。
1 料架校对
接料时元件校对 接料时校对元件。
2 定期检查 移动替换等(任意)进行元件的检查。
定期检查中无需停止生产。
解除料架堵塞时的再检查 解除料架堵塞时,进行再检查。
解除接料错误检测时的再检查 解除接料错误检测时进行再检查
3 再检查
料架插入卸下再检查 由于某种理由 single 停止中进行料架的插入卸下时,进行再检查。
4 生产线自动选择 无线扫描器(PDA)时,通过 GUI 可以选择生产线。能够使用其他
生产线的无线扫描器(PDA)。
校对流程定义
(
※校对流程是指,对卷盘粘贴的
几个
1D/2D
代码读取顺序,自由
定义功能。
)
根据用户运用,可以设定校对流程。在条形码中,输入表示种类
的代码,可以设定为不指定读取顺序的任意模式或者指定顺序的
序列模式。
5 设定功能
条形码设定 进行条形码的定义。也对应复杂的多种条形码。(1 个条形码有复
数意义时,只需 1 次扫描即可读取)
有线扫描器
有线扫描器
有线扫描器
有线扫描器
LNB
LWS
设定画面
无线扫描器
无线扫描器
LNB
LWS
设定画面
接入点
有线扫描器 无线扫描器
(PDA)